S-ar putea să vă placă și
- Chemical Bonding PowerpointDocument46 paginiChemical Bonding PowerpointJohn GianneÎncă nu există evaluări
- 1 3814 GY SE 901003 IS03 Technical EspecificationDocument43 pagini1 3814 GY SE 901003 IS03 Technical Especificationgchaves504Încă nu există evaluări
- Materials For JointsDocument25 paginiMaterials For JointseÎncă nu există evaluări
- Mtap - Special Histopath TechniquesDocument21 paginiMtap - Special Histopath TechniquesK-idol LiveÎncă nu există evaluări
- Catalogue 2014 en HDDocument58 paginiCatalogue 2014 en HDBrad BarnesÎncă nu există evaluări
- Bamboo As Construction MaterialDocument27 paginiBamboo As Construction Material38 Anirudha PachoreÎncă nu există evaluări
- Heat Treatment of MetalsDocument9 paginiHeat Treatment of Metalspkn_pnt9950100% (1)
- How To Secure Steel CoilsDocument5 paginiHow To Secure Steel CoilsMauricio Gomes de BarrosÎncă nu există evaluări
- TMT ProcesesDocument39 paginiTMT ProcesesVikrant HanwatÎncă nu există evaluări
- Repair of Rails On Site by Welding XA00127720Document20 paginiRepair of Rails On Site by Welding XA00127720wpsssamsungÎncă nu există evaluări
- WELDING ESAB Welding Handbook XA00106720 - Pipeline Catalogue (Ebook, 66 Pages)Document66 paginiWELDING ESAB Welding Handbook XA00106720 - Pipeline Catalogue (Ebook, 66 Pages)Denny SyamsuddinÎncă nu există evaluări
- ESC Marine Fenders Catalogue 2018 - 2019 PDFDocument46 paginiESC Marine Fenders Catalogue 2018 - 2019 PDFDiguinho PiresÎncă nu există evaluări
- EnDOtec Welding Cored WireDocument12 paginiEnDOtec Welding Cored WirecriuvosÎncă nu există evaluări
- Surface Engineering & Advanced Coatings SIG Final ReportDocument44 paginiSurface Engineering & Advanced Coatings SIG Final ReportMadan Pal SainiÎncă nu există evaluări
- Ufc 3 530 01Document285 paginiUfc 3 530 01Su La PyaeÎncă nu există evaluări
- 8 - XCC Hammers UKDocument2 pagini8 - XCC Hammers UKSampreeth TekkadÎncă nu există evaluări
- EN 10025 S355K2G3 / ABS EH 36 High Tensile Strength Plate: Sin Thai Special Steel Co., LTDDocument1 paginăEN 10025 S355K2G3 / ABS EH 36 High Tensile Strength Plate: Sin Thai Special Steel Co., LTDJEORJEÎncă nu există evaluări
- Penawaran Hammer CrusherDocument1 paginăPenawaran Hammer CrushergloryofmajapahitÎncă nu există evaluări
- Technical Parameters For DD Seriese Guide Rod Diesel Pile HammerDocument1 paginăTechnical Parameters For DD Seriese Guide Rod Diesel Pile HammerMuqorobinÎncă nu există evaluări
- Global Coal IndustryDocument7 paginiGlobal Coal IndustryadeÎncă nu există evaluări
- Kuliah 3 Desain Pelabuhan 1Document24 paginiKuliah 3 Desain Pelabuhan 1farhanÎncă nu există evaluări
- Brosur DIP - 2022Document2 paginiBrosur DIP - 2022agus hakimÎncă nu există evaluări
- Advanced Coating Solutions For The OilDocument4 paginiAdvanced Coating Solutions For The OilManivannanMudhaliarÎncă nu există evaluări
- An Overview of Recovery of Metals From SlagsDocument17 paginiAn Overview of Recovery of Metals From SlagsPauloValdiviesoÎncă nu există evaluări
- Jindal-Panther-Tmt-Bar SeptDocument5 paginiJindal-Panther-Tmt-Bar SeptRitesh JhaÎncă nu există evaluări
- Banboo Matt On Shallow Foundation 10.5923.c.jce.201402.16Document7 paginiBanboo Matt On Shallow Foundation 10.5923.c.jce.201402.16Abdul MalekÎncă nu există evaluări
- Amcrps Gen Cat GB 2012-2Document52 paginiAmcrps Gen Cat GB 2012-2VardhanÎncă nu există evaluări
- 2012 - 2013 Final Spec. Guide Digital Version For The WebDocument80 pagini2012 - 2013 Final Spec. Guide Digital Version For The Webhasan_676489616100% (1)
- Brief Introduction - Noksel Steel Pipe Co.Document2 paginiBrief Introduction - Noksel Steel Pipe Co.Ahmad AlkhasonehÎncă nu există evaluări
- Corewire Weldclad 01 PDFDocument31 paginiCorewire Weldclad 01 PDFRaviTeja BhamidiÎncă nu există evaluări
- Fertilizer Storage GuidelinesDocument8 paginiFertilizer Storage GuidelinesADITYA_PATHAKÎncă nu există evaluări
- BS 4018 1966 Pulley BlocksDocument18 paginiBS 4018 1966 Pulley BlockssrwalkeÎncă nu există evaluări
- Tie Rod BrochureDocument20 paginiTie Rod Brochuremech_abhiÎncă nu există evaluări
- Comparison of Diesel and Hydraulics Hammer PDFDocument4 paginiComparison of Diesel and Hydraulics Hammer PDFRainndrop FonnyryÎncă nu există evaluări
- Ramsey Conveyor Protection SwitchesDocument6 paginiRamsey Conveyor Protection SwitchesArif AmirÎncă nu există evaluări
- InPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarDocument34 paginiInPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarpritamspawarÎncă nu există evaluări
- Coil Storage Systems - TotalDocument18 paginiCoil Storage Systems - TotalkhurshedlakhoÎncă nu există evaluări
- Cleaning of Steel and Removal of Rust PDFDocument10 paginiCleaning of Steel and Removal of Rust PDFDawooz SaDam OnexoxÎncă nu există evaluări
- Weldab 13%CRDocument7 paginiWeldab 13%CRcawid100% (1)
- Iscar Grade ChartDocument1 paginăIscar Grade ChartsmarjanÎncă nu există evaluări
- 12 16 2021 Basic Principles of Hammers For Sheet Pile Installation Title ChangeDocument21 pagini12 16 2021 Basic Principles of Hammers For Sheet Pile Installation Title ChangeDavid DuÎncă nu există evaluări
- Development of New Model of Mold Oscillator in Continuous CastingDocument5 paginiDevelopment of New Model of Mold Oscillator in Continuous CastingM M HossainÎncă nu există evaluări
- Outokumpu Site Visit Tornio PresentationDocument28 paginiOutokumpu Site Visit Tornio PresentationzosternatÎncă nu există evaluări
- DT II A Belt ConveyorDocument1 paginăDT II A Belt ConveyorBunkun15Încă nu există evaluări
- Role of Dry PortsDocument34 paginiRole of Dry PortsShaivik SharmaÎncă nu există evaluări
- Hot Rolled SlittingDocument4 paginiHot Rolled SlittingVikas SinghÎncă nu există evaluări
- Case Study - Nathpa Jhakri - Oct17 - 1 PDFDocument6 paginiCase Study - Nathpa Jhakri - Oct17 - 1 PDFAdarsh Kumar ManwalÎncă nu există evaluări
- 03HighSpeedCastingNucor DanieliDocument29 pagini03HighSpeedCastingNucor DanielialfonsomendietaÎncă nu există evaluări
- SANDVIK What Is Stainless SteelDocument7 paginiSANDVIK What Is Stainless Steelpipedown456Încă nu există evaluări
- Turret Bearing Deflection MonitoringDocument1 paginăTurret Bearing Deflection MonitoringVinay RajputÎncă nu există evaluări
- The Light Machine Shop Divided Into The Following SectionDocument5 paginiThe Light Machine Shop Divided Into The Following Sectionyogendra singhÎncă nu există evaluări
- Slitting Machine Manufacturer in NoidaDocument13 paginiSlitting Machine Manufacturer in NoidaNIRMAL OVERSEAS LIMITEDÎncă nu există evaluări
- Rail MaterialDocument29 paginiRail MaterialRajiv Mahajan100% (1)
- Bollard Catalogue PDFDocument16 paginiBollard Catalogue PDFHaris PrasetiyoÎncă nu există evaluări
- Comparisons of Materials Between JIS and Foreign StdsDocument1 paginăComparisons of Materials Between JIS and Foreign StdsChenthil KumarÎncă nu există evaluări
- nf00032067 2 PDFDocument76 pagininf00032067 2 PDFkalaiÎncă nu există evaluări
- E Sintering Process of Iron Ore FinesDocument6 paginiE Sintering Process of Iron Ore FinesJose Marval RodriguezÎncă nu există evaluări
- 14C28N Draft Data SheetDocument3 pagini14C28N Draft Data SheetWarren NelÎncă nu există evaluări
- Specification Sheet: 2304: (UNS S32304)Document2 paginiSpecification Sheet: 2304: (UNS S32304)Deepak TdÎncă nu există evaluări
- Awst 11 07Document8 paginiAwst 11 07Herd ImanÎncă nu există evaluări
- List 4Document30 paginiList 4arya asusÎncă nu există evaluări
- Expandable MandrelsDocument3 paginiExpandable Mandrelsali-masoodÎncă nu există evaluări
- Brochure ConveyorChainDocument80 paginiBrochure ConveyorChainAmrie SarsidaÎncă nu există evaluări
- SAF Welding Cutting GuideDocument165 paginiSAF Welding Cutting GuideSelvem0% (1)
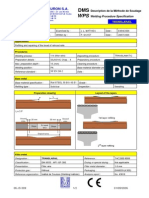
- Method Statement: Long Carbon EuropeDocument4 paginiMethod Statement: Long Carbon EuropewpsssamsungÎncă nu există evaluări
- WPS TranslarailDocument2 paginiWPS TranslarailwpsssamsungÎncă nu există evaluări
- EN 1090 White Paper17 119019 PDFDocument24 paginiEN 1090 White Paper17 119019 PDFZaza PokumbaÎncă nu există evaluări
- CastingDocument48 paginiCastingwpsssamsungÎncă nu există evaluări
- Coulmometric Methods: Presentation by Farlane Mtisi Fortune Donga Mansfield S.MutyandaDocument40 paginiCoulmometric Methods: Presentation by Farlane Mtisi Fortune Donga Mansfield S.MutyandaIrvinn NhutsÎncă nu există evaluări
- Dosage Lab Activity 2 PDFDocument4 paginiDosage Lab Activity 2 PDFsybyl formenteraÎncă nu există evaluări
- HISTOTECHNIQUESDocument20 paginiHISTOTECHNIQUESZIPPORAH JESSICA NONOGÎncă nu există evaluări
- Ample IST: PpendixDocument58 paginiAmple IST: PpendixRegina EfraimÎncă nu există evaluări
- Selected Total Syntheses (Furstner) PDFDocument280 paginiSelected Total Syntheses (Furstner) PDFludoÎncă nu există evaluări
- Mse 470 S20 L1 PDFDocument24 paginiMse 470 S20 L1 PDFAndre VictorÎncă nu există evaluări
- 51 Service Life Design of Steel Elements - Part - 6 - Design - Example - 3Document31 pagini51 Service Life Design of Steel Elements - Part - 6 - Design - Example - 3gmpintorÎncă nu există evaluări
- Avista PDS Vitec 7000 LDocument1 paginăAvista PDS Vitec 7000 LCommercial HWTÎncă nu există evaluări
- Advance Material Selection For Belt DrivesDocument10 paginiAdvance Material Selection For Belt DrivesAtharv MandhareÎncă nu există evaluări
- 1 Introduction To Crystals Crystallography Hand OutDocument29 pagini1 Introduction To Crystals Crystallography Hand OutalkimiaÎncă nu există evaluări
- 2BE Mech Hydraulics and Pnuematics Unit No 01 Basics and PumpsDocument78 pagini2BE Mech Hydraulics and Pnuematics Unit No 01 Basics and PumpsAlagumuthuvel VÎncă nu există evaluări
- Chapter 11. Advances in Hydrogen Separation and Purification With Membrane TechnologyDocument25 paginiChapter 11. Advances in Hydrogen Separation and Purification With Membrane TechnologyDwi NandaÎncă nu există evaluări
- Junior Chemistry and Physics Society Analytical Techniques Ii Midterm Exam Review 2012 Multiple ChoiceDocument2 paginiJunior Chemistry and Physics Society Analytical Techniques Ii Midterm Exam Review 2012 Multiple ChoiceGerry Lou QuilesÎncă nu există evaluări
- An Experimental Study On Concrete Cloth: ObjectivesDocument11 paginiAn Experimental Study On Concrete Cloth: ObjectivesAngelo OdosisÎncă nu există evaluări
- Soil Sience - Chapter 5Document40 paginiSoil Sience - Chapter 5awokeÎncă nu există evaluări
- Imperfections in SolidsDocument47 paginiImperfections in SolidsRichel Ann CapacilloÎncă nu există evaluări
- Block Flow Diagram For Ammonia SynthesisDocument2 paginiBlock Flow Diagram For Ammonia SynthesisK.R Technosafe EngineersÎncă nu există evaluări
- AxisCap - Sumitomo Chemicals - 24 Nov 2020Document26 paginiAxisCap - Sumitomo Chemicals - 24 Nov 2020Sriram RanganathanÎncă nu există evaluări
- Mechanical Design of Shell and TubeDocument21 paginiMechanical Design of Shell and TubeMahesh ewRRpuqQrcÎncă nu există evaluări
- Desalination: Shaheen Fatima Anis, Boor Singh Lalia, Raed HashaikehDocument8 paginiDesalination: Shaheen Fatima Anis, Boor Singh Lalia, Raed HashaikehSK SahooÎncă nu există evaluări
- Bituminous Mixes 2Document9 paginiBituminous Mixes 2danielÎncă nu există evaluări
- Pengolahan Kimia Hasil HutanDocument6 paginiPengolahan Kimia Hasil HutanKim TonÎncă nu există evaluări
- Asam Amino Dan ProteinDocument13 paginiAsam Amino Dan ProteinSitti hanafiahÎncă nu există evaluări
- DiosgeninaDocument15 paginiDiosgeninaalanbecker_alÎncă nu există evaluări
- Material Safety Data Sheet of AzithromycinDocument6 paginiMaterial Safety Data Sheet of Azithromycinopd pharmacyÎncă nu există evaluări
- Lab Assignment 1: Small Molecule Diffusion: Model DevelopmentDocument5 paginiLab Assignment 1: Small Molecule Diffusion: Model DevelopmentSaurabh GuptaÎncă nu există evaluări