S-ar putea să vă placă și
- Elecon ET Catalogue PDFDocument42 paginiElecon ET Catalogue PDFVisnu Sankar86% (7)
- Problem Chapter 9Document48 paginiProblem Chapter 9Syahid ZamaniÎncă nu există evaluări
- Cooling TowersDocument11 paginiCooling TowersSlim Kat Nkosi0% (2)
- Organization of Genes and Chromosomes CompleteDocument13 paginiOrganization of Genes and Chromosomes Completebiotecnika_testÎncă nu există evaluări
- Wet Cooling Towers: Rule-of-Thumb Design and SimulationDocument32 paginiWet Cooling Towers: Rule-of-Thumb Design and SimulationMohammed Alnefayei100% (10)
- Exp 06 - Distillation ColumnDocument11 paginiExp 06 - Distillation ColumnAli AhmadÎncă nu există evaluări
- Flow and Heat Transfer in Geothermal Systems: Basic Equations for Describing and Modeling Geothermal Phenomena and TechnologiesDe la EverandFlow and Heat Transfer in Geothermal Systems: Basic Equations for Describing and Modeling Geothermal Phenomena and TechnologiesÎncă nu există evaluări
- Design and Control of Condensate and Vapor Throttling ReboilersDocument12 paginiDesign and Control of Condensate and Vapor Throttling ReboilerscymyÎncă nu există evaluări
- Cooling TowerDocument28 paginiCooling TowerKangae Ilham100% (4)
- Wet Cooling Towers: Rule-of-Thumb Design and SimulationDocument32 paginiWet Cooling Towers: Rule-of-Thumb Design and SimulationApurva Patel100% (2)
- Thermal Properties and Temperature-Related Behavior of Rock/Fluid SystemsDe la EverandThermal Properties and Temperature-Related Behavior of Rock/Fluid SystemsÎncă nu există evaluări
- Engineering Materials MCQs PDFDocument41 paginiEngineering Materials MCQs PDFRamesh KondriÎncă nu există evaluări
- Shell and Tube Heat Exchanger DesignDocument22 paginiShell and Tube Heat Exchanger Designsuperbugima100% (1)
- BIOL1018 Lab Manual 2016Document40 paginiBIOL1018 Lab Manual 2016Kayla HendersonÎncă nu există evaluări
- Membrane Technology in Water Treatment ApplicationsDocument11 paginiMembrane Technology in Water Treatment ApplicationsleechulmiuÎncă nu există evaluări
- Performance Limits of Power Cycles Using Low Temperature Heat SourcesDocument7 paginiPerformance Limits of Power Cycles Using Low Temperature Heat SourcesLuis Alexandre MachadoÎncă nu există evaluări
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringDe la EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringÎncă nu există evaluări
- Control Valves2Document103 paginiControl Valves2Jennifer ParkerÎncă nu există evaluări
- Cold Storage Uses LNG - Design StudyDocument10 paginiCold Storage Uses LNG - Design StudyRatri IrawantiÎncă nu există evaluări
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersDe la EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersÎncă nu există evaluări
- Pressure Cooker PDFDocument6 paginiPressure Cooker PDFTooba GhouriÎncă nu există evaluări
- RacDocument26 paginiRacgurunakhale123Încă nu există evaluări
- Heat Transfer in Freeze-Drying ApparatusDocument25 paginiHeat Transfer in Freeze-Drying ApparatusErickMartinS100% (1)
- Heat Transfer in Freeze-Drying ApparatusDocument25 paginiHeat Transfer in Freeze-Drying Apparatustwintwin91Încă nu există evaluări
- Energy Balances in Dough Mixers I I IDocument3 paginiEnergy Balances in Dough Mixers I I IJorge LampertÎncă nu există evaluări
- Spe 176089 MS PDFDocument11 paginiSpe 176089 MS PDFatilio martinezÎncă nu există evaluări
- Climbing Film Evaporator: I. CHE 1014 II. SB92Document14 paginiClimbing Film Evaporator: I. CHE 1014 II. SB92Khalid M MohammedÎncă nu există evaluări
- 10the Optimisation and Design of Large Scale Multi-Stage Flash Distillation PlantsDocument16 pagini10the Optimisation and Design of Large Scale Multi-Stage Flash Distillation Plantsbandi.shandrasekharÎncă nu există evaluări
- Bali-metal-focusing-effectDocument8 paginiBali-metal-focusing-effectABÎncă nu există evaluări
- 2004, Nindo-Energy Consumption During Refractance Window® Evaporation of Selected Berry JuicesDocument12 pagini2004, Nindo-Energy Consumption During Refractance Window® Evaporation of Selected Berry JuicesJose DavidÎncă nu există evaluări
- v01 I01 07Document7 paginiv01 I01 07SuperbankÎncă nu există evaluări
- IntroductionDocument4 paginiIntroductionHazel AdoÎncă nu există evaluări
- Vapor Precooling in A Pulse Tube Liquefier: E.D. Marquardt, Ray Radebaugh, and A.P. PeskinDocument5 paginiVapor Precooling in A Pulse Tube Liquefier: E.D. Marquardt, Ray Radebaugh, and A.P. PeskinANILÎncă nu există evaluări
- Lab Report FinalDocument13 paginiLab Report Finalidyllic20Încă nu există evaluări
- Work sheet.1Document6 paginiWork sheet.1tfkthe46Încă nu există evaluări
- Energy Efficiency in Building Using Co2 Heat Pump Water HeatingDocument7 paginiEnergy Efficiency in Building Using Co2 Heat Pump Water HeatingMarclauryn AdewaleÎncă nu există evaluări
- Organic promoters effect on refrigerant gas hydrate thermodynamicsDocument16 paginiOrganic promoters effect on refrigerant gas hydrate thermodynamicsShurooq TaibÎncă nu există evaluări
- Processes: An Investigation of Heat Transfer Performance in An Agitated VesselDocument18 paginiProcesses: An Investigation of Heat Transfer Performance in An Agitated VesselFederico CaloÎncă nu există evaluări
- The CFD Simulation of Temperature Control in A Batch Mixing TankDocument6 paginiThe CFD Simulation of Temperature Control in A Batch Mixing TankRodolfo BrandaoÎncă nu există evaluări
- Articulo 23 Refri.1Document13 paginiArticulo 23 Refri.1Dante Zamora MoscosoÎncă nu există evaluări
- Experimental Correlation of Pool Boiling Heat Transfer For HFC134a On Enhanced Tubes Turbo EDocument8 paginiExperimental Correlation of Pool Boiling Heat Transfer For HFC134a On Enhanced Tubes Turbo EHany Elsawy AbdelrahmanÎncă nu există evaluări
- Tarea 3 (2011-2) - Mixing and Heat Transfer in Jacketed vesselsDocument2 paginiTarea 3 (2011-2) - Mixing and Heat Transfer in Jacketed vesselsJane SitaÎncă nu există evaluări
- Humidification - Postlab FINAL PDFDocument24 paginiHumidification - Postlab FINAL PDFJames Matthew LimpinÎncă nu există evaluări
- Homework BDocument28 paginiHomework BPravallika Kollipara0% (2)
- BHT of AmmoniaDocument12 paginiBHT of AmmoniaVipin NairÎncă nu există evaluări
- Electricity from Brine Using ORCDocument9 paginiElectricity from Brine Using ORCchariÎncă nu există evaluări
- A First-Principles Simulation Model For The Start-Up andDocument17 paginiA First-Principles Simulation Model For The Start-Up andEva ViskadourakiÎncă nu există evaluări
- Analysis of Counter Flow Heat ExchangerDocument5 paginiAnalysis of Counter Flow Heat ExchangerSantiKhamtreeÎncă nu există evaluări
- CFD Analysis of Thermal Energy Storage in PCMsDocument9 paginiCFD Analysis of Thermal Energy Storage in PCMsDheeraj MiglaniÎncă nu există evaluări
- Jjmie: Modeling and Verification of Double Slope Single Basin Solar Still Using Laboratory and Actual Solar ConditionsDocument8 paginiJjmie: Modeling and Verification of Double Slope Single Basin Solar Still Using Laboratory and Actual Solar ConditionsSindhuvkreddyÎncă nu există evaluări
- SCI - Volume 24 - Issue 3 - Pages 1253-1263 PDFDocument11 paginiSCI - Volume 24 - Issue 3 - Pages 1253-1263 PDFhoangvubui4632Încă nu există evaluări
- Metabolic Cooling Capacity of FermentersDocument4 paginiMetabolic Cooling Capacity of FermenterszniperxÎncă nu există evaluări
- Paper An Exergy Analysis On The Performance of A Counterflow Wet Cooling TowerDocument8 paginiPaper An Exergy Analysis On The Performance of A Counterflow Wet Cooling TowerghezelasheghiÎncă nu există evaluări
- Numerical Simulation of Variable Speed Refrigeration System PDFDocument9 paginiNumerical Simulation of Variable Speed Refrigeration System PDFSalvador PerezÎncă nu există evaluări
- Solar Water Heater With Shell and Helical Coiled Tube Heat Exchanger As A Storage TankDocument11 paginiSolar Water Heater With Shell and Helical Coiled Tube Heat Exchanger As A Storage TankKarimaÎncă nu există evaluări
- 15 ANNA UNIVERSITY QUESTION PAPER THERMODYNAMICS TITLEDocument62 pagini15 ANNA UNIVERSITY QUESTION PAPER THERMODYNAMICS TITLERed RedÎncă nu există evaluări
- TD QP UPTO Nov 2012 18092012Document31 paginiTD QP UPTO Nov 2012 18092012Narayanan Srinivasan100% (1)
- Characteristics of Cooling Water Fouling in A Heat Exchange SystemDocument8 paginiCharacteristics of Cooling Water Fouling in A Heat Exchange Systemmonkey890Încă nu există evaluări
- ChE 122 LE1 Samplex 2Document3 paginiChE 122 LE1 Samplex 2googley71Încă nu există evaluări
- Respiration Calorimeters for Studying the Respiratory Exchange and Energy Transformations of ManDe la EverandRespiration Calorimeters for Studying the Respiratory Exchange and Energy Transformations of ManÎncă nu există evaluări
- Carbon Dioxide Thermodynamic Properties Handbook: Covering Temperatures from -20° to 250°C and Pressures up to 1000 BarDe la EverandCarbon Dioxide Thermodynamic Properties Handbook: Covering Temperatures from -20° to 250°C and Pressures up to 1000 BarÎncă nu există evaluări
- Best Performance Mejor Rendimiento Meilleure Performance: USB USBDocument2 paginiBest Performance Mejor Rendimiento Meilleure Performance: USB USBErnesto BlankoÎncă nu există evaluări
- Decreto No 28622 Plantas Gas LPGDocument47 paginiDecreto No 28622 Plantas Gas LPGErnesto BlankoÎncă nu există evaluări
- Drugs As MedicineDocument1 paginăDrugs As MedicineErnesto BlankoÎncă nu există evaluări
- Example:: Coupling Between Free and Porous Media FlowDocument5 paginiExample:: Coupling Between Free and Porous Media FlowErnesto BlankoÎncă nu există evaluări
- 1925 MN V2Document153 pagini1925 MN V2Ernesto BlankoÎncă nu există evaluări
- Drawing1 Layout1Document1 paginăDrawing1 Layout1Ernesto BlankoÎncă nu există evaluări
- Capítulo 1. Sistema de La Fuerza Resultantes y EquilibrioDocument15 paginiCapítulo 1. Sistema de La Fuerza Resultantes y EquilibrioErnesto BlankoÎncă nu există evaluări
- 1 s2.0 S1875510011000576 MainDocument10 pagini1 s2.0 S1875510011000576 MainErnesto BlankoÎncă nu există evaluări
- v2Document12 paginiv2Ernesto BlankoÎncă nu există evaluări
- Modeling of Heat Transfer in Tanks During Wine-Making FermentationDocument8 paginiModeling of Heat Transfer in Tanks During Wine-Making FermentationErnesto BlankoÎncă nu există evaluări
- 1 s2.0 S0734975007001000 MainDocument17 pagini1 s2.0 S0734975007001000 MainErnesto BlankoÎncă nu există evaluări
- CarbohidratiDocument4 paginiCarbohidratiRusu AlexÎncă nu există evaluări
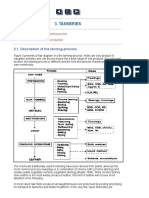
- TANNERIESDocument7 paginiTANNERIESzalabiÎncă nu există evaluări
- Shop& FLD Train GDocument64 paginiShop& FLD Train GaripramonoÎncă nu există evaluări
- Appendix Chemical Engineering 34Document154 paginiAppendix Chemical Engineering 34JAGATHA NAGESWARA RAOÎncă nu există evaluări
- Bacteriocin Production by Lactic Acid Bacteria Encapsulated in Calcium Alginate BeadsDocument8 paginiBacteriocin Production by Lactic Acid Bacteria Encapsulated in Calcium Alginate BeadsangelicaaragonÎncă nu există evaluări
- Measure Uric Acid LevelsDocument1 paginăMeasure Uric Acid LevelsVe SeptianaÎncă nu există evaluări
- 05.09.21 OSR - CO-SC Jee Adv 2020 P1 GTA-28 (P-I) QPDocument17 pagini05.09.21 OSR - CO-SC Jee Adv 2020 P1 GTA-28 (P-I) QPRahul RanjanÎncă nu există evaluări
- Density Tower-Sphsummer 2Document3 paginiDensity Tower-Sphsummer 2api-322723623Încă nu există evaluări
- Biofar 3Document11 paginiBiofar 3dediÎncă nu există evaluări
- Isolation and Hydrolysis of Casein From MilkDocument4 paginiIsolation and Hydrolysis of Casein From MilkMurielle SantiagoÎncă nu există evaluări
- Practical Approaches To Protein Formulation DevelopmentDocument25 paginiPractical Approaches To Protein Formulation DevelopmentEvelyn TapiaÎncă nu există evaluări
- The Present Situation of The Old Shoes Recycling ADocument7 paginiThe Present Situation of The Old Shoes Recycling AEvan GohÎncă nu există evaluări
- E-Waste Management: A Case Study of Bangalore, IndiaDocument5 paginiE-Waste Management: A Case Study of Bangalore, IndiaJatindra Kumar PradhanÎncă nu există evaluări
- Paper IATMIDocument18 paginiPaper IATMIpermanahendÎncă nu există evaluări
- 3DT177Document11 pagini3DT177dalton2004Încă nu există evaluări
- Fresh Cut FruitsDocument25 paginiFresh Cut FruitsMuhammad FaisalÎncă nu există evaluări
- Assignment On CGMPDocument19 paginiAssignment On CGMPRajesh Nayak50% (2)
- CARBOXYLIC ACID Derivatives - Salts and ReactionsDocument6 paginiCARBOXYLIC ACID Derivatives - Salts and ReactionsmarcelompassosÎncă nu există evaluări
- Equilibrium For VotechDocument27 paginiEquilibrium For VotechDesy SudirmanÎncă nu există evaluări
- (29-6-4) NPTEL - CryocoolersDocument41 pagini(29-6-4) NPTEL - CryocoolersThermal_EngineerÎncă nu există evaluări
- Msds CitricDocument6 paginiMsds CitricRamani Elampooranan K EÎncă nu există evaluări
- Hrouda 04Document252 paginiHrouda 04hrkzÎncă nu există evaluări
- Specific heat values of foods and materialsDocument1 paginăSpecific heat values of foods and materialslucasÎncă nu există evaluări
- Catalog: PrefaceDocument155 paginiCatalog: PrefaceTalita Yasmin TalitaÎncă nu există evaluări