S-ar putea să vă placă și
- Mediciones Seis SigmaDocument28 paginiMediciones Seis SigmaCesar Tineo SalazarÎncă nu există evaluări
- 6 SIGMA MedicionesSSDocument8 pagini6 SIGMA MedicionesSSutlerÎncă nu există evaluări
- Actividad 3 Funciones de PerdidaDocument7 paginiActividad 3 Funciones de PerdidaChristian AlvaradoÎncă nu există evaluări
- Taller en Clase 2020 2P LocalizacionDocument2 paginiTaller en Clase 2020 2P LocalizacionRossana RivasÎncă nu există evaluări
- Ejercicios para Evaluación U4 PDFDocument3 paginiEjercicios para Evaluación U4 PDFLETICIA GUZMAN MORALESÎncă nu există evaluări
- Cuestionario 2Document10 paginiCuestionario 2David MoralesÎncă nu există evaluări
- Prototipado RapidoDocument37 paginiPrototipado RapidoCarolinne Aleli SilvaÎncă nu există evaluări
- AAF I ParcialDocument13 paginiAAF I ParcialDavid vera JÎncă nu există evaluări
- Caso 1 TPMDocument14 paginiCaso 1 TPMCristian Gomez100% (1)
- Actividad 1 U2 PDFDocument15 paginiActividad 1 U2 PDFAbraham GonzalezÎncă nu există evaluări
- Mapa Conceptual CEP, APQP y PPAP.Document3 paginiMapa Conceptual CEP, APQP y PPAP.aileen guluarte100% (1)
- Tecnicas para Eliminar Tasas de Rendimiento MultiplesDocument6 paginiTecnicas para Eliminar Tasas de Rendimiento MultiplesJairo JLGMÎncă nu există evaluări
- Práctica de Laboratorio - Teoría de Cola MM1Document2 paginiPráctica de Laboratorio - Teoría de Cola MM1leo floroÎncă nu există evaluări
- Caso Cinto Equipo 4Document8 paginiCaso Cinto Equipo 4Ignacio Leyva LopezÎncă nu există evaluări
- Funcion de PérdidaDocument21 paginiFuncion de PérdidaPrici Villa Fuentes100% (1)
- Ejercicios de Tipos de ModelosDocument6 paginiEjercicios de Tipos de ModelosRodolfo EmanuelÎncă nu există evaluări
- 2COLASDocument8 pagini2COLASRiber DominguezÎncă nu există evaluări
- Libro Seis Sigma Amfe Ver 407a 417 Cap14Document11 paginiLibro Seis Sigma Amfe Ver 407a 417 Cap14Ro Saul CohenÎncă nu există evaluări
- Instalaciones ingeniería localizaciónDocument31 paginiInstalaciones ingeniería localizaciónAdriana AlejandroÎncă nu există evaluări
- Validación del reporte final de servicio socialDocument9 paginiValidación del reporte final de servicio socialAbigail DumartÎncă nu există evaluări
- CIM Manufactura integradaDocument51 paginiCIM Manufactura integradaH5DAZÎncă nu există evaluări
- Almeida León Modelo 1 Flexsim Oficina PostalDocument7 paginiAlmeida León Modelo 1 Flexsim Oficina PostalSebastianLeonAmoresÎncă nu există evaluări
- Teoria - JITDocument27 paginiTeoria - JITMarceloÎncă nu există evaluări
- Muestreo de aceptación tablasDocument5 paginiMuestreo de aceptación tablasVillacis LeonardoÎncă nu există evaluări
- Generación de variables aleatorias con métodos de transformada inversa y convoluciónDocument12 paginiGeneración de variables aleatorias con métodos de transformada inversa y convoluciónMZÎncă nu există evaluări
- Preguntas sobre conceptos básicos de control estadístico de calidadDocument9 paginiPreguntas sobre conceptos básicos de control estadístico de calidadAndresGarciaÎncă nu există evaluări
- Solucionador CorelapDocument1 paginăSolucionador CorelapRoberto Cris PeñarandaÎncă nu există evaluări
- Ejemplo de Analizar Diseño de Superficie de Respuesta - MinitabDocument5 paginiEjemplo de Analizar Diseño de Superficie de Respuesta - MinitabFernando SanezÎncă nu există evaluări
- Vsm-Bombons Franco-GarcíaDocument5 paginiVsm-Bombons Franco-GarcíaMarco Joaquin Guaigua BucheliÎncă nu există evaluări
- 2 FMEA Versión FinalDocument22 pagini2 FMEA Versión FinalOscar AvilaÎncă nu există evaluări
- Análisis de capacidad de procesos productivosDocument7 paginiAnálisis de capacidad de procesos productivosYosdan PardoÎncă nu există evaluări
- ESTUDIO DEL TRABAJO - Separata 05 PDFDocument28 paginiESTUDIO DEL TRABAJO - Separata 05 PDFCarlos EscarayÎncă nu există evaluări
- IN147 Ingenieria de Metodos 201501Document5 paginiIN147 Ingenieria de Metodos 201501Jesus Ibarra ReynosoÎncă nu există evaluări
- Norma IATF 16949: Guía de la certificación de calidad para la industria automotrizDocument4 paginiNorma IATF 16949: Guía de la certificación de calidad para la industria automotrizAnonymous msqTwtjplÎncă nu există evaluări
- Ejercicio 1Document4 paginiEjercicio 1SpunkyÎncă nu există evaluări
- Sistema Q de inventario para compañía con costos de pedido y mantenimientoDocument2 paginiSistema Q de inventario para compañía con costos de pedido y mantenimientoDiego Ulises Rodriguez AlvarezÎncă nu există evaluări
- Cuestionario Unidad 1 Gestion de Los Sist. de CalidadDocument3 paginiCuestionario Unidad 1 Gestion de Los Sist. de CalidadEfrain Cruz100% (1)
- Unidad 5 Administracion de Operaciones 1Document12 paginiUnidad 5 Administracion de Operaciones 1EvaMuñozÎncă nu există evaluări
- Taller02 HtasEstMejoraCalidadDocument5 paginiTaller02 HtasEstMejoraCalidadDahianna MartínezÎncă nu există evaluări
- Definición del proyecto de mejora continuaDocument74 paginiDefinición del proyecto de mejora continuaEdna Gabriela Ceja SilvaÎncă nu există evaluări
- ACTIVIDADES PARA LA UNIDAD 2 (3) .Docx Gestión.Document3 paginiACTIVIDADES PARA LA UNIDAD 2 (3) .Docx Gestión.Alfredo UribeÎncă nu există evaluări
- Cinco Medidas para Ceros Paros y AuditoriaDocument6 paginiCinco Medidas para Ceros Paros y AuditoriaTevalemadreÎncă nu există evaluări
- Estudio Tipo 1Document3 paginiEstudio Tipo 1Alekcei Hilarievitch RosasÎncă nu există evaluări
- Procedimiento de medición para la elaboración de dulce de lecheDocument17 paginiProcedimiento de medición para la elaboración de dulce de lechekgomez1507Încă nu există evaluări
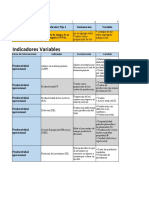
- Indicadores Linea de Acción Productividad Operativa Camara de ComercioDocument4 paginiIndicadores Linea de Acción Productividad Operativa Camara de ComercioRicardo ChegwinÎncă nu există evaluări
- Plan de Control para CalidadDocument3 paginiPlan de Control para CalidadJowell ReynosaÎncă nu există evaluări
- Resumen Tema 2 Relaciones IndustrialesDocument3 paginiResumen Tema 2 Relaciones IndustrialesJuan Del Angel PabloÎncă nu există evaluări
- Taller de Balanceo de LineaDocument10 paginiTaller de Balanceo de LineaWaltiño NarvaezÎncă nu există evaluări
- Problemario 1Document2 paginiProblemario 1XDMILS martinez100% (1)
- Diagrama de Procesos GuantesDocument8 paginiDiagrama de Procesos GuantesJoana ZapataÎncă nu există evaluări
- Una Empresa Fabricante de Saborizantes de Aguas Frescas Desea Abrir Una Nueva Sucursal. El Clima Existente Es Muy VariableDocument2 paginiUna Empresa Fabricante de Saborizantes de Aguas Frescas Desea Abrir Una Nueva Sucursal. El Clima Existente Es Muy Variablelucas arturo guzmanÎncă nu există evaluări
- Guía completa para crear un plan maestro de producción MPSDocument22 paginiGuía completa para crear un plan maestro de producción MPSAlex Laaz V.Încă nu există evaluări
- Programación Metas Múltiples Candelabros VentiladoresDocument52 paginiProgramación Metas Múltiples Candelabros VentiladoresManuelAlejandroMuñozLópez100% (1)
- Sesión 13 - Parte 2 - Gestión de La Calidad - HerramientasDocument49 paginiSesión 13 - Parte 2 - Gestión de La Calidad - HerramientasFabian ValenciaÎncă nu există evaluări
- ISO 9001:2015 Contexto OrganizaciónDocument38 paginiISO 9001:2015 Contexto OrganizaciónalejandroÎncă nu există evaluări
- Proyecto Six SigmaDocument21 paginiProyecto Six SigmaKano ZamoraÎncă nu există evaluări
- Control Estadístico de La CalidadDocument106 paginiControl Estadístico de La CalidadBeto YañezÎncă nu există evaluări
- Qué es la métrica 6 Sigma y cómo medir el rendimiento de procesosDocument3 paginiQué es la métrica 6 Sigma y cómo medir el rendimiento de procesosrenataher0% (1)
- Gestion de La Calidad 12Document45 paginiGestion de La Calidad 12Ainel NightwishÎncă nu există evaluări
- Como Calcular El Nivel de Calidad Sigma de Un Proceso PDFDocument9 paginiComo Calcular El Nivel de Calidad Sigma de Un Proceso PDFRuben AragonÎncă nu există evaluări
- CAPITULO 5 EconomiaDocument5 paginiCAPITULO 5 EconomiaHorus SolerÎncă nu există evaluări
- Circulo UnitarioDocument11 paginiCirculo UnitarioHorus SolerÎncă nu există evaluări
- Liderazgo, Comunicacion Efectiva y Resolucion de ConflictosDocument17 paginiLiderazgo, Comunicacion Efectiva y Resolucion de ConflictosSindy Rodriguez MorenoÎncă nu există evaluări
- Tutorial Piston ISADocument9 paginiTutorial Piston ISAHorus SolerÎncă nu există evaluări
- Capítulo 1 y 2Document6 paginiCapítulo 1 y 2Horus SolerÎncă nu există evaluări
- Sensores y ActuadoresDocument10 paginiSensores y ActuadoresHorus SolerÎncă nu există evaluări
- Resumem de BugattiDocument2 paginiResumem de BugattiHorus SolerÎncă nu există evaluări
- Función y tipos de motor de arranqueDocument5 paginiFunción y tipos de motor de arranqueHorus SolerÎncă nu există evaluări
- Desviaciones ley Raoult y azeótroposDocument16 paginiDesviaciones ley Raoult y azeótroposChuck Übermensch0% (1)
- LógicaDocument12 paginiLógicafreedownloads1Încă nu există evaluări
- Práctica 3Document3 paginiPráctica 3Diego SantanderÎncă nu există evaluări
- Comunicación Serie y Entradas AnalógicasDocument2 paginiComunicación Serie y Entradas Analógicasjuanbalarezo1Încă nu există evaluări
- Investigación de Factores y NivelesDocument6 paginiInvestigación de Factores y NivelesAlex PerezÎncă nu există evaluări
- Universidad Nacional ExperimentalDocument6 paginiUniversidad Nacional ExperimentalMarly Paola Guzman AraujoÎncă nu există evaluări
- Sistemas Digitales Clase #1Document11 paginiSistemas Digitales Clase #1jesusÎncă nu există evaluări
- UMX49 61 ESP Rev ADocument8 paginiUMX49 61 ESP Rev AZiel DistanteÎncă nu există evaluări
- ICG DiTella Junio2023Document7 paginiICG DiTella Junio2023Nicolas AnglasÎncă nu există evaluări
- Taller - Fallas Funcionales Planta de BencenoDocument2 paginiTaller - Fallas Funcionales Planta de BencenoFernando CuelloÎncă nu există evaluări
- STP TeoriaDocument12 paginiSTP TeoriarodrigoÎncă nu există evaluări
- Electiva VI Simulacion de Yacimientos Introducción A La Aplicación de Simuladores de Yacimiento y Etapas Del Proceso de Simulación 10%Document5 paginiElectiva VI Simulacion de Yacimientos Introducción A La Aplicación de Simuladores de Yacimiento y Etapas Del Proceso de Simulación 10%ExRider GXÎncă nu există evaluări
- Honeywell RM7840Document43 paginiHoneywell RM7840diego 10 xD OMG 2 CANAL oviedoÎncă nu există evaluări
- Determinacion de La Vida Util de Ajo en Polvo Mediante Pruebas Aceleradas Aslt Tesis 1997Document119 paginiDeterminacion de La Vida Util de Ajo en Polvo Mediante Pruebas Aceleradas Aslt Tesis 1997Henry E. GonzalezÎncă nu există evaluări
- Hoja de Seguridad DESENGRASANTE FORTE 2016Document3 paginiHoja de Seguridad DESENGRASANTE FORTE 2016jefeqhse BI100% (1)
- TEMA 06 - Ejecución de Cálculos Matemáticos y Estadísticos Con Criterio LógicoDocument54 paginiTEMA 06 - Ejecución de Cálculos Matemáticos y Estadísticos Con Criterio LógicoKeitsÎncă nu există evaluări
- Brochure Terra Grata 2020Document40 paginiBrochure Terra Grata 2020Orlando MartinezÎncă nu există evaluări
- Carpeta de Evidencia PasteleriaDocument25 paginiCarpeta de Evidencia PasteleriaLeilani Cabrera100% (1)
- Cuadernos de AjedrezDocument15 paginiCuadernos de Ajedrezrosemberg_trujillo100% (1)
- Ecuaciones Lineales 3x3Document2 paginiEcuaciones Lineales 3x3Jenifer LagunaÎncă nu există evaluări
- Ddcontrol5 09Document84 paginiDdcontrol5 09kevinÎncă nu există evaluări
- Mec 3330 - Sem 2-2019-Res AuxDocument4 paginiMec 3330 - Sem 2-2019-Res AuxRonald V. Nina VelizÎncă nu există evaluări
- Curso de volúmenesDocument22 paginiCurso de volúmenesKevin Apaza MarcosÎncă nu există evaluări
- Guia Oscilaciones 2023Document1 paginăGuia Oscilaciones 2023iguana77Încă nu există evaluări
- Weekly Shop ListDocument2 paginiWeekly Shop ListAlexandrina Narciso BritesÎncă nu există evaluări
- Esquemas de Arranque de Motores Trifásicos, Estrella-Triángulo. AngelatedoDocument13 paginiEsquemas de Arranque de Motores Trifásicos, Estrella-Triángulo. AngelatedoAngelatedo92% (25)
- G17 Trabajocolaborativo ProbabilidadDocument25 paginiG17 Trabajocolaborativo ProbabilidadDaniel Sebastian Quevedo WilchesÎncă nu există evaluări
- NCh00146 2 2000 PDFDocument15 paginiNCh00146 2 2000 PDFrenzoesÎncă nu există evaluări
- Sistema Ficheros WindowsDocument22 paginiSistema Ficheros WindowsS.D.SÎncă nu există evaluări
- Etapa n1 Parametros Morfometricos de La Cuenca ChaccoDocument7 paginiEtapa n1 Parametros Morfometricos de La Cuenca ChacconoebladimirÎncă nu există evaluări