S-ar putea să vă placă și
- Maintenance of Mining MachineryDocument22 paginiMaintenance of Mining Machineryjorgeluis2000100% (1)
- Mining Equipment Maintenance PDFDocument93 paginiMining Equipment Maintenance PDFGanapati Hegde100% (1)
- Idle Time Analysis of Mining Equipment Using Pareto Principle - A Case StudyDocument5 paginiIdle Time Analysis of Mining Equipment Using Pareto Principle - A Case StudyIAEME PublicationÎncă nu există evaluări
- Mining EarthmovingDocument17 paginiMining EarthmovingLatha100% (1)
- Haul Truck Fuel Consumption - PublishedDocument6 paginiHaul Truck Fuel Consumption - PublishedSudhaakar MNÎncă nu există evaluări
- 3 Loading ConsiderationsDocument32 pagini3 Loading ConsiderationsHerudi Eng100% (1)
- Share Lect 01 MINE FLEET-1Document98 paginiShare Lect 01 MINE FLEET-1Goodluck AnaniaÎncă nu există evaluări
- Capacity Utilization of Mining MachineryDocument19 paginiCapacity Utilization of Mining MachinerykhaninÎncă nu există evaluări
- Determinationofshovel Truckproductivitiesinopen Pitmines 2014Document6 paginiDeterminationofshovel Truckproductivitiesinopen Pitmines 2014sai krishnaÎncă nu există evaluări
- Mining Performance Metrics IIDocument79 paginiMining Performance Metrics IIpuput utomo100% (3)
- Cost of Owning and Operating ConstructioDocument11 paginiCost of Owning and Operating ConstructiohainguyenbkvhvÎncă nu există evaluări
- Haulroad: Design and Maintenance Guide Design and MaintenanceDocument11 paginiHaulroad: Design and Maintenance Guide Design and MaintenanceAdie Survei PemetaanÎncă nu există evaluări
- Models For Mining Equipment SelectionDocument7 paginiModels For Mining Equipment SelectionMuwafaq2002100% (2)
- Mine HaulageDocument54 paginiMine HaulageStef Torcedo100% (5)
- Capital Equipment Replacement DecisionsDocument93 paginiCapital Equipment Replacement Decisionsapi-3732848100% (5)
- Loading and Haulage For Surface Coal MiningDocument25 paginiLoading and Haulage For Surface Coal MiningSarah Mae Ajon100% (5)
- Improving Truck-Shovel Matching PerformanceDocument20 paginiImproving Truck-Shovel Matching PerformanceRoger Sucapuca Rondan100% (1)
- Optimization of Shovel-Truck System in OPDocument7 paginiOptimization of Shovel-Truck System in OPminerito2211100% (1)
- Reliance Case StudyDocument38 paginiReliance Case Studyhihimanshu70100% (2)
- A Field Guide To Mining Machine ApplicationDocument9 paginiA Field Guide To Mining Machine ApplicationLeo Manaure Rada100% (1)
- Holtec Consultancy - Limestone Mining Cost ReductionDocument6 paginiHoltec Consultancy - Limestone Mining Cost ReductionTvs SarmaÎncă nu există evaluări
- Minings Next Performance HorizonDocument14 paginiMinings Next Performance HorizonRegina RosarioÎncă nu există evaluări
- Productivity Considerations For Shovels and ExcavatorsDocument4 paginiProductivity Considerations For Shovels and ExcavatorsRohit DewanganÎncă nu există evaluări
- Mining Digital 101: Bas MutsaersDocument29 paginiMining Digital 101: Bas MutsaersAbhijit RoyÎncă nu există evaluări
- Talpac Tutorial - MetricDocument52 paginiTalpac Tutorial - MetricAndrew OlsonÎncă nu există evaluări
- Introduction To FPCDocument25 paginiIntroduction To FPCBenito Lionel ZoboÎncă nu există evaluări
- Understanding and Assessment of Mining Equipment EffectivenessDocument6 paginiUnderstanding and Assessment of Mining Equipment Effectivenesscabro_chicoÎncă nu există evaluări
- Selection of Mining EquipmentDocument8 paginiSelection of Mining Equipmentडॉ.रबिन्द्रकुमारसिन्हा100% (1)
- Open Pit Planning Solution PDFDocument46 paginiOpen Pit Planning Solution PDFIsabel ChoqueÎncă nu există evaluări
- Mine Planning and Scheduling42Document228 paginiMine Planning and Scheduling42Martin JanuaryÎncă nu există evaluări
- Haul Truck Fuel Consumption - PublishedDocument6 paginiHaul Truck Fuel Consumption - PublishedAhmed IdiÎncă nu există evaluări
- 0510 Performance Metrics For Mining EquipmentDocument64 pagini0510 Performance Metrics For Mining EquipmentLorenzoNoePerezRodriguez75% (4)
- 10 Things To Know About Strategic Mine Planning For Open PitsDocument3 pagini10 Things To Know About Strategic Mine Planning For Open PitsClider NiñoÎncă nu există evaluări
- Shovel Truck HaulageDocument20 paginiShovel Truck Haulagepericles12100% (1)
- BuldozerDocument12 paginiBuldozercapelfernandoÎncă nu există evaluări
- Life Cylcle CostingDocument11 paginiLife Cylcle CostingBiniyam12Încă nu există evaluări
- RCA Next Level Failure AnalysisDocument53 paginiRCA Next Level Failure AnalysisJay100% (1)
- 5 Matching An Excavator To Our Caterpillar TrucksDocument23 pagini5 Matching An Excavator To Our Caterpillar TrucksDavid GarciaÎncă nu există evaluări
- Examples On Cycle TimeDocument44 paginiExamples On Cycle Timeabiodun0% (1)
- Estimation of Dozer Production and Costs (OK)Document12 paginiEstimation of Dozer Production and Costs (OK)Denny TegarÎncă nu există evaluări
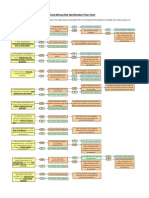
- Coal Mining Risk Identification Flow ChartDocument1 paginăCoal Mining Risk Identification Flow ChartZ Babar Khan100% (1)
- Design of Surface Mine Haulage RoadsDocument50 paginiDesign of Surface Mine Haulage RoadstsuakÎncă nu există evaluări
- Prediction of Fuel Consumption of MiningDocument8 paginiPrediction of Fuel Consumption of MiningRonaldÎncă nu există evaluări
- Equipment Replacement Analysis of Manual Trucks With Autonomous TruckDocument18 paginiEquipment Replacement Analysis of Manual Trucks With Autonomous TruckAlbert Stefen50% (2)
- Unit V Reliability Apr 06 2020Document56 paginiUnit V Reliability Apr 06 2020Venkadeshwaran KuthalingamÎncă nu există evaluări
- 10 - Chapter 4 PDFDocument30 pagini10 - Chapter 4 PDFOscar Kelvin NsituÎncă nu există evaluări
- Reliability & Failure Rate AnalysisDocument19 paginiReliability & Failure Rate AnalysisFaizal AbdullahÎncă nu există evaluări
- Reliability-21 08 2023Document51 paginiReliability-21 08 2023Tech GuruÎncă nu există evaluări
- LEC2 Failure PatternsDocument18 paginiLEC2 Failure Patternsأحمد دعبسÎncă nu există evaluări
- M4. Bathtub CurveDocument29 paginiM4. Bathtub CurveElidad SukardiÎncă nu există evaluări
- Class 06 - Time Dependent Failure ModelsDocument37 paginiClass 06 - Time Dependent Failure Modelsosbertodiaz100% (1)
- 03 Characteristics of ReliabilityDocument9 pagini03 Characteristics of ReliabilityrogeriojuruaiaÎncă nu există evaluări
- Chapter 5Document50 paginiChapter 5molla biyadgieÎncă nu există evaluări
- Chapter 7 - 02 Reliability and MaintainabilityDocument35 paginiChapter 7 - 02 Reliability and MaintainabilityMuket AgmasÎncă nu există evaluări
- Chapter 7 - 02Document33 paginiChapter 7 - 02Samuel WozabÎncă nu există evaluări
- Fundamental Safety Engineering ConceptsDocument5 paginiFundamental Safety Engineering ConceptsMohamed El KikiÎncă nu există evaluări
- Southern Marine Engineering Desk Reference: Second Edition Volume IDe la EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IÎncă nu există evaluări
- Denman’S Handbook for Auto Mechanics and TechniciansDe la EverandDenman’S Handbook for Auto Mechanics and TechniciansÎncă nu există evaluări
- AMBUSH Rules Page 2Document40 paginiAMBUSH Rules Page 2robigedÎncă nu există evaluări
- Thermomechanical Response of A Viscoelastic BeamDocument27 paginiThermomechanical Response of A Viscoelastic BeamrobigedÎncă nu există evaluări
- MagVFC Variable Frequency Controller Installation & Owner's ManualDocument26 paginiMagVFC Variable Frequency Controller Installation & Owner's ManualrobigedÎncă nu există evaluări
- R821 10Document8 paginiR821 10robigedÎncă nu există evaluări
- Calculations For Insulated Piping Systems - SiddiquiDocument5 paginiCalculations For Insulated Piping Systems - Siddiquirobiged0% (1)
- 12 Steps Engineering Safe Oil Gas FacilitiesDocument22 pagini12 Steps Engineering Safe Oil Gas FacilitiesrobigedÎncă nu există evaluări
- R821 10Document8 paginiR821 10robigedÎncă nu există evaluări
- Basic Calculations Piping System Design PDFDocument14 paginiBasic Calculations Piping System Design PDFjeff_shawÎncă nu există evaluări
- White Good Install TuesdayDocument24 paginiWhite Good Install TuesdayM Ahmed LatifÎncă nu există evaluări
- Metalliferous Mining Cyclone Processing GuideDocument10 paginiMetalliferous Mining Cyclone Processing Guidechris.mwabaÎncă nu există evaluări
- Beltstat v7.0 User ManualDocument147 paginiBeltstat v7.0 User Manualleomar61Încă nu există evaluări
- A Mathematical Programming Model For Optimal Layout Considering QDocument37 paginiA Mathematical Programming Model For Optimal Layout Considering QrobigedÎncă nu există evaluări
- HI Pump Standard 2.1-2.2 Vertical Pumps For Nomentclature & DefinitionsDocument38 paginiHI Pump Standard 2.1-2.2 Vertical Pumps For Nomentclature & DefinitionsrobigedÎncă nu există evaluări
- FmecaDocument46 paginiFmecarobigedÎncă nu există evaluări
- Bunding GuidelinesDocument5 paginiBunding GuidelinesmohanumaÎncă nu există evaluări
- ANSI HI Pump Standard 2.6 Vertical Pump TestsDocument48 paginiANSI HI Pump Standard 2.6 Vertical Pump Testsrobiged100% (3)
- Positive Discipline: A Guide For ParentsDocument64 paginiPositive Discipline: A Guide For ParentsrobigedÎncă nu există evaluări
- Solar Water Pumping A HandbookDocument134 paginiSolar Water Pumping A Handbookrobiged100% (2)
- Mechanical Engineering 201303Document90 paginiMechanical Engineering 201303robigedÎncă nu există evaluări
- Solar Water Pumping A HandbookDocument134 paginiSolar Water Pumping A Handbookrobiged100% (2)
- Pumps: Major Classes and TypesDocument28 paginiPumps: Major Classes and TypesrobigedÎncă nu există evaluări
- Services Hot Water Provisions For Commercial BuildingsDocument52 paginiServices Hot Water Provisions For Commercial Buildingsrobiged100% (1)
- Centrifugal Pump Operation at Off-Design Conditions3-3Document6 paginiCentrifugal Pump Operation at Off-Design Conditions3-3robigedÎncă nu există evaluări
- Single stage SAG/AG milling designDocument11 paginiSingle stage SAG/AG milling designrobigedÎncă nu există evaluări
- An Introduction To Pipeline PiggingDocument12 paginiAn Introduction To Pipeline Piggingrobiged100% (2)
- Centrifugal Pump Operation at Off Design Conditions-Karassik1 PDFDocument5 paginiCentrifugal Pump Operation at Off Design Conditions-Karassik1 PDFhirenkumar patelÎncă nu există evaluări
- Successful Design of The NICO CMPDocument10 paginiSuccessful Design of The NICO CMProbigedÎncă nu există evaluări
- Centrifugal Pump Operation at Off-Design Conditions2-3Document5 paginiCentrifugal Pump Operation at Off-Design Conditions2-3robigedÎncă nu există evaluări
- HAMMER V8i User's GuideDocument1.062 paginiHAMMER V8i User's Guiderobiged100% (7)
- Diane Apetsi ResumeDocument4 paginiDiane Apetsi ResumedapetsiÎncă nu există evaluări
- Sauce and Spoon Activity Template - Project PlanDocument50 paginiSauce and Spoon Activity Template - Project PlanRonil RajuÎncă nu există evaluări
- How To Draw Monkeys The LucasArts WayDocument23 paginiHow To Draw Monkeys The LucasArts WayPaul V JohnÎncă nu există evaluări
- Aquaplus Tech Info 2005 Rev 1 - EnglishDocument23 paginiAquaplus Tech Info 2005 Rev 1 - EnglishJvlValenzuelaÎncă nu există evaluări
- Samyu AgreementDocument16 paginiSamyu AgreementMEENA VEERIAHÎncă nu există evaluări
- 101 Ways To Get More Engagement On FacebookDocument55 pagini101 Ways To Get More Engagement On Facebookavmap100% (1)
- RCPABAe EditionA ManualDocument108 paginiRCPABAe EditionA ManualJuppÎncă nu există evaluări
- 1.1.5 Compression TechniquesDocument8 pagini1.1.5 Compression Techniquesshayanrizwan000Încă nu există evaluări
- RZ Series Technical Bulletin: Subject: CF CardDocument2 paginiRZ Series Technical Bulletin: Subject: CF CardKendrew BladesÎncă nu există evaluări
- 26.2.3 Packet Tracer - Configure IP ACLs To Mitigate Attacks - ILMDocument5 pagini26.2.3 Packet Tracer - Configure IP ACLs To Mitigate Attacks - ILMTRYST CHAMAÎncă nu există evaluări
- The Failure of Denver International Airport's Automated BaggageDocument13 paginiThe Failure of Denver International Airport's Automated BaggagePalaniappan Naga ElanthirayanÎncă nu există evaluări
- 8086 SubtractionDocument2 pagini8086 SubtractionMahakaalÎncă nu există evaluări
- MPR500Pro User's Manual Ver 6Document402 paginiMPR500Pro User's Manual Ver 6anduÎncă nu există evaluări
- DF-701 Dual Scan Installation GuideDocument13 paginiDF-701 Dual Scan Installation GuideMoheb MakarÎncă nu există evaluări
- I2 CCommunication Protocol SpecificationsDocument3 paginiI2 CCommunication Protocol Specificationshiro1610tomÎncă nu există evaluări
- Trotsky in New York, 1917 - Portrait of A Radical On The Eve of Revolution - AvaxHomeDocument3 paginiTrotsky in New York, 1917 - Portrait of A Radical On The Eve of Revolution - AvaxHomeAntonio di SalieriÎncă nu există evaluări
- Wced English Mathematics - 2024 Weekly Teaching Plan - Grade 9Document6 paginiWced English Mathematics - 2024 Weekly Teaching Plan - Grade 9carlabeukes1Încă nu există evaluări
- Cableado QCDocument341 paginiCableado QCCarlosÎncă nu există evaluări
- Manual de Instrucciones CORUS - MID - V26Document64 paginiManual de Instrucciones CORUS - MID - V26Cristopher Lobos70% (10)
- 2nd Gen Core Lga1155 Socket GuideDocument134 pagini2nd Gen Core Lga1155 Socket GuidenagadevanÎncă nu există evaluări
- CISM Certified Information Security Manager All-In-One Exam Guide, 2nd Edition (Peter H. Gregory)Document658 paginiCISM Certified Information Security Manager All-In-One Exam Guide, 2nd Edition (Peter H. Gregory)Ahmad Abuhantash100% (4)
- Demo Information and Communication TechnologyDocument33 paginiDemo Information and Communication TechnologyPratibha ShindeÎncă nu există evaluări
- Ravi Kumar 2021 IOP Conf. Ser. Mater. Sci. Eng. 1074 012012Document10 paginiRavi Kumar 2021 IOP Conf. Ser. Mater. Sci. Eng. 1074 012012Gaurav GhandatÎncă nu există evaluări
- Information Management ReviewerDocument13 paginiInformation Management ReviewerJax RozenÎncă nu există evaluări
- Edt ResumeDocument2 paginiEdt Resumeapi-282948725Încă nu există evaluări
- Case Study MMI Infosys PDFDocument3 paginiCase Study MMI Infosys PDFYash GuptaÎncă nu există evaluări
- Gcode AsbakDocument2.356 paginiGcode AsbakArif RahmanÎncă nu există evaluări
- Iso 22000:2018 Client Gap Analysis Tool: Instructions For UseDocument15 paginiIso 22000:2018 Client Gap Analysis Tool: Instructions For UseShabarish SubramanyamÎncă nu există evaluări
- CRM Mcqs Final Term (Regular +replica) 2021-01-19 at 10.37.52 PMDocument102 paginiCRM Mcqs Final Term (Regular +replica) 2021-01-19 at 10.37.52 PMSummaiya RaoÎncă nu există evaluări
- Examples of Staff Confidentiality Letters and AgreementsDocument3 paginiExamples of Staff Confidentiality Letters and AgreementsCedric YabyabinÎncă nu există evaluări