S-ar putea să vă placă și
- The Effect of The Reactivity of Lime OnDocument9 paginiThe Effect of The Reactivity of Lime Onjorgehrdz269Încă nu există evaluări
- Rapid Determination of CaO and SO3 in Loose-Powder Cement by EnergyDocument6 paginiRapid Determination of CaO and SO3 in Loose-Powder Cement by Energyjorgehrdz269Încă nu există evaluări
- Use of LimeDocument8 paginiUse of Limejorgehrdz269Încă nu există evaluări
- The Reactions Parameters of LimeDocument233 paginiThe Reactions Parameters of Limejorgehrdz269Încă nu există evaluări
- WG92029 ColDocument54 paginiWG92029 ColPedroLHernandezÎncă nu există evaluări
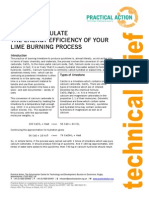
- Calculating Energy Efficency Lime Burning ProcessDocument7 paginiCalculating Energy Efficency Lime Burning Processarv_devÎncă nu există evaluări
- State of The Art Xray Fluorescence Instrumentation For Chemical AnalysisDocument3 paginiState of The Art Xray Fluorescence Instrumentation For Chemical Analysisjorgehrdz269Încă nu există evaluări
- Application of XRF Oxford X-TwinDocument65 paginiApplication of XRF Oxford X-Twinjorgehrdz269Încă nu există evaluări
- Sample Preparation and Calibration - Getting The Best Results Using XRFDocument101 paginiSample Preparation and Calibration - Getting The Best Results Using XRFjorgehrdz269Încă nu există evaluări
- Characterization of Limestone Reactivity For AbsorptionDocument4 paginiCharacterization of Limestone Reactivity For Absorptionjorgehrdz269Încă nu există evaluări
- Handbook of X-Ray SpectrometryDocument985 paginiHandbook of X-Ray Spectrometryjorgehrdz269100% (6)
- Dissolution Rate and Diffusivity of Lime in Steelmaking PDFDocument352 paginiDissolution Rate and Diffusivity of Lime in Steelmaking PDFjorgehrdz269Încă nu există evaluări
- Handbook of X-Ray SpectrometryDocument985 paginiHandbook of X-Ray Spectrometryjorgehrdz269100% (6)
- Characterization of Limestone Reactivity For AbsorptionDocument4 paginiCharacterization of Limestone Reactivity For Absorptionjorgehrdz269Încă nu există evaluări
- Lime Manual PDFDocument60 paginiLime Manual PDFKenny RuizÎncă nu există evaluări
- Operating Manual: HGM6200K Series Automatic Generator ModuleDocument35 paginiOperating Manual: HGM6200K Series Automatic Generator Modulejorgehrdz269Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- AldehydesDocument21 paginiAldehydesNoor Farrah Wahida MuradÎncă nu există evaluări
- Molecules 22 00512 PDFDocument16 paginiMolecules 22 00512 PDFDivaz HedyaÎncă nu există evaluări
- Intro To Org ChemDocument21 paginiIntro To Org ChemJulius Memeg PanayoÎncă nu există evaluări
- Metals Non MetalsDocument49 paginiMetals Non MetalsthinkiitÎncă nu există evaluări
- Types of Chemical Reactions and Solution StoichiometryDocument66 paginiTypes of Chemical Reactions and Solution StoichiometryNigatu MAmoÎncă nu există evaluări
- Piperonal and Safrole From Vanillin and EugenolDocument9 paginiPiperonal and Safrole From Vanillin and EugenolMagikFungus100% (4)
- Oilfield Services: Anti-Foams Antioxidants / Iron Control EthyleneaminesDocument2 paginiOilfield Services: Anti-Foams Antioxidants / Iron Control EthyleneaminesDarmawanSaputraÎncă nu există evaluări
- StyreneDocument35 paginiStyreneDavid Wong67% (3)
- Chemical Resistant Mortar SpecificationDocument10 paginiChemical Resistant Mortar SpecificationprashantkothariÎncă nu există evaluări
- Green Pacop - Clinical Toxicology - Caceres and PachecoDocument543 paginiGreen Pacop - Clinical Toxicology - Caceres and PachecoShailu GracieÎncă nu există evaluări
- Scribd 24Document3 paginiScribd 24RaviÎncă nu există evaluări
- HSEB Chemistry SyllabusDocument3 paginiHSEB Chemistry Syllabussudantula71% (7)
- 655dae70717b6700190a1295 - ## - IUPAC Nomenclature DPP-02 (Of Lecture 03)Document3 pagini655dae70717b6700190a1295 - ## - IUPAC Nomenclature DPP-02 (Of Lecture 03)anubhab256224Încă nu există evaluări
- Contact List of Allottees in Dahej SEZDocument15 paginiContact List of Allottees in Dahej SEZcatchimmi38258% (19)
- Activity 6 Equilibrium and Le Chatelier - S PrincipleDocument10 paginiActivity 6 Equilibrium and Le Chatelier - S PrinciplekentbrianbonbonÎncă nu există evaluări
- Matter Classification WorksheetDocument7 paginiMatter Classification WorksheetAsru Rojam100% (1)
- Super Coolant: Top 1 Oil Products Company Product Data SheetDocument3 paginiSuper Coolant: Top 1 Oil Products Company Product Data SheetMukhlis Agung PrasetyoÎncă nu există evaluări
- Sn1 or Sn2 Guide: Determine Reaction MechanismDocument8 paginiSn1 or Sn2 Guide: Determine Reaction MechanismJayaganesh KalyanasundaramÎncă nu există evaluări
- MK Electric CableManagementTechnicalBrochure (MiddleEast)Document65 paginiMK Electric CableManagementTechnicalBrochure (MiddleEast)alexwongks6118Încă nu există evaluări
- Science ActivityDocument16 paginiScience ActivityZzaiRraÎncă nu există evaluări
- PVC B9080 Bag Specs for Blue Tank Fire ProtectionDocument4 paginiPVC B9080 Bag Specs for Blue Tank Fire ProtectionEduardo PÎncă nu există evaluări
- Std09 Science TM 2 PDFDocument132 paginiStd09 Science TM 2 PDFTNPSCbooksmaterials67% (3)
- Carburization Phenomenon of Enicrfe 7 Nickel Based Alloy Covered ElectrodeDocument8 paginiCarburization Phenomenon of Enicrfe 7 Nickel Based Alloy Covered ElectrodeSudish Jay MishraÎncă nu există evaluări
- Report Organic Chemistry II Fabrizzio RodríguezDocument5 paginiReport Organic Chemistry II Fabrizzio RodríguezFabrizzio RodríguezÎncă nu există evaluări
- Techtron HPV PortplasticDocument2 paginiTechtron HPV Portplasticwillys8Încă nu există evaluări
- E NumbersDocument8 paginiE NumbersMila LazovićÎncă nu există evaluări
- Lesson2 Solutions and Their Properties UpdatedDocument52 paginiLesson2 Solutions and Their Properties Updated68r8x492qgÎncă nu există evaluări
- 04 - Spektroskopi UV-Vis - 3Document16 pagini04 - Spektroskopi UV-Vis - 3muktadi-amri-8721Încă nu există evaluări
- E-T-5 Tech DataDocument4 paginiE-T-5 Tech DatabexigaobrotherÎncă nu există evaluări
- Science: Organic CompoundsDocument16 paginiScience: Organic CompoundsCelline Isabelle ReyesÎncă nu există evaluări