S-ar putea să vă placă și
- FEUM Dispositivos Medicos 2011Document34 paginiFEUM Dispositivos Medicos 2011Miguel Angel Pérez Gasca38% (26)
- Trabajo Dibujo Técnico M2 Motce OrellanaDocument11 paginiTrabajo Dibujo Técnico M2 Motce OrellanamontceÎncă nu există evaluări
- Diseño de utillajes, matricería y prototipado con SolidWorksDe la EverandDiseño de utillajes, matricería y prototipado con SolidWorksEvaluare: 3 din 5 stele3/5 (1)
- La Gestion de La Calidad Total en La Administracion Publica PDFDocument337 paginiLa Gestion de La Calidad Total en La Administracion Publica PDFyaisberthe75% (4)
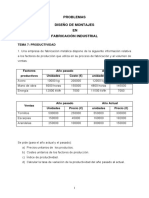
- Problemas - Diseño de Montajes - 2020 PDFDocument9 paginiProblemas - Diseño de Montajes - 2020 PDFJosé Ignacio CandelaÎncă nu există evaluări
- Revisión Evaluacion Tecnica M1 Piping 2019Document4 paginiRevisión Evaluacion Tecnica M1 Piping 2019Lucas Cifuentes Abaca100% (1)
- El Desarrollo SustentablesDocument4 paginiEl Desarrollo SustentablesRosa MariaÎncă nu există evaluări
- Check ListDocument2 paginiCheck ListBrenda Medina100% (1)
- Fabricacion de Una PoleaDocument24 paginiFabricacion de Una PoleaJose Angel Chirguita67% (3)
- Fabricacion de Una Polea PDFDocument24 paginiFabricacion de Una Polea PDFjavierdario plazas rinconÎncă nu există evaluări
- 3 - Mdcme02 6330 102 1Document22 pagini3 - Mdcme02 6330 102 1helard68Încă nu există evaluări
- Examen Diciembre 2012 FabricaciónDocument6 paginiExamen Diciembre 2012 FabricaciónJulioÎncă nu există evaluări
- Taller Final Hidráulica y NeumáticaDocument5 paginiTaller Final Hidráulica y NeumáticaCristian Pineda GuevaraÎncă nu există evaluări
- Examen Final 2Document15 paginiExamen Final 2ivan olano benavidesÎncă nu există evaluări
- Memoria de Calculo Faja Transportador - RevDocument15 paginiMemoria de Calculo Faja Transportador - RevMiguelRagasÎncă nu există evaluări
- Evaluacion de Instructores FinalDocument12 paginiEvaluacion de Instructores FinalMecanizado Sena0% (1)
- Solucion Examen 2parcial 2021 2Q Greta AeroDocument6 paginiSolucion Examen 2parcial 2021 2Q Greta AeroartynskuÎncă nu există evaluări
- Proteus Labvier ArduinoDocument7 paginiProteus Labvier ArduinoSteven Mauricio ParedesÎncă nu există evaluări
- Tema 7. Costes de Fabricación EjerciciosDocument8 paginiTema 7. Costes de Fabricación EjerciciosNoemi VieiroÎncă nu există evaluări
- 02 Trabajo Final de SAFEDocument4 pagini02 Trabajo Final de SAFEChristian Santa Cruz MoraÎncă nu există evaluări
- Datos TecnicosDocument7 paginiDatos TecnicosTeo DeustchÎncă nu există evaluări
- Vida Nueva: Instituto Superior TecnológicoDocument30 paginiVida Nueva: Instituto Superior TecnológicoDeivid B. CoronelÎncă nu există evaluări
- Diseño Molde Paso A PasoDocument20 paginiDiseño Molde Paso A Pasoabuelo36100% (1)
- Evaluame Campo EspecificoDocument20 paginiEvaluame Campo EspecificoPabloEsteban100% (6)
- PI - P9 - Mediciones y PresupuestosDocument5 paginiPI - P9 - Mediciones y PresupuestospachecaquezadaÎncă nu există evaluări
- Ejercicios PropuestosDocument10 paginiEjercicios PropuestoslaurapoikufÎncă nu există evaluări
- Fabricacion Pala Generador EolicoDocument8 paginiFabricacion Pala Generador EolicoestramilsolutionÎncă nu există evaluări
- Memoria de Calculo FAJA TRANSPORTADOR - PreliminarDocument15 paginiMemoria de Calculo FAJA TRANSPORTADOR - PreliminarMiguelRagasÎncă nu există evaluări
- S15.s1 - Taller de Problemas para PC3Document8 paginiS15.s1 - Taller de Problemas para PC3Alejandro Renato Rengifo LedesmaÎncă nu există evaluări
- Memoria de Calculo Muro Cortina y Perfileria Rev. BDocument13 paginiMemoria de Calculo Muro Cortina y Perfileria Rev. BCarmen OrtizÎncă nu există evaluări
- SIF Trabajo de CursoDocument11 paginiSIF Trabajo de CursoSerÎncă nu există evaluări
- Ensamble y Caracterizacion Del Motor Stirling de Un Octavo de HPDocument64 paginiEnsamble y Caracterizacion Del Motor Stirling de Un Octavo de HPDïego Andrés N0% (1)
- Proyecto de DiseñoDocument8 paginiProyecto de DiseñoJuan MoralesÎncă nu există evaluări
- Mec228 Ex2 2022-1Document18 paginiMec228 Ex2 2022-1Solin Puma CorbachoÎncă nu există evaluări
- Cuestionario 14 PDFDocument9 paginiCuestionario 14 PDFAnthony Lazaro SanchezÎncă nu există evaluări
- Ejemplo de Informe CAEDocument45 paginiEjemplo de Informe CAETubon EdissonÎncă nu există evaluări
- Tarea 2 - Cap%C3%ADtulo 1Document3 paginiTarea 2 - Cap%C3%ADtulo 1klefemacÎncă nu există evaluări
- Inf Proc 2 - Moldeo y ColadaDocument26 paginiInf Proc 2 - Moldeo y ColadaAnonymous qMLK5yxZsFÎncă nu există evaluări
- Apuntes Curso Robot Millenium1Document77 paginiApuntes Curso Robot Millenium1Hermann Corzo MorgueszternÎncă nu există evaluări
- Taller de FundiciónDocument8 paginiTaller de Fundiciónsalma.penarandaÎncă nu există evaluări
- Paper Bomba HidraulicaDocument17 paginiPaper Bomba HidraulicaÑalyFabianLucasÎncă nu există evaluări
- Informe Tecnico Ductos de Escape Bap Union2021Document13 paginiInforme Tecnico Ductos de Escape Bap Union2021Joaquin CardenasÎncă nu există evaluări
- MEMORIA DE CALCULO ESTRUCTURA AUTOFAGASTA-Rev1-AutoPlanetDocument13 paginiMEMORIA DE CALCULO ESTRUCTURA AUTOFAGASTA-Rev1-AutoPlanetorteanÎncă nu există evaluări
- Rodamientos 6003Document8 paginiRodamientos 6003Jose Sanchez RodriguezÎncă nu există evaluări
- Dibujo Mecanico Apc II Solucion de Examen Parcial 10-10-11Document10 paginiDibujo Mecanico Apc II Solucion de Examen Parcial 10-10-11JOTARUÎncă nu există evaluări
- MEMORIA DE CALCULO ESTRUCTURA CONCEPCION-Rev1-Z5Document15 paginiMEMORIA DE CALCULO ESTRUCTURA CONCEPCION-Rev1-Z5orteanÎncă nu există evaluări
- Proc I Parcial 2020 I JuevesDocument1 paginăProc I Parcial 2020 I JuevesJose Perez MartinezÎncă nu există evaluări
- Cuestionario de Máquinas y Herramientas 3Document8 paginiCuestionario de Máquinas y Herramientas 3Rodrigo Velásquez100% (1)
- MEC270 EX1 2017-1 (Enunciado) Muscari PDFDocument6 paginiMEC270 EX1 2017-1 (Enunciado) Muscari PDFsphaincÎncă nu există evaluări
- Proyecto Flecha 201810 BDocument1 paginăProyecto Flecha 201810 BKevin KmikzeÎncă nu există evaluări
- Problemas de Fabricacion - MecanizadoDocument9 paginiProblemas de Fabricacion - MecanizadoAlvaro SFÎncă nu există evaluări
- Parte Desarrollo: Tecnologia de Los Procesos de Manufactura - In179 Examen Final Ciclo 2022-02Document6 paginiParte Desarrollo: Tecnologia de Los Procesos de Manufactura - In179 Examen Final Ciclo 2022-02A ZÎncă nu există evaluări
- Guía Trabajos Prácticos Elementos de MáquinasDocument30 paginiGuía Trabajos Prácticos Elementos de MáquinasLourdes Diaz100% (1)
- Memoria TecnicaDocument52 paginiMemoria TecnicaRita Morice GómezÎncă nu există evaluări
- AlcayataDocument19 paginiAlcayataoswaldomaynascondoriÎncă nu există evaluări
- Mecanizado AcopleDocument18 paginiMecanizado AcopleWalter Wlady HernándezÎncă nu există evaluări
- Laboratorio 1 Diseño y Manufactura AsistidaDocument39 paginiLaboratorio 1 Diseño y Manufactura AsistidaCristian SumireÎncă nu există evaluări
- Procdef PR7 21 - 2Document5 paginiProcdef PR7 21 - 2Oscar UribeÎncă nu există evaluări
- Informe Técnico Contraeje RT Nº2 25102009Document3 paginiInforme Técnico Contraeje RT Nº2 25102009Raul Enoc Escobar ConchaÎncă nu există evaluări
- 1ra PC de Tecnología y Procesos de Manufacturas - 2021.1Document4 pagini1ra PC de Tecnología y Procesos de Manufacturas - 2021.1Carlos Muñoz vitorÎncă nu există evaluări
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De la EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Încă nu există evaluări
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De la EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Evaluare: 5 din 5 stele5/5 (1)
- Motores de C.C y C.A.Document12 paginiMotores de C.C y C.A.blass05stÎncă nu există evaluări
- nx5 CondicionesDocument318 pagininx5 CondicioneskorpusÎncă nu există evaluări
- Full HOQ 0.9Document1 paginăFull HOQ 0.9tit0048Încă nu există evaluări
- Sensores Inteligentes y Sus AplicacionesDocument338 paginiSensores Inteligentes y Sus AplicacionesChristian Silva Arrieta100% (1)
- Alimentacion Saludable MCCDocument17 paginiAlimentacion Saludable MCCLuigui AlbanÎncă nu există evaluări
- Prontuario ReducidoDocument19 paginiProntuario ReducidojoseramonruedaÎncă nu există evaluări
- Instructivo Trampa Vapor Td62Document4 paginiInstructivo Trampa Vapor Td62Luigui AlbanÎncă nu există evaluări
- Hoja Tecnica Trampa Vapor Td62Document2 paginiHoja Tecnica Trampa Vapor Td62Luigui AlbanÎncă nu există evaluări
- Pbp247 Version CompletaDocument3 paginiPbp247 Version CompletaLuigui AlbanÎncă nu există evaluări
- Norma Inen0731.2009Document11 paginiNorma Inen0731.2009Paulina Velarde VelásquezÎncă nu există evaluări
- Calculos de Chavetas - Uto - FniDocument4 paginiCalculos de Chavetas - Uto - FniDavidÎncă nu există evaluări
- MIII-U3 - Actividad 2. Función Lineal - A07075657Document7 paginiMIII-U3 - Actividad 2. Función Lineal - A07075657Pablo Guevara100% (1)
- Formato SEIDocument3 paginiFormato SEIAdair H. DíazÎncă nu există evaluări
- Planilla de Metrados Final V8-ElectricasDocument33 paginiPlanilla de Metrados Final V8-ElectricasDhan AntonyÎncă nu există evaluări
- Actividad Guìa No 4 MV PDFDocument3 paginiActividad Guìa No 4 MV PDFJean MolinaÎncă nu există evaluări
- Informe de IrrigacionesDocument33 paginiInforme de IrrigacionesLove Sad100% (1)
- Ensayo Sistemas Contables ComputarizadosDocument10 paginiEnsayo Sistemas Contables ComputarizadosMily CastilloÎncă nu există evaluări
- MP1 Preguntas de Instalacions ICTDocument3 paginiMP1 Preguntas de Instalacions ICTbruno villa cruzÎncă nu există evaluări
- Hoja Amarilla CenapredDocument3 paginiHoja Amarilla Cenapredvictorbriseno200Încă nu există evaluări
- Practica No. 02 DinámicaDocument4 paginiPractica No. 02 DinámicaCristhian LeónÎncă nu există evaluări
- Plano Act 16.05.2019Document5 paginiPlano Act 16.05.2019Danya Jazmin Bravo MolinaÎncă nu există evaluări
- Turismo Chino PDFDocument37 paginiTurismo Chino PDFGiovanna Perales AlurraldeÎncă nu există evaluări
- Memoria Descriptiva Proyecto - Tamborapa OkDocument12 paginiMemoria Descriptiva Proyecto - Tamborapa Okedilberto lopezÎncă nu există evaluări
- Motor Brushless CaseroDocument5 paginiMotor Brushless CaseroAngel NietoÎncă nu există evaluări
- FWP-MIO-200423-RI-VTS-0100 Terminos de Referencia Hot Bolting LFs (CPF-T...Document7 paginiFWP-MIO-200423-RI-VTS-0100 Terminos de Referencia Hot Bolting LFs (CPF-T...Mario CarvajalÎncă nu există evaluări
- Lab SuelosDocument15 paginiLab SuelosLeandro VasquezÎncă nu există evaluări
- Práctica 9 TurbosopladorDocument23 paginiPráctica 9 TurbosopladorJimm VillegasÎncă nu există evaluări
- 38 HDT Transmision Cat Alli PDFDocument2 pagini38 HDT Transmision Cat Alli PDFरोनल्द किस्पे तुर्पोÎncă nu există evaluări
- Catálogo TC 2016Document18 paginiCatálogo TC 2016EdgarVillatoRoÎncă nu există evaluări
- Modelo de Estatuto OrganicoDocument11 paginiModelo de Estatuto Organicolightmana67% (3)
- Set 3x2 Protecciones Roller Play Niños OXELO DecathlonDocument1 paginăSet 3x2 Protecciones Roller Play Niños OXELO DecathlonJuan Manuel GómezÎncă nu există evaluări
- Simulink para Sistemas de Drenaje y PTAR'sDocument2 paginiSimulink para Sistemas de Drenaje y PTAR'sFlor PeralesÎncă nu există evaluări
- BDDocument3 paginiBDfcsnake24Încă nu există evaluări
- IEB Sistema de Puesta A TierraDocument44 paginiIEB Sistema de Puesta A TierrasalvandyÎncă nu există evaluări
- Proyecto de Lab.Document21 paginiProyecto de Lab.Anonymous fUMgz2100% (1)