Documente Academic
Documente Profesional
Documente Cultură
Fired Heater Design
Încărcat de
zorro21072107Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Fired Heater Design
Încărcat de
zorro21072107Drepturi de autor:
Formate disponibile
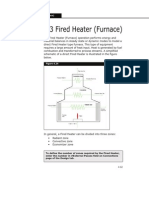
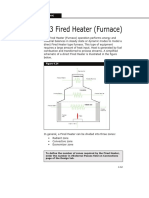
Fired Equipment and Design
Fired equi pment transfers heat produced by combusti on of
the fuel to the process stream. I n gas processing equi pment,
the fuel i s usual l y natural gas; however, ethane, propane, or
l i ght oi ls are sometimes used. The process stream vari es
wi del y, e.g., natural gas, heavi er hydrocarbons, water, gl ycol ,
ami ne solutions, heat transfer oi l s, and molten salts.
Fired equipment can be cl assi fi ed as:
1. Direct fired heaters where the combustion gases occupy
most of the heater volume and heat the process stream con-
tained in pipes arranged in front of refractory walls the
radiant section and in a bundle in the upper portion
the convection section. Convective heaters are a special
application in which there is only a convection section.
2. Fi retube heaters where the combusti on gases are con-
tai ned in a fi retube that is surrounded by a l i qui d that
fil l s the heater shel l. Thi s l iqui d may be either the proc-
ess stream or a heat transfer medi um that surrounds the
coi l bundl e contai ni ng the process stream.
Fig. 8-2 li sts the common appl i cations and general charac-
teri sti cs of these heaters.
a = constant, Eq 8-21
A = area, m
2
AO = Dry combusti on ai r mol s per dry fuel mol s,
for stochi ometri c combustion, mol s/mols
B = parameter defi ned by Eq 8-21
c = number of carbon atoms i n fuel mol ecule
C = constant, Eq 8-4 and Eq 8-8
C
d
= burner spud discharge coeffi ci ent
C
p
= specifi c heat, kJ/(kg K)
CO = carbon monoxi de mols i n mols of dry fl ue gases,
mol s/mol s
CO
2
= carbon di oxi de mol s i n mol s of dry flue gases,
mol s/mol s
CO
2
O
= carbon di oxi de mol s i n mol s of dry flue gases for
stochi ometri c combustion, mol s/mols
d = di ameter of pipe or cyl inder or fi n, mm
D = di ameter of pipe or cyl inder, m
EA = vol ume percentage of excess combusti on ai r, %
f
f
= Fanni ng fricti on factor
F = view factor, di mensi onl ess
Fl
o
= mols of dry fl ue gases per mol s of dry fuel for
stochi ometri c combustion, mol s/mols
g = accel erati on due to gravi ty = 9.8067 m/s
2
G = Rati o of ai r to fuel , kg/kg; or
= mass vel oci ty, kg/(s m
2
)
GHI = gross heat input, kW
GTE = gross thermal effi ci ency, Eq 8-17a
Gr = Grashof number, di mensi onl ess
h = heat transfer coeffi cient, W/(m
2
C)
H = heat content or enthal py, kJ/kg; or
= hei ght of stack, m; hei ght of fi n, mm
Hav = avai l abl e draft, Pa (gauge)
HHV = hi gher or gross heating val ue, kJ/Sm
3
hy = number of hydrogen atoms i n fuel mol ecule
I = average tube radi ant heat flux i ntensi ty
(ci rcumferential ), W/m
2
k = thermal conducti vi ty, W/(m C)
L = length of heat transfer surface, m; or
= mean beam l ength, m; or
= characteri stic dimensi on, m
LHV = lower or net heati ng value, kJ/Sm
3
m = constant, Eq 8-4 and Eq 8-8 or
= di mensi on, m
M = mass fl ow rate, kg/hr
n = number of fins per meter, number of tube rows
ni = number of ni trogen atoms i n fuel molecul e
Nu = Nussel t number, dimensi onless
NHI = net heat i nput, kW
NPS = nomi nal pi pe size, mm
NTE = net thermal effi ci ency, Eq 8-17b
o = number of oxygen atoms i n fuel mol ecul e
O
2
= oxygen mol s i n mol s of dry flue gases, mols/mol s
O
2
O
= oxygen mol s i n mol s of dry flue gases for
stochi ometri c combustion, mol s/mols
P = parti al pressure of CO
2
+ H
2
O, atm
P
B
= barometri c pressure, kPa
P = pressure difference, kPa
Pg = burner fuel gas pressure, kPa (abs)
Pr = Prandtl number = C
p
/k, di mensionl ess
q
gs
= gas fl ow rate at standard conditi ons, m
3
/day
q
l
= li quid flow rate, m
3
/hr
Q = heat transfer or heat i nput or heat content (rates), W
r = rati o of fl ue gases to heat release, kg/(MW hr)
rf = fouli ng heat flow resi stance, (m
2
C)/W
R = fracti on of total heat l iberation absorbed i n
radi ant secti on (Fi g. 8-20)
RD = rel ati ve densi ty
Re = Reynol ds number, DV/ or LV/, di mensi onl ess
s = number of sul fur atoms in fuel mol ecul e
S = tube spacing, mm
Sm
3
= standard cubi c meters at 101.325 kPa and 15C
FIG. 8-1
Nomenclature
8-1
HEAT TRANSFER
Conduction
Fouriers law of conduction gives the rate of heat transfer through
substances resulting from vibrations and interactions between ad-
jacent molecules as opposed to overall motion or mixing of the mole-
cules. Conduction always applies to solids and rarely to fluids.
Fundamental equati ons for steady heat conduction through
some common sol id shapes, i gnoring border condi ti ons, are:
For uni di mensi onal perpendi cul ar heat flow through fl at
wal ls, as i n heat flow through a square or very l arge cyl i ndri cal
tank wal l :
Q 1000 k A
T
wt
Eq 8-1
For heat transfer in cyl i ndri cal geometry where the heat
transfer i s normal to the axi s, as i n heat fl ow through a cyl i n-
dri cal vessel or pi pe wal l :
Q
2 L k T
ln (D
o
/D
i
)
2 L k T
ln(d
o
/d
i
)
Eq 8-2a
For radi al heat fl ow through a spheri cal vessel :
Q
2 k T
(1 / D
i
) + (1 / D
o
)
k T
(500 /d
i
) + (500 /d
o
)
Eq 8-2b
Fig. 8-3 gi ves the thermal conducti vi ti es and densi ti es of
commercial refractori es and i nsul ati on. Si mi l ar data for met-
al s are gi ven i n Fig. 8-8 and Fi g. 9-8.
Example 8-1 Esti mate the l oss per l inear meter through a
25 mm layer of bl ock i nsul ati on coveri ng a 200 mm NPS Sch 40
steam header. Assume:
T
i
= 120C
T
o
= 10C
k = 0.0721 W/(m C)
Solution Steps
d
o
= 269.9 mm
d
i
= 219.1 mm
L = 1 m
From Eq 8-2a
Q
2 L k(T
i
T
o
)
ln (d
o
/d
i
)
2 (3.1416)(1)(0.0721)(12010)
ln (269.9 / 219.1)
239 W per l i near m
Direct Fired Firetube
Applications
Hot oi l heater I ndi r ect fi r ed water bath
heater s (l i ne heater s)
Regener ati on gas heater s
Propane and heavi er hydro-
car bon vapor i zer s
Ami ne and stabi l i zer reboi l er s
Hot oi l and sal t bath heaters
Gl ycol and ami ne r eboi l er s
Low pressure steam generators
Characteristics
Mor e anci l l ar y equi pment
and contr ol s
Heat duty usual l y l ess than
2930 kW
Hi gher ther mal effi ci ency Easi l y ski d mounted
Requi r es l ess pl ot space For ced or natural draft
combusti on
For ced or natural draft
combusti on Less l i kel y to have hot spots
or tube rupture
FIG. 8-2
Heater Applications and Characteristics
T = temperature, K
T = temperature di fference, C
t = fi n thi ckness, mm
U = overal l heat transfer coeffi ci ent, W/(m
2
K)
UHT = useful heat transfer or heat duty, W
V = vel oci ty, m/s
w = wei ght of ai r, kg
wt = wal l thickness, mm
x = di stance i n di recti on of heat transfer, m or mm
Y = expansion factor, di mensionl ess
Greek
= vol umetri c coeffi cient of thermal expansion,
1/(C or K)
1
,
2
, = emissi viti es of combusti on gases and wal l,
respecti vel y
= vi scosi ty of flui d, mPa s
= densi ty of fl ui d, kg/m
3
= Stefan-Boltzmann constant,
5.67 (10
8
) W/(m
2
K
4
)
= 3.1416
Subscripts
a = atmospheric ai r at operating condi ti ons
as = ai r at standard conditi ons
B = barometri c
b = bul k
c = convecti ve
cs = cross secti on, projecti on
f = fi n; foul i ng; fri ction; Fanning
g = gas
gs = gas at standard conditi ons
i = insi de, i nternal
LM = log mean base e
m = mi ddle surface
o = outsi de, external , overal l
p = pi pe
r = radi ant
s = stack
w = wal l
1 = burner operating condi ti ons 2
2 = burner operating condi ti ons 2
FIG. 8-1 (Contd)
Nomenclature
8-2
Products
Max
Service
Temp, C
(Note 1)
Thermal Conductivity,
W/(m C)
at Mean Temperature, C
Density,
kg/m
3
Cold
Crush
Strength,
kPa
Notes
260 540 815 1100 1370
FIREBRICK
H-W Kar undal XD 1815 3.520 2.940 2.827 2.827 2.841 2995 107 588 2
H-W UFALA 1650 1.870 1.846 1.889 1.961 2.077 2515 48 263
APGr een KX-99 1370 1.400 1.428 1.471 1.543 1.601 2291 73 774
APGr een Empi r e S 1315 1.200 1.269 1.327 1.370 1.428 2114 14 479
INSULATING BRICK
APGr een Gr eenl i te 30 1650 0.375 0.447 0.519 0.577 0.649 977 8101
Ther mal Cer ami cs K-25 1370 0.159 0.187 0.216 0.245 609 1517
Ther mal Cer ami cs K-23 1260 0.144 0.173 0.216 0.245 497 1000
Ther mal Cer ami cs K-20 1090 0.130 0.159 0.202 465 862
HEAVY CASTABLE
APGr een Gr eencast 94 1870 2.090 1.817 1.630 1.543 1.558 2611 39 990 2,3,4,5
APGr een Mi zzou 1650 1.120 1.111 1.082 1.067 1.067 2211 20 684 3,11
LIGHT CASTABLE
APGr een Kast-O-Li te 25 1425 0.519 0.505 0.534 0.577 1378 8963 8
APGr een 45-L 1370 0.389 0.375 0.361 1137 17 237 3,6,7,8
APGr een Castabl e 22 1200 0.245 0.274 0.317 0.361 849 1896 3,8
APGr een Cast Bl ock Mi x 870 0.086 0.144 0.216 352 138 8
GUN & RAM MIXES
Pr emi er 85 RAM HS 1650 3.130 2.034 1.817 1.716 1.745 2803 34 474 5,9
H-W Tuff Shot LI 1425 0.894 0.952 0.966 0.981 0.995 1906 23 787 6,11
APGr een Kast-O-Li te 26-LI GR 1425 0.548 0.534 0.562 0.620 1474 13 790
CERAMIC FIBER
Ther mal Cer ami cs Saffl 1535 0.055 0.101 0.144 0.216 0.332 48 4
Fi berfr ax Durabl anket 2600 1425 0.074 0.166 0.314 0.513 96
Fi berfr ax Durabl anket 2600 1425 0.074 0.141 0.261 0.427 128
Fi berfr ax 550 Paper 1260 0.061 0.108 0.192 0.306 192
Ther mal Cer Cer abl anket 1175 0.072 0.144 0.245 0.375 96
Ther mal Cer Cer abl anket 1175 0.053 0.115 0.216 0.303 128
BLOCK & BOARD
Fi berfr ax Duraboar d LD 1260 0.081 0.123 0.179 0.250 256 345
Fi berfr ax Duraboar d HD 1260 0.081 0.126 0.212 0.232 416 483
Ther mal Cer ami cs TR-20 1090 0.092 0.111 0.133 400 1386 12
USG K-FAC 19 1035 0.074 0.128 296 228 10,13
Schul l er Thermo 12 350 0.066 0.092 240 1103 10,14
PARTEK Par oc 1212 350 0.061 0.141 192 10,13
Schul l er 1000 Spi nGl as 455 0.072 48 10,15
NOTES
1. Maxi mum Servi ce Temperatur e l i sted has no safety factor i ncl uded.
2. 90-94% Al umi na pr oduct for extreme temper atur e or hi gh vel oci ty ser vi ce.
3. Cast pr oper ti es l i sted, gunni ng pr oduct avai l abl e but pr oper ti es wi l l be di ffer ent.
4. Low si l i ca pr oduct.
5. For bur ner bl ocks and sever e ser vi ce.
6. Can be used as one shot (si ngl e l ayer ) l i ni ng.
7. Hi gh perfor mance medi um wei ght l i ni ng.
8. May be used as back-up i nsul ati on i n 2 l ayer l i ni ng.
9. 85% Al umi na r ammi ng pl asti c for bur ner bl ocks, etc.
10. For external i nsul ati on onl y.
11. May be used as hot face l i ni ng i n dual l ayer system.
12. Di atomaceous ear th base.
13. Mi ner al wool base.
14. Cal ci um si l i cate base.
15. Fi ber gl ass base.
FIG. 8-3
Properties of Commercial Refractories and Insulations
8-3
Convection
Heat transfer between a sol i d and an adjacent fl ui d occurs
by movement of the fl ui d mol ecul es. Hot mol ecul es l eave the
surface of the sol i d and are repl aced by col d ones. Most of the
resistance to thi s form of heat transfer occurs i n a thin fi l m or
l ayer next to the sol i d surface. This l ayer exists even i f the
bulk fl ui d fl ow is vi ol entl y turbul ent.
Newtons law of cool ing appl i es to convecti ve heat transfer
Q h A T Eq 8-3
Natural or free convection occurs when the onl y
force promoti ng the fl ui d fl ow resul ts from temperature differ -
ences i n the fl uid. Under these condi ti ons the heat transfer
coeffi ci ent i s obtai ned from the Nussel t equati on.
Nu C (Gr Pr)
m
Eq 8-4
Where
Nu
h D
o
k
h d
o
1000 k
Eq 8-5a
or Nu
h L
k
Eq 8-5b
Gr
10
6
D
o
3
2
g T
2
d
o
3
2
g T
1000
2
Eq 8-6a
or Gr
10
6
L
3
2
g T
2
Eq 8-6b
Pr
C
p
k
Eq 8-7
The constants C and m depend on the shape and si ze of the
sol i d surface, the ori entati on of the surface to the fl uid,
whether the soli d i s hotter than the fl uid or vi ce versa, and the
magni tude of (Gr Pr). A bri ef summary of C and m for some
usual si tuati ons i s gi ven in Fi g. 8-4.
Nu, Gr, and Pr are dimensi onless when the units i ndi cated
i n Fi g. 8-1 are used i n equati ons 8-4 through 8-7. The physi cal
properti es are those of the flui d at the fi l m temperature, whi ch
i s often assumed to be the average of the sol i d surface and bul k
flui d temperatures. Fl ui d properties may have to be eval uated
at an assumed fil m temperature, and thi s assumpti on then
confi rmed from the resul ts see Exampl e 8-4.
The coeffici ent of thermal expansion for low pressure gas
(i.e. ideal gas) equals 1/(T, K). I t is left i n thi s form for use in
Gr and i s not converted to 1/C for di mensi onal consi stency.
Example 8-2 What i s the heat transfer coeffici ent for natu-
ral convecti on around a 75 mm NPS Sch 40 pi pe surrounded
by water at 88C? Assume T
o
for the pi pe i s 45.6C.
Solution Steps
T
fil m
88 + 45.6
2
T
fil m
66.8 C
From Eq. 8-4, 8-5a, 8-6a and 8-7, and Fi g. 8-4:
d
o
88.9 mm
Nu 0.47 (Gr Pr)
0.25
h d
o
1000 k
0.47
d
o
3
2
g T C
p
1000 k
_
,
0.25
990 kg/m
3
g 9.807 m/s
2
0.00063 1/C
T 88 45.6 C
Configuration D or Y (Y = Gr Pr) C m
Ver ti cal Pl ates
or Cyl i nder s
Y < 10
4
10
4
< Y < 10
9
10
9
< Y
1.36
0.55
0.13
0.20
0.25
0.33
Hor i zontal Pl ates:
Faci ng Up
Faci ng Up
Faci ng Down
10
5
< Y < 2(10
7
)
2(10
7
) < Y <3 (10
10
)
3(10
5
) < Y < 3(10
10
)
0.54
0.14
0.27
0.25
0.33
0.25
Long Hori zontal
Cyl i nder s
L > D
D < 0.1
0.1 < D < 0.5
0.5 < D
0.53
0.47
0.11
0.25
0.25
0.33
Shor t Hor i zontal
Cyl i nder s
L = D < 8 i n.
Y < 10
5
10
-5
< Y < 10
3
10
-3
< Y < 1
1 < Y < 10
4
10
4
< Y < 10
9
10
9
< Y
0.49
0.71
1.09
1.09
0.53
0.13
0.00
0.04
0.10
0.20
0.25
0.33
FIG. 8-4
Heat Transfer Constants
2
for Eq 8-4
(Natural or Free Convection)
Configuration Characteristic Length Re Pr C m
Fl at plate paral l el to fl ow Plate length 10
3
< Re < 10
5
> 0.6 0.648 0.50
Cyl inder axi s perpendi cu-
l ar to fl ow
Cyli nder di ameter 1 < Re < 4 > 0.6 0.99 0.33
4 < Re < 40 > 0.6 0.91 0.39
40 < Re < 4000 > 0.6 0.68 0.47
4(10)
3
< Re < 4(10)
4
> 0.6 0.193 0.62
4(10)
4
< Re > 0.6 0.0266 0.81
I nsi de pi pes I nsi de pipe di ameter 10
4
< Re 0.7 < Pr < 700 0.023 0.80
Outsi de bank of tubes Staggered outsi de tube di ameter 2(10)
3
< Re > 0.6 0.33 0.60
I n l ine 2(10)
3
< Re > 0.6 0.26 0.60
FIG. 8-5
Heat Transfer Constants for Equation 8-8
2, 3
Forced Convection
8-4
C
p
4.187 kJ /(kg C)
0.63 mPa s
k 0.632 W/(m C)
The properties of water (, , , k) are based on the fi l m
temperature.
h
o
0.47 1000 k
d
o
d
o
3
2
g T C
p
1000 k
_
,
0.25
ho
0.47 k
88.9
1000
_
(88.9)
3
(990)
2
(9.807)(0.00063 )(42.4)(4.187)
1000 (0.63)(0.632)
_
,
0.25
697.3 W/(m
2
C)
Forced convection occurs when the fl ui d flow adja-
cent to a soli d is promoted by external force, e.g., pumpi ng,
agi tati on, etc. The resul t i s a substantial i ncrease i n the heat
transfer rate. The Dittus-Boel ter correl ati on is:
Nu C Re
m
Pr
0.33
Eq 8-8a
Uti l ization of a viscosi ty correction term gi ves the Si eder-Tate
correl ati on:
Nu C Re
m
Pr
0.33
w
_
,
0.14
Eq 8-8b
Where
Re
1000 D V
d V
Eq 8-9a
0.3537 M
D
353.7 M
d
0.3537 q
l
D
353.7 q
l
d
q
gs
RD
55.4 D
18.05 q
gs
RD
d
or
Re
1000 L V
Eq 8-9b
Equati on 8-8b need be used only for hi gh vi scosi ty flui ds such
as gl ycol .
As before, Re i s di mensi onl ess when the units i ndicated i n
Fi g. 8-1 are used i n equati ons 8-9a and 8-9b. The constants C
and m depend on the confi gurati on and the type of fl ui d fl ow
l ami nar, i ntermediate, or turbulent whi ch i s characteri zed
by the magni tude of the Reynolds number. Fi g. 8-5 l i sts values
for the mor e common situati ons.
Example 8-3 Fi nd the heat transfer coeffici ent for
280 000 Sm
3
/day of 0.6 rel ati ve densi ty natural gas fl owing at
13 800 kPa (abs) in a 75 mm NPS Sch 40 pi pe when the pi pe
wal l and gas temperatures are 40 C and 22 C, respectivel y.
Solution Steps
T
fil m
40 + 22
2
31 C
From Eq 8-7, 8-8a, and 8-9a and Fi g. 8-5:
Nu 0.023 (Re)
0.8
(Pr)
0.33
h d
i
1000 k
0.023
18.05 q
gs
RD
d
i
_
,
0.8
C
p
k
_
,
0.33
Where:
d
i
73.7 mm
19 (10
3
) mPa s
k 0.052 W/(m C)
C
p
3.06 kJ/(kg C)
q
gs
0.28
10
6
_
,
Sm
3
/day
RD 0.60
h
i
0.023 (1000 ) k
d
i
18.05 q
gs
RD
d
i
_
,
0.8
Cp
k
_
,
0.33
h
i
0.023 (1000 ) 0.052
73.7
18.05 (0.28) (10
6
) 0.6
(73.7) (19) (10
3
)
_
,
0.8
3.06 (19) (10
3
)
0.052
_
,
0.33
h
i
1971 W/(m
2
C)
Overall Heat Transfer Coefficient
So far, onl y the i ndi vi dual or local heat transfer coeffi ci ents
have been consi dered. As di scussed i n Secti on 9 Shel l and
Tube Heat Exchangers the i ndi vidual heat transfer coeffi -
cients are combi ned i nto an overal l heat transfer coeffi ci ent.
See Fi g. 9-3 for cal cul ati on of T
LM
.
Q U A T
LM
Eq 8-10
U must be based on some specifi c area. Consi deri ng al l the
resistances to heat transfer through a hol l ow cyl i nder whose
wal l i s made of two di fferent materi al s (i .e. metal pi pe and a
l ayer of i nsulation), the overal l heat transfer based on the i n-
sul ati on outsi de diameter i s:
Uo
1
1
h
o
+
D
o
D
i
h
i
+
D
o
ln (D
o
/D
m
)
2 k
o
+
D
o
ln (D
m
/D
i
)
2 k
i
+ r f
o
+ r f
i
D
o
D
i
1
1
h
o
+
do
d
i
h
i
+
d
o
ln (d
o
/d
m
)
2000 k
o
+
d
o
ln (d
m
/d
i
)
2000 k
i
+ r fo + r fi
do
d
i
Eq 8-11
When there i s onl y one sol i d l ayer, del ete the fourth term in
Equati on 8-11 and change the subscript m to i and del ete the
subscri pt on k i n the third term.
Example 8-4 Fi nd the overal l heat transfer coeffici ent for a
75 mm NPS Sch 80 pi pe submerged i n an 88 C water bath.
280 000 Sm
3
/day of 13 800 kPa (abs) natural gas i s to be
heated from 16 C to 29 C. Refer to Exampl es 8-2 and 8-3;
note that the heat flow through the pi pe i s simil ar to Example
8-1.
Solution Steps
Use h
i
, h
o
, and the conducti on through the pi pe wal l to fi nd
U
.
Then check the heat fl uxes to see that the ri ght fi l m tem-
peratures were used. From Fig. 8-8, k = 45.3 W/(m C) for
the pipe wal l at 48C. Assume clean pi pe.
h
i
1971 and h
o
697.3 W/(m
2
C)
d
i
73.7 and d
o
88.9 mm
k 45.3 W/(m C)
8-5
From Eq 8-11
U
o
1
1
h
o
+
d
o
d
i
h
i
+
d
o
ln (d
o
/d
i
)
2000 k
1
1
697.3
+
88.9
73.7 1971
+
88.9 ln (88.9 /73.7)
2000 45.3
448.4 W/(m
2
C)
A
o
d
o
1000
0.2793 m
2
T
o
88 T
i 1
16 T
i 2
29 C
From Fi g. 9-3
T
LM
(T
o
T
i 1
) (T
o
T
i 2
)
ln
T
o
T
i l
T
o
T
i 2
_
,
(88 16) (88 29)
ln
88 16
88 29
_
,
C
T
LM
65.28 C
Q U
o
A
o
T
LM
448.41(0.2793)(65.28)
1 8176 W per l inear m
To confi rm the fi lm temperatures and the val i di ty of the i n-
divi dual heat transfer coeffi ci ents, the heat fl uxes outsi de,
through, and i nsi de the pi pe must be compared wi th the over -
al l heat fl ux. Consi der one li near meter of pipe. At the average
gas temperature of 22.5C, cal cul ate the fluxes for one l inear
meter of pi pe.
Q
o
h
o
A
o
T
o
FIG. 8-6
Fin Efficiency Chart
4
FIG. 8-7
Fin Tip Temperature
5
8-6
FIG. 8-8
Thermal Conductivity of Ferrous Materials
4
8-7
Q
o
(697.3)
88.9
1000
_
,
(88 45.6)
Q
o
8257.3 W per l i near m
Q
p
2 L k T
ln
d
o
d
i
_
,
Q
p
(2) (3.14) (1) (45.3) (45.6 40)
ln
88.9
73.7
_
,
Q
p
8496.2 W per l inear m
Q
i
h
i
A
i
T
i
Q
i
(1971)
73.7
1000
_
,
(40 22)
Q
i
8214.4 W per l i near m
The agreement i s close enough for purpose of thi s exampl e.
The above refers to cl ean pi pes. Fouli ng occurs wi th conti n-
ued use. Someti mes, foul i ng factors are speci fi ed; e.g., 0.0002
i nternal ly and external ly. These are correction factors that are
added to 1/U
o
. So,
U
of
1
1
U
o
+ 0.0002 + 0.0002
88.9
73.7
U
of
374.34 W/(m
2
C)
Finned Tubes
When combusti on gases fl ow externall y and heat a l iqui d in
a pi pe, there i s a si gni ficant di spari ty between h
i
[usuall y over
850 W/(m
2
K)] and h
o
[usual l y l ess than 60 W/(m
2
K)]. To
overcome thi s and make better use of a gi ven l ength of pi pe,
the external surface i s fi nned. When the gas fl ow is normal to
the pi pe axi s, hel i cal fi ns typi cal l y 1.25 to 3 mm thi ck, 12.5
to 40 mm high, and 80 to 240 fi ns/m are used. The result i s
an i ncrease of up to tenfol d i n the external area of the pipe.
The total external surface area of a fi nned pi pe and the cross
secti onal or projected area restri cti ng normal gas fl ow per l i n-
ear foot are:
A. Metal s and Thei r Oxi des
Surface T, C* Emissivity*
Al umi num
Hi ghl y pol i shed pl ate, 98.3% pure 225-575 0.039-0.057
Pol i shed pl ate 23 0.040
Rough pl ate 26 0.055
Oxi di zed at 599C 200-600 0.11-0.19
Al umi num-surfaced roofi ng 38 0.216
Cal ori zed surfaces, heated at 600C:
Copper 200-600 0.18-0.19
Steel 200-600 0.52-0.57
Brass
Hi ghl y pol i shed:
73.2% Cu, 26.7% Zn 247-357 0.028-0.031
62.4% Cu, 36.8% Zn, 0.4% Pb, 0.3% Al 257-377 0.033-0.037
82.9% Cu, 17.0% Zn 277 0.030
Chromi um; (see Ni ckel Al l oys for Ni -Cr steel s) 38-538 0.08-0.26
Copper
Commerci al , emeri ed, pol i shed, but pi ts
remai ni ng 189 0.030
Commerci al , scraped shi ny but not
mi r r or-l i ke 22 0.072
Pol i shed 117 0.023
Pl ate, heated l ong ti me, covered wi th
thi ck oxi de l ayer 25 0.78
Cuprous oxi de 799-1099 0.66-0.54
I ron and steel
Metal l i c surfaces (or very thi n oxi de l ayer):
Cast i ron, pol i shed 200 0.21
Ground sheet steel 938-1099 0.55-0.61
Smooth sheet i ron 899-1038 0.55-0.60
Oxi di zed surfaces:
I ron pl ate, pi ckl ed, then rusted red 20 0.612
Compl etel y rusted 19 0.685
Rol l ed sheet steel 21 0.657
Oxi di zed i ron 100 0.736
Cast i ron, oxi di zed at 599C 199-599 0.64-0.78
Surface T, C* Emissivity*
Steel , oxi di zed at 599C 199-599 0.79
I ron oxi de 499-1199 0.85-0.89
Sheet steel , strong rough oxi de l ayer 24 0.80
Dense shi ny oxi de l ayer 24 0.82
Cast pl ate:
Smooth 23 0.80
Rough 23 0.82
Cast i ron, rough, strongl y oxi di zed 38-249 0.95
Wrought i ron, dul l oxi di zed 21-360 0.94
Steel pl ate, rough 38-371 0.94-0.97
Hi gh temperature al l oy steel s
(see Ni ckel Al l oys)
Monel metal , oxi di zed at 599C 199-599 0.41-0.46
Ni ckel
El ectropl ated on pi ckl ed i ron, not pol i shed 20 0.11
Pl ate, oxi di zed by heati ng at 599C 199-599 0.37-0.48
Ni ckel oxi de 649-1254 0.59-0.86
Ni ckel al l oys
Chromni ckel 52-1034 0.64-0.76
Ni ckel i n (18-32 Ni ; 55-68 Cu; 20 Zn),
gray oxi di zed 21 0.262
KA-2S al l oy steel (8% Ni ; 18% Cr),
l i ght si l very, rough, brown,
after heati ng 216-490 0.44-0.36
After 42 hr. heati ng at 980F 216-527 0.62-0.73
NCT-3 al l oy (20% Ni ; 25% Cr), brown,
spl otched, oxi di zed from servi ce 216-527 0.90-0.97
NCT-6 al l oy (60% Ni ; 12% Cr),
smooth, bl ack, fi rm adhesi ve oxi de
coat from servi ce 271-563 0.89-0.82
Ti n bri ght ti nned i ron sheet 24 0.043 & 0.064
Zi nc
Commerci al , 99.1% pure, pol i shed 227-327 0.045-0.053
Oxi di zed by heati ng at 750F 399 0.11
Gal vani zed sheet i ron, fai rl y bri ght 28 0.228
Gal vani zed sheet i ron, gray oxi di zed 24 0.276
FIG. 8-9
Normal Total Emissivity of Various Surfaces
3
8-8
A
o
d
o
1000
1
n t
1000
_
,
+
n
2
_
d
f
2
d
o
2
10
6
_
,
Eq 8-12
and
A
cs
d
o
1000
+
n t (d
f
d
o
)
10
6
Eq 8-13
The surface area of the fins i s not as effi ci ent as the external
surface of the pi pe because heat absorbed at the fi n surface
must be conducted to the fi n base before i t can pass through
the pi pe wal l . Fin effi ci enci es are gi ven i n Fig. 8-6. These effi -
cienci es are appl i ed to the total external area.
Another i mportant consi derati on i s fin ti p temperature.
Thi s can be obtai ned from the fi n effi ciency and Fi g. 8-7.
Fi g. 8-8 gi ves the thermal conducti vi ti es and maximum rec-
ommended fin ti p temperatures for the more common ferrous
constructi on materi al s.
Example 8-5 Cal cul ate the external surface and fi n effi -
ciency for 100 mm NPS Sch 80 pi pe with the fol l owing fi nni ng:
118 fi ns/m, 31.75 mm hi gh, 2.67 mm thi ck. Assume:
h
o
= 22.2 W/(m
2
C)
k
f
= 43.3 W/(m C)
Solution Steps
Abscissa i n Fig. 8-6:
H
f
31.75 mm
t 2.67 mm
X 0.045 H
f
h
o
k
f
t
0.045 (31.75)
22.2
43.3 (2.67)
0.626
d
o
114 mm
d
f
d
o
+ 2 H
f
114 + 2 (31.75 )
177.5 mm
d
f
d
o
177.5
114
1.557
From Fi g. 8-6, fi n effici ency i s 87%.
B. Refractor i es, Bui l di ng Mater i al s, Pai nts, and Mi scel l aneous
Surface T, C* Emissivity*
Asbestos
Board 23 0.96
Paper 38-371 0.93-0.945
Bri ck
Red, rough, but no gross i rregul ari ti es 21 0.93
Si l i ca, ungl azed, rough 1000 0.80
Si l i ca, gl azed, rough 1100 0.85
Grog bri ck, gl azed 1100 0.75
See Refractory Materi al s bel ow.
Carbon
T-carbon (Gebr. Si emens) 0.9% ash
(thi s started wi th emi ssi vi ty at 125C of
0.72, but on heati ng changed to val ues
gi ven)
127-627 0.81-0.79
Enamel , whi te fused, on i ron 19 0.897
Gl ass, smooth 22 0.937
Gypsum, 0.02 i n. thi ck on smooth or
bl ackened pl ate 21 0.903
Marbl e, l i ght gray, pol i shed 22 0.931
Oak, pl aned 21 0.895
Oi l l ayers on pol i shed ni ckel (l ube oi l ) 20
Pol i shed surface, al one 0.045
+0.001-i n. oi l 0.27
+0.002-i n. oi l 0.46
+0.005-i n. oi l 0.72
I nfi ni tel y thi ck oi l l ayer 0.82
Oi l l ayers on al umi num foi l (l i nseed oi l )
Al foi l 100 0.087
+1 coat oi l 100 0.561
+2 coats oi l 100 0.574
Surface T, C* Emissivity*
Pai nts, l acquers, varni shes
Snowhi te enamel varni sh on rough i ron
pl ate 23 0.906
Bl ack shi ny l acquer, sprayed on i ron 24 0.875
Bl ack shi ny shel l ac on ti nned i ron sheet 21 0.821
Bl ack matte shel l ac 77-146 0.91
Bl ack l acquer 38-93 0.80-0.95
Fl at bl ack l acquer 38-93 0.96-0.98
Whi te l acquer 38-93 0.80-0.95
Oi l pai nts, si xteen di fferent, al l col ors 100 0.92-0.96
Al umi num pai nts and l acquers
10% Al , 22% l acquer body, on rough or
smooth surface 100 0.52
26% Al , 27% l acquer body, on rough or
smooth surface 100 0.3
Other Al pai nts, varyi ng age and Al content 100 0.27-0.67
Al l acquer, varni sh bi nder, on rough pl ate 21 0.39
Al pai nt, after heati ng to 327C 149-316 0.35
Pl aster, rough l i me 10-88 0.91
Porcel ai n, gl azed 22 0.924
Quartz, rough, fused 21 0.932
Refractory materi al s, 40 di fferent
poor radi ators
good radi ators
599-999
0.65-0.75
0.70
0.80-0.85
0.85-0.90
Roofi ng paper 21 0.91
Rubber
Hard, gl ossy pl ate 23 0.945
Soft, gray, rough (recl ai med) 24 0.859
Water 0-100 0.95-0.963
* When two temperatures and two emi ssi vi ti es are gi ven, they correspond, fi rst
to fi rst and second to second, and l i near i nterpol ati on i s permi ssi bl e.
Al though thi s val ue i s probabl y hi gh, i t i s gi ven for compari son wi th the data,
by the same i nvesti gator, to show the effect of oi l l ayers. See Al umi num, part
A of thi s tabl e.
FIG. 8-9 (contd)
Normal Total Emissivity of Various Surfaces
3
8-9
From Eq 8-12:
n 118 per meter
A
o
d
o
1000
1
n t
1000
_
,
+
n
2
(d
f
2
d
o
2
)
10
6
114
1000
1
118 2.67
1000
_
,
+
118
2
(177.5
2
114
2
)
10
6
3.676 m
2
per l i near m
Radiation
An esti mate of the radi ant heat fl ux between two surfaces
i s:
Q
A
F (T
1
4
T
2
4
)
1
+
1
2
1
_
,
Eq 8-14
The geometri c or vi ew factor, F, i s the fracti on of the surface
area that i s exposed to and absorbs radiant heat. The equati on
for F must be determi ned from an anal ysi s of the geometry. I n
usi ng Eq 8-14, i t i s recommended
6
that F not be less than 0.67.
Al so, al l temperatures are absolute.
Fig. 8-9 gi ves the emi ssi vi ti es of common constructi on met-
al s, oxi des, refractories, and insul ati on material s. The emis-
si vi ty of combusti on gases i s more compl ex because i t depends
on the temperature and the product (P L). See Fi gs. 8-10,
8-11, and 8-12.
Example 8-6 What i s the radi ant heat fl ux to a 0.9 m length
of a 0.6 m I D fi retube when the combusti on gases i nsi de the
tube are at 1540C and the fi retube wall i s at 150C? Assume
20% excess air i s used.
Solution Steps
F
curved surface area
total surface area
D 0.6 L 0.9
F
D L
D L + 2
D
2
4
(0.6) (0.9)
(0.6) (0.9) + 2
0.6
2
4
F 0.75
From Fi g. 8-10, P = 0.24 atm
From Fi g. 8-11, L = D, L = 0.6 so P L = 0.144 atm m
or P L = 14.6 kPa m
From Fi g. 8-12,
1
= 0.12
From Fi g. 8-9,
2
= 0.79 (steel, oxidi zed at 600C)
Equati on 8-14,
5.67 (10
8
) W/(m
2
K
4
)
FIG. 8-10
Partial Pressure of CO
2
Plus H
2
O
Dimension Ratio Mean Beam Length, L
Rectangul ar Furnaces,
Length-Wi dth-Hei ght,
I n Any Order
1-1-1 to 1-1-3
1-2-1 to 1-2-4
(2/3) (Furnace Vol ume)
1
3
1-1-4 to 1-1- (1) (Smal lest Di mensi on)
1-2-5 to 1-2- (1.3) (Smal lest Di mensi on)
1-3-3 to 1-- (1.8) (Smal lest Di mensi on)
Cyl indri cal Furnaces,
Di ameter-Hei ght
1-1 (2/3) (Di ameter)
1-2 to 1- (1) (Di ameter)
}
FIG. 8-11
Beam Lengths for Gas Radiation
8
FIG. 8-12
Gas Emissivity
10
8-10
T
1
1540 + 273 K
T
2
150 + 273 K
Q
A
F [ (T
1
)
4
(T
2
)
4
]
1
+
1
2
1
_
,
(5.67)(10
8
) 0.75 [(1813)
4
(423)
4
]
1
0.12
+
1
0.79
1
_
,
53 271 W per square m
Note that T i s in K.
Heat Losses
Heat l osses from equipment surfaces occur pri maril y by ra-
diation and convecti on. Fi g. 8-13 gi ves the combi ned heat
transfer coeffi ci ent, h
c
+h
r
, i n terms of the wind velocity and
the temperature difference between the surface and the sur -
roundi ng ai r.
Example 8-7 How much heat can be saved per l i near meter
by coveri ng a 200 mm NPS Sch 40 steam header, carrying
100 kPa (ga) steam at 120C, wi th a 25 mm thi ck layer of bl ock
i nsulation? Assume ambient conditi ons are -1C wi th a
24 km/hr wi nd.
Solution Steps
Usi ng Fig. 8-13 the heat l oss from the bare pi pe is:
h
cr
h
c
+ h
r
Combined convection and radiation coefficient
L 1 m
h
cr
33.2
D
o
0.219 m
T
p
120 C
T
a
1 C
Q h
cr
A
o
(T
p
T
a
) 33.2 0.219 (120 (1))
2764 W/per l i near m
For the i nsul ated pipe, assume the outsi de surface of the
i nsulation i s at 10 C. Then from Fi g. 8-13:
h
cr
25.5
Q 25.5 (0.219 + 2 0.025)[10 (1)]
237 W/per l i near m
Thi s agrees cl osel y enough wi th the heat flow through the
i nsulation Exampl e 8-1.
Heat saved = 2764 237 2527 W/m
COMBUSTION
Combusti on i s the rapi d chemi cal reacti on between oxygen
and a combusti ble materi al that rel eases heat and l i ght. Usu-
al ly the combusti bl e materi al i s a hydrocarbon and ambi ent
ai r suppl ies the oxygen. Compl ete combusti on occurs when
there is suffi ci ent oxygen to convert al l of the carbon to carbon
dioxi de and al l of the hydrogen to water. I ncompl ete combus-
tion means that there i s either unburned or partial l y reacted
fuel , i .e., carbon monoxide, hydrogen, etc.
Methane i s the mai n consti tuent of natural gas. I t reacts
wi th oxygen to form carbon di oxi de and water.
FIG. 8-13
Combination Convection and Radiation Film Coefficients
for Air in Contact with Vertical Walls or Surfaces
11
NOTE: Val ues for ri ch mi xtures depend somewhat on combusti on chamber
desi gn. The average val ues shown are wi thi n
1
2
% of correct for H2, CO, and
CO2, but may be as much as 2% l ow for other consti tuents. Some external
heat i s usual l y requi red for mi xtures wi th l ess than 70% aerati on (dotted
l i nes). Dashed l i nes show the trends wi th poor mi xi ng or quenchi ng. Gas
consti tuent percentages are on a dry basi s to al l ow compari son wi th gas
anal yzer readi ngs, that measure the gas vol umes after water vapor has
condensed out of the sampl e. Wi th the correct amount of ai r (10.56 m
3
),
each cubi c meter of thi s fuel gas produces 2.14 m
3
H2O, 1.15 m
3
CO2, 8.39 m
3
N2; so %CO2 = 100 1.15 m
3
CO2 (1.15 + 8.39) m
3
dry fl ue gas = 12.1%.
FIG. 8-14
Effect of Fuel/Air Ratio on Flue Gas Analysis
for 41 283 kJ/Sm
3
Natural Gas (0.63 Gas Relative Density)
Containing 83% CH
4
and 16% C
2
H
6
1
8-11
CH
4
+ 2 O
2
CO
2
+ 2 H
2
O
Thi s stoi chi ometry i s typi cal of al l hydrocarbons. One atom
of carbon requi res one molecul e of oxygen and four atoms of
hydrogen requi re one mol ecul e of oxygen. The theoreti cal ai r
i s that needed for compl ete combusti on of the carbon and hy-
drogen, i .e., two molecul es of oxygen for one mol ecul e of meth-
ane. Excess air i s that suppl i ed i n additi on to what is requi red.
For example, 20% excess ai r means that the ai r suppl i ed is 1.2
times the stoichiometri c amount.
The foll owi ng reaction represents the compl ete combusti on
of an arbi trary carbon-based fuel compound.
C
c
H
hy
O
o
S
s
N
ni
+
c +
hy
4
o
2
+ s
_
,
O
2
(c) CO
2
+
hy
2
_
,
H
2
O + (s) SO
2
+
ni
2
_
,
N
2
Fig. 8-14 shows how the composi tion of the fl ue gases de-
pends on the amount of combusti on air.
Air Requirements
Fig. 8-15a shows the m
3
of dry ai r needed per scf of paraffi ni c
hydrocarbons for compl ete combustion in terms of the specifi c
gravi ty of the fuel . I n usi ng this fi gure any i nert components
i n the fuel, e.g., ni trogen, carbon dioxi de, etc., must be ex-
cluded. Fi g. 8-15b shows the mass of humid ai r requi red per
mass of dry ai r at 760 mm Hg and percent rel ati ve humidi ty.
Air i s about 20.9% oxygen on a dry basi s, hence 4.77 mol s
(or m
3
) of ai r suppl y 1.0 mol (or m
3
) of oxygen. Appl yi ng thi s
to methane, 9.54 mol s (or m
3
) of ai r are needed for every mol
(or m
3
) of methane.
0.5
13
11
10
9
12
0.7 0.8 0.6
(0.7, 0.2, 0.1)
(1.0, 0, 0)
(0.9, 0.1, 0)
(0.8, 0.2, 0)
(0.7, 0.3, 0)
Relative Density of Fuel Gas
(Air = 1.0)
C
u
b
i
c
M
e
t
e
r
s
o
f
D
r
y
A
i
r
p
e
r
C
u
b
i
c
M
e
t
e
r
o
f
F
u
e
l
G
a
s
(CH
4
, C
2
H
6
, C
3
H
8
)
FIG. 8-15a
Standard Cubic Meters of Dry Air Needed per Standard
Cubic Meter of Hydrocarbon for Complete Combustion
FIG. 8-15b
Mass of Humid Air Per Mass of Dry Air At 760 mm Hg and Percent Relative Humidity
8-12
The effect of water vapor in the ai r i s rel ati vel y smal l at low
and moderate temperatures. Saturated ai r at 15C contai ns
1.75% water. Sti ll thi s shoul d be consi dered and 2-3% more ai r
i s usual l y added i f exact cal cul ati ons are not made. The water
content i n saturated ai r i ncreases rapi dl y wi th temperature;
e.g., at 38C saturated air contai ns about 6.5% water, and at
46C i t contains about 10%.
Some si tuati ons may resul t i n a hi gher amount of water
vapor coming from the combusti on air and fuel gas. Consi der
the compl ete combusti on of 1 mol of water saturated methane
at 38C, 103.4 kPa (ga) wi th 20% excess ai r wi th ai r also water
saturated at 38C. Thi s i ntroduces 0.79 mol of water from the
ai r and 0.032 mol of water from the gas. Addi tionall y, 2 mol s
of water from the methane combusti on i s added water resul t-
i ng i n approximately 21% water i n the fl ue gas of whi ch 30%
i s from the ai r and gas humidi ty. Also, steam or water additi on
for NO
x
control i ntroduces more water vapor to the flue gas.
These situati ons i ncrease the wet bul b temperature of the fl ue
gas. Water condensation shoul d be consi dered i n mass and
energy bal ances and excess ai r calculations. Errors i n consi d-
eration of water vapor content and ai r temperature may cancel
a 10% excess ai r cal cul ati on, resul ti ng i n incompl ete fuel com-
busti on. Desi gns and operations should consi der local weather
conditi ons and seasonal changes.
The theoreti cal air requi rement of an arbi trary carbon-
based fuel compound, i n mol s of ai r per mol of fuel, can be
cal cul ated wi th the foll owi ng equati on.
AO 4.77
c +
hy
4
o
2
+ s
1
1
]
Eq 8-15
Anal ysi s of the flue gases provi des useful informati on about
the actual excess air and the effi ciency of fired equipment. The
fol l owing equati ons provi de the excess ai r percentage for a
sul fur and oxygen free, carbon-based fuel combusti on wi thout
soot formati on. Anal ysi s must be mol ar and on a dry basi s.
EA
Fl
o
AO
CO
2
o
CO
2
+ CO
1
1
]
100
Fl
o
AO
O
2o
20.9 O
2
+ CO
1
1
]
100 Eq 8-16
Many forced-draft burners suppl y a fi xed vol ume of ai r.
Fi g. 8-16 shows the effect of ambi ent temperature and baro-
metri c pressure on the amount of ai r actual l y del i vered.
Heating Value
The heati ng val ue of a fuel i s the amount of heat rel eased
duri ng compl ete combusti on wi th the stoi chi ometri c amount
of dry air. Thi s invol ves a heat bal ance (the usual datum or
reference temperature i s 15C).
Hydrogen in the fuel burns to water and when the flue gases
are cooled to 15C, the physi cal state ei ther vapor or l iqui d
of thi s water must be assumed. So the l atent heat of vapori -
zati on of the water may or may not be consi dered to be part of
the heati ng val ue. The result i s two defi ni tions for the heating
val ue. The higher or gross heating val ue, HHV, i ncl udes the
heat of condensation and the l ower or net heati ng value, LHV,
assumes the water remai ns i n the vapor state.
Fig. 23-2 i n the Physi cal Properti es secti on gi ves the net
and gross heati ng val ues of most pure hydrocarbons. For mi x-
tures cal cul ate the molar, or volume, average.
FIG. 8-16
Effect of Ambient Temperature and Barometer Pressure
on Air Actually Delivered
FIG. 8-17
Gross Thermal Efficiency for a Gas with
HHV = 37.3 kJ/Sm
3
8-13
FIG. 8-18
Typical Enthalpy of Combustion Gases for a Dry Natural Gas Fuel and 20% Excess Dry Air
8-14
Thermal Efficiency
The two ways to express the heat rel eased during combus-
tion resul t i n two defi ni tions for the thermal effi ci ency, gross
and net.
GTE
UHT
GHI
Eq 8-17a
NTE
UHT
NHI
Eq 8-17b
Therefore NTE exceeds GTE. There i s a tendency to use the
gross heati ng val ue wi th the net thermal effi ciency even
though the bases are i nconsi stent because the numeri cal val -
ues are hi gher than the corresponding net heati ng val ue and
gross thermal effi ciency.
Fig. 8-17 shows how the gross thermal effi ciency can be de-
termi ned from the excess ai r and stack gas temperature. Es-
peci al l y for insul ated heaters or furnaces, the combusti on
effi ci ency i s cl ose to the gross thermal effi ciency. The differ -
ence i s the heat lost through the wal l s to the surroundi ngs.
The typi cal enthal py of the combusti on (or stack) gases
when natural gas i s burned wi th 20% excess dry ai r is shown
i n Fi g. 8-18.
Draft
Combusti on ai r i s obtai ned by natural , forced, and induced
draft. Natural draft uses the buoyant effect of the hot fl ue
gases i n the stack to draw air i nto the combusti on zone. Forced
draft i s the result of an ai r blower or fan. I nduced draft refers
to a bl ower i n the stack.
The draft avai l abl e (Pa) from a stack i s the natural (or stati c)
draft l ess the fri cti onal and exhaust gas vel oci ty l osses. As
defi ned below the draft i s always negati ve. The avail able draft
should be suffi cient to overcome the head l osses i n the ai r inl et
regi sters, convecti on secti on tube coi l s, baffl es, damper, and
any waste heat recovery devices. Al so, it shoul d contai n a mar -
gi n of safety to all ow the damper to be i n an i ntermedi ate
positi on to deal wi th site condi tions such as atmospheri c pres-
sure changes, humi di ty changes, and temperature changes
(dai ly and seasonal vari ati ons). Also, the draft shoul d be suf-
fici ent to obtain a negative pressure al ong the enti re heater
fire si de fl ow path.
I n references 35 and 36 i nformation can be found about pres-
sure losses i n vari ous devi ces such as coi l s, duct transi ti ons,
etc. Changes i n velocity head shoul d be consi dered i n head l oss
cal cul ati ons because of the l ow densi ti es of the ai r and fl ue
gas. The absol ute roughness of the i nner stack depends on the
materi al , construction, and l i ni ng, i f any. The absol ute rough-
ness may range from 0.3 to 9 mm. The equipment manufac-
turer should be consul ted for more preci se values of stack
roughness and for other factors which may influence total
head l oss.
Refer to Fi g. 17-2 to determi ne the Fanni ng fricti on factor
(f
f
) using the Reynol ds number determi ned from Eq 8-9a and
the rel ati ve roughness (di mensi onl ess), whi ch is the quoti ent
of the absol ute roughness and the di ameter, both i n the same
units.
Hav H
s
g (
g
a
) +
V
2
g
2
4 f
f
H
s
D
s
+ 1
_
,
Eq 8-18
Al so
Hav 34.16 H
s
P
B
RD
g
T
g
RD
a
T
a
_
,
+
+
1.7955 T
g
P
B
RD
g
D
s
4
M
10 000
_
,
2
4 f
f
H
s
D
s
+ 1
_
,
Eq 8-19
Si nce
g
is l ess than
a
, the fi rst term i n Eq 8-18, whi ch i s
the total avai l abl e drivi ng force, is al ways negati ve. Thi s must
be decreased by adding the losses from fri cti on and resi stance
i n the second term.
Burners
Four types of burners are commonl y used in di rect fired
heaters:
Inspirating pre-mix burners. The passage of fuel gas
through a venturi pul l s i n the combustion ai r. These
burners have short dense fl ames that are not affected by
wi nd gusts.
Raw gas burners. Some of the ai r requi red for combus-
tion i s pul l ed i n by a venturi . The rest of the ai r is admi t-
ted through a secondary ai r register. These burners have
l arger turndown rati os, require lower gas pressures, and
are al so quieter.
Low NO
x
burners. The addi ti on of a terti ary ai r regi ster
reduces the amount of ni trogen oxi des i n the fl ue gas.
Thi s type al so can be operated wi th l ess excess air than
the above types.
Combination gas and oil burner. An oi l burner i s
added to the gas spi der so that fuel oil can al so be used.
One-tenth kil ogram of steam per ki l ogram of fuel i s usu-
al ly requi red to atomi ze the oil .
Burner ai r registers are sometimes used to control the ex-
cess ai r. Ten to fi fteen percent excess ai r i s a compromi se for
best thermal effi ciency and l owest NO
x
l evel s. Air l eakage i nto
the heater around si ght door openi ngs, header box gaskets,
termi nal penetrati ons, etc. shoul d be mini mi zed.
Unmuffl ed burners have 100 to 110 dBA noi se level s. Re-
quirements for 85 or 90 dBA noi se l evels, measured one meter
from the heater, requi re noi se attenuati on pl enums and ori fi ce
muffl ers.
Most burners have a continuous pi lot fl ame that releases up
to 15kW. The pi l ot i s li t by hand or with a spark plug. The pi l ot
should be l eft on when:
The furnace wi l l not overheat during no-flow condi ti ons.
The fuel i s ethane or heavi er gases.
The furnace is used i ntermi ttentl y, e.g., regenerati on gas
heaters.
The pi l ot heat release does not affect furnace turndown
rati o.
The refractory must remain dry for fast start-up.
Nui sance shutdowns are unavoi dabl e.
Gas Burner Performance
Several factors i nfl uence gas burner performance, such as
the gas pressure, temperature, and composi ti on that affect
heati ng val ue, gas density and combustion characteri sti cs;
al so, the aerati on, parti al heat l oad, l ocal alti tude, etc. Some
typi cal probl ems that can occur as a consequence of incorrect
burner sel ecti on, or from changi ng operating condi ti ons, or us-
i ng non-i nterchangeabl e gas i ncl ude flashback, yell ow tippi ng,
flame l i fti ng, sooti ng, and i nadequate heat input.
8-15
The change i n gross heat input through a gas burner ori fi ce
caused by changes i n the operati ng conditi ons and gas compo-
si tion can be esti mated wi th the fol l owi ng equati on, where the
pressure and temperature are absol ute. The equati on can al so
be used for the lower heati ng val ue. The term i n parenthesi s
i s cal l ed the Wobbe I ndex, whi ch is a gas i nterchangeabi l i ty
parameter.
GHI
2
GHI
1
Y
2
Pg
2
P
2
T
g2
HHV
2
RD
2
_
,
Y
1
Pg
1
P
1
T
g1
HHV
1
RD
1
_
,
Eq 8-20
I n Eq 8-20 the temperature and pressure are absol ute, and
the expansi on factor (Y) is a functi on of the burner nozzl e char -
acteri stics and the fuel inl et and outl et pressures. For low inl et
gas pressure the expansi on factor is approximately 1, and for
smal l changes i n the fuel gas pressure the expansi on factors
Y
1
and Y
2
have si mi l ar val ues and may be i gnored. I n other
circumstances consul t the burner manufacturer for data.
Flue Gas Condensation
Flue gas water condensati on may produce corrosion prob-
l ems caused by acid gases such as SO
2
when present i n the
flue because of the sulfur content of some fuels, and therefore
temperature control above the SO
2
dewpoi nt of fl ue gases
should be consi dered. However, hi ghl y effici ent fi red equi p-
ment or waste heat recovery equi pment burni ng sweet fuel s
and/or with aci d resistant duct materi als may uti li ze fl ue gas
water condensati on taki ng advantage of its l atent heat.
NOx Control
The mai n factors i nfl uencing NO
x
formati on are fl ame tem-
perature, excess ai r i n the fl ame, time i n which combusti on
gases are at flame temperature, and fuel s contai ni ng ni trogen
compounds.
I n natur al draft heaters the most common means of chang-
i ng NO
x
emi ssi ons i s through the use of l ow NO
x
burners. The
premi x and raw gas burners produce NO
x
l evels greater than
0.056 g NO
x
/MJ of burner heat rel ease. These are generall y
used when no NO
x
requi rement i s specifi ed. The upper end of
the l ow NO
x
burner desi gn uses a parti al l y staged raw gas
burner to achi eve l evel s of 0.034 to 0.052 g NO
x
/MJ. The mi d
range l ow NO
x
burner desi gn uses staged gas to achieve l evel s
of 0.022 to 0.034 g NO
x
/MJ. For l ower NO
x
requirements
staged gas ti ps and i nternal fl ue gas reci rcul ati on are com-
bi ned to produce NO
x
emissi ons at 0.013 g NO
x
/MJ and below.
These numbers are based on cl ean fuel gas (not oil burni ng)
and are dependent on fi rebox temperature and excess ai r.
A staged-ai r burner i s a l ow NO
x
burner i n whi ch a porti on
of the combusti on ai r i s i njected downstream of the burner
bl ock to mi x wi th the combusti on products and unburned fuel
from the primary combusti on zone.
A staged-fuel burner i s a low NO
x
burner in whi ch a porti on
of the fuel i s mi xed with al l of the combusti on ai r wi thi n the
burner bl ock whi le a second portion of the fuel i s injected
downstream of the burner bl ock to provi de delayed combus-
tion.
The injecti on of water or steam i s al so used to reduce the
NO
x
formati on by reducti on of the peak flame temperature.
DIRECT FIRED HEATERS
Direct fi red heaters vary i n si ze from 0.15 MW small pack-
age regenerati on gas heaters to 300 MW steam hydrocarbon
reformer heaters. I n the gas processi ng industry, the usual
range i s 0.3 to 6 MW.
Types
There are two basic confi gurati ons: cyl i ndrical and cabi n,
see Fig. 8-19. The si mpl est desi gn is verti cal -cyl i ndri cal wi th
only radiant tubes. The NTE is about 60% and the stack gas
temperature i s 650C or more. The burner i n the fl oor fi res
upward. A stai nl ess steel baffl e sl ows the exit fl ow of the hot
gases and reradi ates heat back to the top part of the tubes.
There i s a short stack that usual l y has no damper. The design
i s l ow cost and suited for l ow cost fuel .
Adding a convection secti on i mproves the NTE to about 80%.
The radi ant secti on may be either cyl i ndri cal or cabi n, and the
coi l confi guration either hel i cal or serpenti ne. These heaters
cost more than the al l -radiant type but they use l ess fuel for
any gi ven duty.
By cooli ng the combustion gases to about 150C, the NTE
can be i ncreased to over 90%. This requi res ei ther a combus-
tion ai r preheater using exhaust gas or an addi ti onal convec-
tion secti on. These uni ts have the highest capi tal cost and
l owest fuel requi rement for any gi ven duty.
Design modi fi cati ons are used when the tube materi al i s
expensi ve. A bri dge wal l i s i nstal l ed down the center of the
cabi n. The radi ant tubes are placed above the bri dge wal l so
that they are, in effect, doubl e fi red.
Cylindrical or Cabin?
Vertical or Horizontal Tubes?
Cyli ndri cal heaters have the fol l owing advantages:
They require the smal l est pl ot area for a gi ven duty.
The cost is usual l y 10% to 15% l ower i n the l arger si zes.
They can accommodate more paral l el passes i n the proc-
ess coi l.
For l arge duti es, a cyl i ndri cal heater has a tal ler firebox
and more natural draft at the burner.
The fl ue gas vel oci ty i s usuall y higher i n the convecti on
secti on, hence, the flue gas fi lm coeffi ci ent i s hi gher.
Fewer expensi ve tube supports or gui des are requi red in
the convecti on section.
The noi se pl enums or preheated combusti on ai r plenums
are small er.
Fewer soot bl owers are requi red i n the convecti on sec-
tion. Soot bl owers are not needed for gaseous fuel.
I f coi l drainage is a probl em, a hel i cal coi l may be used
when there i s onl y one pass.
Cabi n heaters have the fol l owing advantages:
The process coi l can always be drai ned.
Two-phase flow probl ems are l ess severe. (Slug flow can
generall y be avoided.)
Cabins can accommodate side-firi ng or end-fi ri ng burn-
ers i nstead of onl y verti cal ly upward fi ri ng. This permits
the fl oor of the heater to be closer to the ground. (Some
burner manufacturers prefer to fi re l i qui d fuel s hori zon-
tal l y.)
A smal l er capi tal investment i s required when the duty
i s l ess than 3 MW.
8-16
Radiant Section
The radi ant secti on or firebox shoul d:
Obtai n compl ete combusti on of the fuel wi th a reasonable
amount of excess ai r, i .e., 10% to 15%.
Contai n the fl ame and avoi d i mpingement on the tubes.
Di stri bute the radi ant heat fl ux.
Cool the combustion gases to 800-1000C to protect the
convecti on secti on.
The proporti ons of the firebox are the key to good perform-
ance. General l y the fl ame l ength should be 60% of the firebox
l ength and the cl earance between the fl ame and tubes at l east
0.5 m. For smal l cyl indri cal heaters, the tube circl e shoul d be
equal to the l ength of the fi rebox. For small cabi n heaters, the
wi dth, height, and tube l ength shoul d be equal . For l arge heat-
ers the hei ght of a cyli ndri cal heater is twi ce the tube circl e,
and for cabi ns a good rati o of wi dth to hei ght to length i s 1:2:4.
The fi rebox shel l i s rei nforced steel plate. The insul ati on be-
hi nd the tubes i s usual l y 125 mm of 1:2:6 l umni te (cement),
haydi te (aggregate), vermi cul i te (i nsul ati on) castabl e. The
floor is at l east 150 mm of 1:2:6 castabl e, often wi th a fi rebrick
surface. The bridge wall i s al ways fi rebri ck.
By far the most common tube materi al i s A-106B carbon
steel . The nomi nal size range i s 50 to 200 mm. wi th 75 and
100 mm the most preval ent. Short radi us return bends are
standard and the tubes are usual l y 1.5 nomi nal diameters
from the refractory wall . For these arrangements, the maxi -
mum heat flux di rectl y facing the fl ame i s 1.9 ti mes the aver -
age flux. (Wi th l ong radi us return bends the maxi mum heat
flux i s 1.45 ti mes the average.) The fl ux to the front 60 of the
tube i s 1.8 ti mes the average and the front half-tube fl ux is 1.5
times the average. Any flux maldi stri bution due to tal l narrow
FIG. 8-19
Example Cylindrical and Cabin Direct Fired Heaters
8-17
fireboxes or short fl ames, usuall y l ess than 15%, must be
added to thi s. For doubl e fi ring, the ci rcumferenti al mal dis-
tri buti on i s reduced from 1.8 to 1.25.
Equati ons 8-21 and 8-22, as wel l as Fi g. 8-20, may be used
to obtai n an esti mate of the absorbed heat i n the radi ant sec-
tion of a fi red heater, expressed as a fracti on of the total net
heat l i berati on, in terms of the average heat fl ux to the tubes,
the arrangement of the tubes (ci rcumferenti al ), and the ai r to
fuel wei ght rati o. These equati ons are sol uti ons of the Wi l son-
Lobo and Hottel equati on.
B
0.317 d
o
n I G
2
S a
Eq 8-21
R 1
(B
2
+ 70.56 10
6
B) B
35.28 10
6
Eq 8-22
where "a" i s a constant dependi ng on the arrangement of
tubes. The "a" val ue is:
Tube spacing
No. of rows 2 NPS 3 NPS
1 0.88 0.73
2 0.99 0.91
The total heat l i berati on consi sts of the lower heati ng val ue
of the fuel and the sensi bl e heat i n combusti on ai r, reci rcul ated
flue gas, and fuel and atomi zi ng steam, al l heat contents re-
ferred to a datum of 15C.
Fig. 8-20 provi des an estimate of the fraction of the total
heat l i berati on that i s absorbed i n the radi ant secti on i n terms
of the all owabl e heat flux to the tubes. The kg air/kg fuel fired
i s needed and thi s can be obtai ned from ei ther Fi g. 8-21 i f the
LHV of the fuel i s known, or by stoichiometry.
Fig. 8-20 is for fi red heaters with one row of 200 mm NPS
pipes, spaced two pipe nomi nal sizes (NPS). Correcti on factors
for other designs, to be mul tipl ied by G pri or to graph readi ng,
are shown i n the figure.
Example 8-8 Estimate the radi ant tube area for a 3000 kW
regenerati on gas heater. To avoi d overheati ng the tubes, a ra-
diant fl ux of 30 000 W/m
2
is speci fied. The desi gn cal ls for
100 mm NPS Sch 80 tubes on a 2400 mm tube ci rcle. The fuel
i s 0.61 rel ati ve densi ty gas wi th LHV of 37 260 kJ/m
3
. Use 20%
excess air.
Fuel gas and combusti on ai r are suppl ied at 15C. The heater
NTE i s 80%. The tubes are arranged i n one row at 200 mm
spaci ng.
Solution Steps
r 1500 kg flue gas /(MW hr) (Fi g. 8-21).
FIG. 8-20
Chart to Estimate the Fraction of Total Heat Liberation That is Absorbed in the Radiant Section of a Direct Fired Heater
8-18
417 kg fl ue gas/( kJ 10
6
)
r LHV 417 37 260 15.537 kg fl ue gas /m
3
fuel gas
Mass of 1 m
3
fuel gas
(1)(0.61)(29)
23.68
0.747 kg
Mass of combusti on air = 15.537 0.747 = 14.79 kg
G = 14.79/0.747 = 19.8 kg air/kg fuel
Correcti on factor for 100 mm tubes is 1.02 (Fi g. 8-20)
G corrected = 19.8 (1.02) = 20.0 kg air/kg fuel
R = 0.535 (Fi g. 8-20)
Eq 8-21
B
0.317 d
o
n I G
2
S a
B
(0.317) (114.3) (1) (3.14) (30 000) (19.8
2
)
(200) (0.88)
B 7.603 10
6
Eq 8-22
R 1
(B
2
+ 70.56 10
6
B) B
35.28 10
6
R 1
[(7.603 10
6
)
2
+ 70.56 10
6
(7.603 10
6
)] (7.603 10
6
)
35.28 10
6
R = 0.525 (Note: Fig. 8-20 yi el ds R = 0.535, so use the
average of R = 0.530.
Q
UHT R
NTE
3000 0.530
0.80
1988 kW
Radi ant heat transfer area
Q
r
I
1988 1000
30 000
66.3
The surface area of 100 mm NPS pi pe i s 0.359 m
2
/m
Total tube l ength =
66.3
0.359
184.7 m
There are 37 verti cal tubes i n a cyli ndri cal heater wi th a
2400 mm diameter tube ci rcl e when the tubes are 200 mm cen-
ter to center.
Tube length =
184.7
37
4.992 m
Convection Section
The purpose of the convecti on secti on i s to transfer as much
heat as possi ble from the combustion gases l eavi ng the radi ant
secti on. As always there is the trade-off between capi tal cost,
i .e., addi ng more tubes, and operati ng cost, i .e., i mproved ther -
mal effi ci ency.
FIG. 8-21
Flue Gas Rates
9
FIG. 8-22
Flue Gas Convection-Coefficients for Flow Across
Staggered Banks of Bare Tubes
9
8-19
The construction i s si mi l ar to that for the radiant secti on, a
steel pl ate shell wi th internal castabl e or ceramic fi ber i nsu-
l ati on. The tubes are stagger ed, and the space between the
si dewal l and the tube i s fil l ed wi th corbel s to prevent the fl ue
gases from bypassi ng the end tubes.
The first two rows of the convecti on secti on are cal l ed shock
tubes and they see the fi rebox fl ame. The fi rst row recei ves
the full radi ant heat flux and al so some convecti ve heat trans-
fer. I t has the highest heat transfer flux i n the heater and i s
al ways bare tubes. The second shock row receives about one-
thi rd of the radi ant fl ux as wel l as convecti ve heat transfer
from the flue gas. I t i s also bare tubes. I f l ong radi us return
bends are used, the third row wi l l recei ve radiant heat and i t
too shoul d be bare tubes.
Heli cal fi ns, sometimes serrated to increase turbulence, are
used as soon as possibl e, i.e., when the fi n ti p temperature i s
not excessi ve, e.g., 540C for carbon steel , see Fig. 8-8. Typi -
cal l y when natural gas i s the fuel , the fi ns are 25 mm hi gh,
1.5 mm thick and up to 240 fi ns per l i near meter. For oi l fired
heaters where soot deposi tion is possi ble, the fi ns are 25 mm
hi gh, 2.7 mm thi ck and not more than 120 fi ns per meter.
Often the first fi nned row has fewer, shorter, and thi cker fi ns
to reduce the fi n ti p temperature. Where ash and soot foul ing
are expected, a lane i s left every four or fi ve rows for soot bl ow-
ers. These are tubes equipped wi th nozzles that di rect steam
against the tubes. Soot bl owi ng is i ntermi ttent and is sel dom
used more than once every shi ft.
The fins compensate for the l ow flue gas heat transfer coef-
fici ent. Typi cal l y, the heat fl ux i n the convection secti on is 6.3-
12.6 kW/m
2
of fi nned surface or 38-76 kW/m
2
on a bare tube
basi s.
Cast i ron tube supports can be used bel ow 425C and 25%
chrome 12% ni ckel i s good up to 1100C. Wi th hi gh vana-
dium or sodium level s i n the fuel oi l, 50% chrome 50% ni ckel
must be used.
The di stance between supports for hori zontal tubes shoul d
be the l esser of 35 outside tube di ameters or 6 m. The di stance
between supports on vertical tubes shoul d not exceed ei ther
70 tube di ameters or 12 m. Usual l y the return bends are ex-
ternal to the tube sheets. Thi s prevents fl ue gases from by-
passi ng the tube fi ns.
Fig. 8-22 shows approxi mate external heat transfer coeffi -
cients for 75, 100, and 150 mm NPS. steel pipe arranged in
staggered rows and surrounded by combusti on gases.
Example 8-9 Desi gn the convection secti on for the 3000 kW
regenerati on gas heater of Exampl e 8-8. The heat loss i s as-
sumed to be 2% of the heat release. Use si x 100 mm NPS
Sch 80 tubes on 200 mm center-to-center spaci ng wi th
2400 mm effecti ve length i n each row. After two rows of bare
shock tubes use fi nned pi pe, 118 fins/m, 32 mm high, 2.7 mm
thi ck. Assume pi pe wal l temperatures of 90-240C across the
finned part of the convecti on secti on and average values of 250
and 260C for the two shock rows.
Solution Steps
Fig. 8-23 summari zes the desi gn of both the radi ant and con-
vecti on sections. A tri al and error sol uti on for assumed tem-
peratures i s requi red. Detail s fol l ow for the converged
sol uti on.
Q
total
= duty/GTE = 3000/0.80 = 3750 kW
r = 1500 kg fl ue gas/(MW hr) (Fig. 8-21)
Fl ue gases flow rate = 3.75(1500) = 5625 kg/hr
Assume that the setting l oss of 2% or 75 kW occurs i n the
radi ant secti on.
The heat content rate of the combusti on gases leavi ng radi ant
secti on:
Q
radi ant exi t
= 3750 1988 75 = 1687 kW
= 6073.2 (10
3
) kJ/hr
The enthal py of the exi t gas from radi ant secti on:
H = 6073.2 (10
3
)/5625 = 1080 kJ/kg
T
g
= 918C (Fi g. 8-18, Fl ue Gas LHV)
Convection Section:
Area for gas fl ow (no. of tubes) (L) (spaci ng D)
(6) (2.4) (0.2 0.114) 1.24 m
2
G
g
= 5625/(1.24) (3600) = 1.23 kg/(s m
2
)
First shock row. Assume the average gas temperature i s
885C and tube wall temperature i s 260C.
T
g
mean
260 + 885
2
573C
h
o
= 21.6 W/(m
2
C) (Fi g. 8-22)
A 0.359 m
2
per li near m (Exampl e 8-8)
A
tubes
= 14.4 (0.359) = 5.17 m
2
Q
c
h
o
A T (21.6) (5.17) (885 260)
69.795 kW
Fl ux = Q/A = 30 000 W/m
2
(Exampl e 8-8)
Q
r
= (Q/A) (A) = 30 000 (5.17) = 155.1 kW
Q
c
+ Q
r
= (69.795 + 155.1) = 224.9 kW
Q
exi t gases
= (1687 224.9) = 1462.1 kW
H
exi t gases
= (5263.6 (10
3
) kJ/hr)/5625 kg/h = 935.7 kJ/kg
T
g
exit
= 820C (Fig. 8-18, Fl ue Gas LHV)
Second shock row i s anal ogous except that the r adi ant
heat fl ux i s one thi r d of that for the fi r st r ow, i .e.,
10 000 W/m
2
Q
r
= (10 000) (5.17) = 51.7 kW
Wi th h
o
= 21 W/(m
2
C)
Q
c
= (21) (5.17) (796 250) = 59.3 kW
Q
c
+ Q
r
= 59.3 + 51.7 = 111.0 kW
Q
exi t gases
= 1462.1 111 = 1351.1 kW
H
exi t gases
= 4864 (10
3
) /5625 = 864.7 kJ/kg
T
g
exit gases
= 762C (Fi g. 8-18, Fl ue Gas LHV)
Finned rows. The combusti on gas mass vel ocity i ncreases
because of the increased cross secti onal area of fi nned pi pe.
From Eq 8-13.
A
cs
114
1000
+
118 (2.7) (178 114)
10
6
0.134 m
2
/li near m
G
g
5625
[14.4(0.2 0.134)(3600)]
1.64 kg/(s m
2
)
8-20
FIG. 8-24
Natural Draft Profiles
Section
Gas Heat Content Rate
kW (LHV)
Heat Transfer
kW
Exit Gas
Enthalpy
kJ/kg
Exit Gas
Temperature
C
In Out
Radi ant 3750 1687* 1988** 1080 918
Shock Row 1 1687 1462.1 224.9 935.7 820
Shock Row 2 1462.1 1351.1 111 864.7 762
Fi nned 1351.1 675 676.1 432 395
* Heat l osses are 75 kW
** From Example 8-8
FIG. 8-23
3000 kW Regeneration Gas Heater
8-21
Q
f
= 3000 1988 224.9 111 = 676.1 kW
Q(exit) = 3750 3000 75 = 675 kW
H
g
(exi t) = 2.43 (10
6
)/5625 = 432 kJ/kg
T
g
(exi t) = 395C (Fi g. 8-18, Fl ue Gas LHV)
Assuming that HHV i s 10% more than LHV, the gross heater
effi ci ency i s 80% /1.1 = 72.7%. Note that thi s agrees cl osel y
wi th Fi g. 8-17 for 20% excess ai r and 390C.
Pipe and gas temperatures are:
T
p1
90C; T
p2
240C; T
p
av
165C
T
g1
762C; T
g2
395C; T
g
av
578.5C
T
LM
[(762 240) (395 90)]/ ln (522/305) 405C
T
fi l m
(165 + 578.5)/2 372C
h
o
25 W/(m
2
C) (Fi g. 8-22)
Q
f
h
o
A
o
T
LM
(Eq 8-10)
A
o
676.1 (10
3
)/[25 (405)] 66.78 m
2
Thi s i s the theoreti cal l y required surface area. From Exam-
ple 8-5, the fi n effi ciency i s 87% and the external surface area
of the fi nned pipe i s 3.676 m
2
/l inear m.
L
pipe
= 66.78/[(0.87) (3.676)] = 20.88 m
With 14.4 li near m per row thi s is 1.45 rows. Use 2 rows.
Stack Draft
The stack draft must overcome the gas fri cti on l oss i n the
convecti on secti on, burner, and stack. The stack di ameter i s
often sized for 4.6 to 6.1 m/s stack gas vel oci ty. The stack i s
normal l y bare carbon steel but must be l i ned i f the fl ue gas
temperature exceeds 400C or if the fuel has hi gh sul fur con-
tent. Al l wal l temperatures shoul d be above the dew poi nt of
the fl ue gas.
Typi cal draft profi l es for di rect fi red natural draft heaters
are shown i n Fi g. 8-24. There are two ways to control the flow
of combusti on ai r: stack dampers or combusti on air regi sters.
There should be a sl i ght vacuum i n a natural draft heater to
prevent l eakage of the fl ue gases. There i s usuall y an i ncrease
i n pressure of 8 Pa per meter of fi rebox hei ght and several mm
pressure drop across the convecti on secti on.
Example 8-10 Fi nd the avail able draft i n a 0.6 m I D by 6 m
l ong stack attached to the top of the convecti on secti on for the
3 x 10
6
W regeneration gas heater of exampl es 8-8 and 8-9.
Assume dry air at 15C and 101.4 kPa.
Solution Steps
Assume
g
=
a
from Fi g. 23-21
From Eq 8-9
M = 5625 kg/hr
D = 0.6 m
= 0.024 mPa s
Re
0.3537 M
D
Re
0.3537 (5625)
0.6 (0.024)
Re = 138 164
For an absol ute roughness of 0.6 mm, the rel ati ve roughness
i s 0.001 then
f = 0.005 (From Fi g. 17-2)
From Eq 8-18
Hav H
s
g (
g
a
) +
V
2
g
2
4 f
f
H
s
D
s
+ 1
_
,
Cal cul ate
g
and
a
from the i deal gas l aw.
g
0.746
a
1.227
V
M
D
2
4
g
V
5625
3600
0.6
2
4
0.746
V = 7.408 m/s
Hav 6 9.8067 (0.746 1.227)
+
7.408
2
0.746
2
4 0.005
6
0.6
+ 1
_
,
Hav 3.739 Pa
Insulation
I nsulation protects the heater shel l from the hot combusti on
gases and usuall y reduces the heat losses to l ess than 2% of
the heat release. Three common types of insul ati on are:
LHV Castable Refractory This i s a mi xture of l um-
ni te (cement), haydi te (aggregate), and vermi cul ite (insul a-
tion) i n 1:2:6 proporti ons. Thi s l ow cost, concrete-type
i nsulation has a densi ty of 880 kg/m
3
a l ow coeffi cient of
expansi on, and negli gi ble shri nkage. I t i s hel d to the verti cal
wal ls wi th bull horns V-shaped steel wi re anchors wel ded to
the outer casing. I f a hi gh sul fur (more than 1%) fuel i s burned,
to prevent the sul fur tri oxi de i n the fl ue gas from attacki ng
the i ron i n the lumni te, use a l ow-i ron (1%) cement. LHV cas-
tabl e withstands hi gh (45-60 m/s) gas face vel oci ties. Rai n or
snow enteri ng through the stack wi ll not hurt the concrete.
Before start-up, cure and dry out the refractory to avoi d spal l -
i ng or fl aki ng caused by unequal thermal expansion.
Ceramic Fiber A sandwich constructi on of this mate-
rial i n two densi ties i s someti mes used. Because the cerami c
fiber i s porous, a protective coati ng i s normall y appl i ed fi rst
to the steel casi ng, for protecti on agai nst sul fur oxi des i n the
flue gas. A 50 or 75 mm layer of 64 kg/m
3
cerami c fi ber i s im-
pal ed over thin stainl ess steel studs wel ded to the casi ng. Over
thi s i s pl aced a 25 mm l ayer of 128 kg/m
3
material . Stainl ess
steel washers twi sted onto the studs hol d the cerami c fi ber in
place. Thi s l i ght wei ght materi al i s much li ghter than LHV
and i s sui tabl e for convecti on secti ons. Advantages i ncl ude
ease of appl i cati on i n freezi ng weather, when water i n refrac-
tory i s a probl em; and no need to dry out or cure the cerami c
fiber when i t i s fi rst appl ied. For cycli c operati ons, l ess heat i s
stored i n the fiber whi ch reduces warm-up ti me. Rai n or snow
enteri ng the heater duri ng shutdown may drench the fi ber,
causi ng i t to tear away from the studs on a vertical wal l . I t
cannot wi thstand gas face vel oci ti es above 15 m/s. I f soot bl ow-
8-22
i ng or steam l ancing of finned tubes is required, LHV castable
refractory must be used or the fiber must be covered wi th a
3 mm stai nl ess steel erosion shi el d. The erosi on shi el d i s al so
needed for gas turbi ne exhaust heat recovery uni ts.
Insulating Firebricks (Ifb) These are used for
bri dgewal l s and fl oors. I fb are quite dense, ca. 2400 kg/m
3
, are
shi pped loose, and fiel d i nstal led. They must be dried out
sl owl y. After proper i nstal lation, fi rebricks are sturdy and re-
si st deteri orati on from weather and hi gh gas vel oci ti es.
External Insulation I n sul fur plants and in col d cl i -
mates, external i nsul ati on i s frequentl y used to maintai n a
mi ni mum stack temperature to prevent condensati on withi n
the stack.
Other Design Considerations
Film temperature Temperatures above 260C wi ll
cause many hydrocarbons to decompose and coke l ayers to de-
posit i n the tube. Thi s i ncreases the fi l m and metal tempera-
tures and l eads to tube fai lures. Actual decompositi on
temperature is hi ghly dependent upon the fl ui d charac-
teri sti cs.
Snuffing I f a tube ruptures, fi re coul d break out i n the
firebox. Connections are needed to admi t CO
2
or a steam or
water spray to snuff out the fi re. The vel oci ty of thi s vapor
should be kept bel ow 24 m/s to avoid erosi on of the refractory.
Purging I f the pi l ot flame or electric spark fai ls, the
firebox may contai n an explosi ve mixture of gases. Before at-
tempting to rel i ght the heater, thi s mi xture must be purged.
Sampling To control the excess ai r, sampl es of fl ue gas
are needed from vari ous poi nts of the heater. The amount of
excess ai r at the burner may di ffer from that i n the stack due
to leakage of ambi ent ai r through termi nal holes, box gaskets,
cracks i n the casing, etc.
Flue gas temperature To determine the thermal effi-
ciency of the heater, the stack temperature must be monitored.
Note: Al ar ms and shutdowns as shown ar e not to be consi der ed as meeti ng any mi ni mum safety requi r ement but ar e shown as repr e-
sentati ve of types used for control systems.
Basi c Cr i ter i on The fai l ure of any one devi ce wi l l not al l ow the heater to be damaged.
Schematic
Label
Alarm/Shutdown
Description
Regeneration
Gas Heater
Hot Oil Heater and Direct
Fired Reboiler
TSH-1 Hi gh Stack Temper ature See Note 1 See Note 1
TSH-2 Hi gh Outl et Temper atur e See Note 1
FSL Low Mass Fl ow Through Tubes See Notes 2 & 4 See Notes 3 & 4
BSL Fl ame Fai l ur e Detecti on See Note 5 See Notes 5 & 6
PSL Low Fuel Pr essur e See Note 6
PSH-1 Hi gh Fuel Pr essur e See Note 7 See Note 7
PSH-2 Hi gh Cabi n Pr essur e See Note 8 Not appl i cabl e, i f natur al dr aft
Notes:
1. A di rect i mmersi on jacketed thermocoupl e i s preferred because the response i s ten ti mes faster than a grounded thermocoupl e i n a wel l . A fi l l ed bul b
system i s a poor thi rd choi ce. The hi gh stack gas temperature shutdown shoul d be set approxi matel y 110C above normal operati on.
2. An ori fi ce pl ate si gnal shoul d be backed up by a l ow pressure shutdown to ensure adequate process stream fl ow under fal l i ng pressure condi ti ons.
3. The measurement shoul d be on the heater i nl et to avoi d errors due to two-phase fl ow.
4. Di fferenti al pressure swi tches mounted di rectl y across an ori fi ce pl ate are not sati sfactory due to swi tch hysteresi s. An anal og di fferenti al pressure
transmi tter wi th a pressure swi tch on the output i s recommended. The anal og si gnal shoul d be brought to the shutdown panel so that the fl ow l evel can
be readi l y compared wi th the shutdown poi nt.
5. The fl ame scanner shoul d be ai med at the pi l ot so that a fl ameout si gnal wi l l be generated i f the pi l ot i s not l arge enough to i gni te the mai n burner.
6. I f the heater desi gn precl udes fl ame scanners, a l ow fuel gas pressure shutdown shoul d be i nstal l ed to prevent uni ntenti onal fl ameout. Thi s shutdown
shoul d detect gas pressure at the burner.
7. Ei ther burner pressure or fuel control val ve di aphragm pressure may be used. Thi s shutdown shoul d be used whenever l arge l oad changes are
expected. I t prevents the heater from overfi ri ng when the temperature control l er dri ves the fuel val ve wi de open to i ncrease heat output wi th
i nsuffi ci ent ai r.
8. Thi s shutdown shoul d bl ock i n al l l i nes to the heater because, when acti vated, a tube has probabl y ruptured. Gas i s probabl y burni ng vi gorousl y outsi de
the heater.
FIG. 8-26
Heater Alarm/Shutdown Description
FIG. 8-25
Example Direct Fired Reboiler
8-23
Process coil thermowells The fi ri ng rate i s control -
l ed to mai ntain the correct process stream outl et temperature.
Draft gauges These are needed to set the stack
damper or burner ai r regi sters.
Soot blowers I n l i qui d fuel systems these can be used
i ntermi ttentl y to reduce foul i ng of the finned tubes.
Controls
Fig.8-25 shows an example control system for a fi red heater.
Fi g.8-26 li sts the shutdown/alarms as shown wi th some com-
ments about the proper install ati on and use of these parti cul ar
devi ces. The control system as depi cted by these fi gures shoul d
not be consi dered compl ete but only representati ve of the con-
diti ons to be careful ly consi dered i n designi ng a control system
for fired equipment.
The foll owi ng are some i ndi cations of possibl e troubl e:
The burner flame is not symmetrical, pulsates or breathes,
is unusually long or lazy, lifts off the burner, etc.
The burner is not al i gned and/or the fl ame i s too cl ose to
the tubes.
Lack of negati ve pressure at the top of the fi rebox.
The stack gas is smoky.
The gas i n the firebox appears hazy.
There are unequal temperatures, more than 6C differ -
ence, on the process pass outl ets.
The stack temperature i ncreases steadi l y with no change
i n the process heat duty.
The fuel gas control valve i s wide open.
The fuel gas composi ti on or pressure vari es wi del y.
The tubes i n the heater are not strai ght.
Options to Improve the Thermal Efficiency
Option I. Add Convection Surface
Effects:
1. Stack temperature is reduced.
2. Furnace effi ci ency i s increased.
3. Heat rel ease i s decreased.
4. Fl ue gas pressure drop i n the convecti on secti on i s i n-
creased.
5. Draft i s decreased.
6. Tube si de pressure drop i s i ncreased.
7. NO
x
i s reduced.
Things to consider:
1. I ncreasi ng stack height.
2. More wei ght from added convecti on tubes.
3. Check structure and foundati on to see i f added wei ght
can be supported.
4. I f not, design adjacent structure to house convecti on
tubes and support stack.
5. Consi der increased pumpi ng cost for process stream.
6. I f fuel is to be changed, some existi ng convection tubes
may have to be removed to accommodate soot bl owers.
FIG. 8-27
Convection Heater
8-24
Option II. Add Economizer for Waste Heat
Recovery
Waste heat options:
Steam generati on
Steam superheating
Boi ler feedwater heater
Effects:
1. Stack temperature is reduced.
2. Furnace effi ci ency i s increased.
3. Flue gas pressure drop in the convection section is increased.
4. Draft i s decreased.
5. No change i n process stream operati on.
6. No change i n NO
x
.
Things to consider:
1. Study i ncreased l oad on structure and foundati on as in
Opti on I .
2. Wi ll added boil er capaci ty lower effi ci ency of exi sting
boil ers?
3. Check possi bi li ty of a temperature cross.
Option III. Install Air Preheat System
Effects:
1. Stack temperature is reduced.
2. Natural draft i s decreased.
3. Furnace effi ci ency i s increased.
4. Fi rebox temperature is i ncreased.
5. Heat fl ux rates are i ncreased.
6. NO
x
i ncreases unl ess burners are changed.
Things to consider:
1. I nduced draft and forced draft bl owers must be i nstal l ed.
2. Burners must be repl aced.
3. Check i f tube supports and refractory wi l l wi thstand
hi gher temperatures.
4. Pl ot space near furnace must be avai l abl e.
5. System is sel f-contai ned.
6. Consi derabl y more i nstrumentati on must be install ed.
Convection Heaters
Heaters i n which all the heat transfer i s convecti ve (there i s
no radiant secti on) are unique modi fi cati ons of di rect fired
heaters. Because al l aspects of the operation, e.g., fuel com-
busti on, combustion gas temperature, tube wal l temperature,
etc., are control led, these heaters are i deal ly suited for offshore
platforms and other appl i cations that demand a high degree
of safety.
Fig. 8-27 is a sketch of a convecti on heater, with recycle
regul ati ng the heat fl ux. The cyl i ndrical steel shell i s i nter -
nall y i nsul ated wi th l i ght castabl e or cerami c fiber, and the
combusti on and heat exchange secti ons are separated by an
i nsulated wal l . The fuel gas and al l of the combusti on ai r are
fed to the short-fl ame, pre-mi x burners. The combusti on gases
mi x rapi dly wi th recycled stack gases to produce the i nl et gas
to the heat exchange secti on. Thi s gas at 650-815C fl ows un-
der the divi ding wal l and then upward across the finned tubes
of the process coi l . Part of the cool ed gas at 175-260C l eaves
as stack gas and the remainder i s recycl ed. The flow i n the
process coi l i s downward and counter-current to the hot gases.
FIG. 8-28
Water Bath Indirect Heater
8-25
Recycl i ng some of the stack gas contr ols the inl et gas tem-
perature to the heat exchange secti on, and i n turn the maxi -
mum fi l m temperature of the process stream. The combi ned
vol ume of the combusti on and recycl ed gases i s much greater
than that i n most di rect fi red heaters. Thi s results in hi gher
gas velociti es, hi gher external heat transfer coeffi ci ents, and
a smal l er process coil surface area. The thermal effi ciency i s
hi gh because pre-mi x burners operate sati sfactoril y at 10%
excess ai r and the stack gas temperature can be as low as 38C
above the i nlet process stream temperature. The pri ce pai d for
thi s i s the el ectri ci ty to run the recircul ati on fan; thi s i s usu-
al ly more than offset by the fuel savi ng.
FIRETUBE HEATERS
Firetube heaters range i n duty from 17.6 kW gl ycol reboi l ers
to 3500 kW oi l or gas pi pel ine heaters. The desi gn, control s,
and operati on of fi retube heaters vary wi del y from those used
i n si mpl e, unattended wel l head equi pment to those used i n
compl ex, wel l-i nstrumented, gas pl ants.
Water Bath Heaters
Fig. 8-28 i s a sketch of an i ndi rect fi red water bath heater.
Thi s design i s typical of all i ndi rect fired vessel s. The fi retube
i s in the bath i n the l ower hal f of the vessel and the process
coi l i s i n the upper hal f of the vessel . The heat transfer me-
dium, i n thi s case water, fi ll s the vessel . A fi ll hatch, drai n,
wel ls for thermostats, and a coi l to preheat the fuel are stand-
ard. Si zes range from 600 mm OD by 1.5 m l ong to 3600 mm
OD by 9 m l ong. Onl y one fi retube i s needed bel ow 1465 kW.
Some small heaters are uninsulated. More frequently 25 to
50 mm of weatherproof ceramic fiber or light castable insulation
is placed around the cylindrical shell. The ends are left bare so
as not to impede access to the coil, burner, or stack. As shown in
Example 8-7, insulation can reduce heat losses up to 75%.
A long l azy yel l ow fl ame i ncreases the fire tube l ife and i n-
creases the radi ant flame area.
Almost every coi l bundle requi res a uni que design to meet
the requi rements of heat duty, worki ng pressure, corrosi on al -
l owance, sour gas service, NACE MR-01-75, and governing
codes, usual l y ASME Secti on VI I or ANSI B31.3. Use of a P-H
diagram wi l l simpl i fy cal cul ati ons when both sensi ble and l a-
tent heat changes occur i n the process stream.
Example 8-11 What heat duty i s requi red to vaporize
10 m
3
/hr of l i qui d propane at 15C and 1600 kPa (ga) and su-
perheat the vapor by 10C?
Solution Steps
Refer to Section 24 Thermodynami cs and the P-H di agram
for propane. At 15C and 1701 kPa (abs) the enthal py of pro-
pane i s 547 kJ/kg. The exit enthal py at 61C (10C above the
dew poi nt) and 1701 kPa (abs) i s 950 kJ/kg. The l i qui d densi ty
i s 510.2 kg/m
3
.
q
l
10m
3
/hr
M (10) (510.2) 5102 kg /hr
UHT (M / 3600) (H
2
H
1
)
FIG. 8-29
Methane Pressure-Enthalpy Diagram
Heater
Bath Temp.
C
Outside Coil
Bundle h
o
W/(m
2
K)
Firetube Flux
Q/A
kW/m
2
Stack Temp.
C
Firetube
Efficiency
NTE %
Water Bath 8291 910 3241 400480 7682
50 % Ethyl ene Gl ycol 9196 650 2532 425480 7680
Low Pressure Steam 118121 5680 4757 425480 7680
Hot Oi l 149288 230 1925 480590 7176
Mol ten Salt 204427 1135 4757 535650 6874
TEG Reboi ler 177204 1925 425 7580
Amine Reboi l er 118132 2132 480 7580
FIG. 8-30
Typical Bath Properties for Firetube Heaters
8-26
(5102 / 3600) (950 547) 571.1 kW
Usual ly l ong radi us return bends connect the passes i n the
serpenti ne coi l; however, short radi us return bends someti mes
fi t the coi l bundl e i nto the shel l . The heat duty and pressure
drop determine the pi pe di ameter and the number of paral l el
flow paths and passes in the process coi l . Often the internal
process stream heat transfer coeffi ci ent is much l arger than
the external water bath coeffi ci ent, e.g., Exampl e 8-4. Two
parall el fl ow paths of four passes may be an alternati ve heat
transfer desi gn to one flow path of eight passes. The effect on
the process stream pressure drop is si gni fi cant. Because the
pressure drop for turbul ent fl ow is proporti onal to the 1.83
power of the vel ocity and the pi pe l ength per pass has been
halved, the two fl ow path pressure drop approaches one sev-
enth of that for one pass.
I n many wel l head appl i cations the coi l contai ns a choke that
throttl es the gas from wel l pressure to processi ng or pi pel i ne
pressure. Thi s di vi des the coi l i nto preheat and postheat
passes. The rapi d expansi on i s i senthal pi c and, i f the gas tem-
perature fall s too l ow, hydrates form.
Example 8-12 Fi nd the opti mum di stri buti on between pre-
heat and postheat duty for expandi ng methane from 20 000
kPa (abs) and 25C (see poi nt C i n Fi g. 8-29) to 7000 kPa (abs)
and 35C.
Solution Steps
Refer to Fi g. 8-29 whi ch is a P-H diagram for CH
4
on whi ch
the l i ne AGB for hydrate formati on i s superi mposed. (Thi s i s
a combi nati on of Fi gures 20-15 and 24-23.) Consider the fol -
l owing three alternati ve paths.
Path CDE expands the gas i mmedi atel y and then heats it.
Thi s resul ts i n the smal l est coi l area because the l argest log
mean temperature di fference between the water bath and the
methane is avai l abl e. But the expansion crosses the hydrate
l i ne and the gas wi l l freeze.
Path CHE suppl i es al l the heat needed and then expands
the gas. Thi s is feasi bl e, but not desirabl e because the l owest
temperature di fference requi res the l argest coi l area.
Path CFGE fi rst heats the methane so that the expansi on
just touches the hydrate li ne, expands i t, and heats to the exi t
temperature. This is the mini mum coi l area that corresponds
to an operabl e path. So:
Preheat duty: (970 900) = 70 kJ/kg
Postheat duty: (1040 970) = 70 kJ/kg
I n practice, some penetration of the hydrate line is possible;
and the balance between preheat and postheat passes is such
that the lowest temperature is 5 to 8C below the hydrate line.
Freezing of the water bath i s a potenti al probl em. I f the
heater i s insul ated, a conti nuous pi l ot suffi ces. Several differ -
ent anti freeze addi tives have been tri ed and al l have short-
comings:
Methyl al cohol i s vol ati le and has to be repl enished. I t i s
al so a fi re hazard.
Cal ci um chl ori de and rock sal t in concentrations that are
effective are very corrosi ve.
Gl ycol s are general l y accepted as the safest and most
troubl e-free addi tive. The decomposi tion products are
aci dic; it i s recommended that corrosi on and rust i nhi bi -
tors be used concurrentl y.
FIG. 8-31
103 kPa (ga) Steam Bath Heater
8-27
FIG. 8-32
Typical Physical Properties of Hot Oil
Insulation Drain
Section "B" - "B"
Tubesheet Detail
Stack
Expansion
Joint
Thermostat
Conn.
Burner
Front
Fill Conn.
Inlet
Tube
Bundle
Outlet
Section "A" -"A"
FIG. 8-33
Salt Bath Heater
8-28
Glycols reduce the heat transfer coefficient of the bath signifi-
cantly. For example, a 50% by weight solution of ethylene glycol
reduces the firetube flux by 20% and the external bath heat trans-
fer coefficient for the process coil by 40%. (See Fig. 8-30)
Fig. 8-30 compares the bath properties of fire tube heaters.
The advantage of usi ng water as the heat transfer medium i s
apparent. The rel ati vely l ow bath temperature resul ts i n the
l owest stack temper ature and the hi ghest fi retube effi ci ency.
Note that the firetube effi ci ency does not account for heat
l osses. For large wel l insul ated heaters the overal l process
NTE may exceed 80%. But for smal l uninsul ated heaters wi th
i ntermittent operation the process NTE may be as l ow as 60%.
Low Pressure Steam Heaters
When a process stream temperature of 70 to 100C i s
needed, a 104 kPa (ga) steam heater can be used to reduce the
requi red si ze of the tube bundle. Construction, shown in
Fi g. 8-31, i s under ASME Section I V code. Steam outlet and
condensate return connecti ons are standard so that the steam
may be used in external exchangers i f desi red. The condensing
steam has an external process coi l heat transfer coeffi ci ent of
4540-6800 W/(m
2
K). I t i s i mportant to vent al l air at start-up.
With insul ati on and control s, the NTE can be as much as 80%,
whi ch i s cl ose to the effi ci ency for a fi retube.
Hot Oil Heaters
These heaters furnish a heati ng bath to 315C or hi gher,
whi ch i s hot enough for dry desi ccant or hydrocarbon recovery
regenerati on gas. Another less severe appl i cation i s heavi er
hydrocarbon vaporization pri or to i njecti on i nto a gas pi pel i ne
to rai se the heati ng val ue.
Manufactured heat transfer oi l s are bl ended for about a
110C operati ng range. For example, Fi g. 8-32 gi ves typi cal
heat transfer properti es for a 150 to 290C polyphenyl ether.
The advantages of hot oi l s are:
Low vapor pressure at ambient temperature
Al ways l i qui d and easy to handl e
Bl ended for a speci fic temperature range
Hi gher speci fi c heat than normal l y occurri ng hydrocar -
bons
The di sadvantages i ncl ude:
Escapi ng vapors are environmental l y undesi rabl e
Low heat transfer properties, see Fig. 8-30. (The firetube
flux is half that of a water bath heater and the external
process coil heat transfer coefficient is about one quarter.)
Usual l y an ANSI Class 300 fl ange desi gn i s requi red
When overheated, the oi ls wil l oxidi ze and coke on the
firetube. Also, they can be i gni ted
Ethers are expensi ve
The ethers are hygroscopi c and must be kept dry
Molten Salt Heaters
Molten sal t baths operate at 200 to 425C. They are mi x-
tures of sodium ni trate and the ni tri tes of sodium and potas-
si um. The advantages include:
Good heat transfer properti es, see Fi g. 8-30. The fi retube
flux is as hi gh as that for a low pressure steam heater.
Note the process coi l heat transfer coeffici ent of
LLC
Lean
Amine
Outlet
Weir
Vapor
Outlet
Fill
Conn.
Relief
Valve Conn.
Press.
Gauge Conn.
Press.
Conn.
LLSD
Stack
Burner
Front
Removable
Firetube
Rich Amine
Inlet
Drain
Firetube
Gauge Glass Conn. Water Level
FIG. 8-34
Amine Reboiler
8-29
1135 W/(m
2
K) i s parti al ly due to the smal l di ameter
tubes that usuall y compri se the coi l bundl e.
Thermal l y stabl e to 540C.
The sal t wi l l not i gnite.
The di sadvantages are:
More diffi cul t to handle, l arge l umps must be broken up.
The sal t i s hygroscopi c. I f wet, i t decrepi tates on mel ting
and i s hazardous.
Because of the hi gher operati ng temperature there are no
flange joints on the shel l except for the sal t loadi ng hatch, see
Fi g. 8-33. On large heaters the expansi on of the fi retube may
be suffi cient to warrant an expansi on joint for the stack. The
shel l is i nsul ated to protect personnel.
One of the requi rements for heati ng regenerati on gas i s a
very l ow pressure drop across the coil bundl e. To real i ze thi s
and stil l obtai n good heat transfer, the coil bundl e consists of
many, smal l di ameter, U-tubes i n paral lel . These are welded
i nto a tube sheet that i s attached to a channel header. To re-
duce thermal stresses caused by the col d i nl et gas, the i nl et
half of the tube sheet i s i nsul ated.
Direct Fired Reboilers
Gas treati ng and dehydrati on frequentl y empl oy di rect fired
reboi lers. More detail ed process descri ptions are given in Sec-
tions 20 and 21. Fi g. 8-34 is a sketch of a typi cal di rect fired
reboi ler. The ri ch flui d containi ng the sour gas or water i s
boil ed in the reboi l er to remove the sour gas or the water. The
l ean fl ui d then i s used to treat or dehydrate the process gas
stream agai n. Surge tanks for the lean flui d may be i ntegral
wi th the reboi ler as shown, or may be mounted as a separate
vessel beneath the reboi l er.
Firetubes, Burners, Stacks
Firetubes typi cal l y range from 150 to 750 mm I D and from
1525 to 9140 mm l ong. Normal l y the burner fl ame extends
hal fway down the fi rst l eg. A mi tered joi nt return bend i s used
to reduce the resi stance to fl ow of the combusti on gases.
Example 8-13 What i s the fi retube flux when the combus-
tion gases are at 1540C and the fi retube wall i s at 150C.
Assume that the fuel is natural gas and the heat rel ease i s
1.2 MW wi th 10% excess ai r in a 0.6 m I D pi pe.
Solution Steps
Refer to example 8-6. The radi ant heat flux i s 53.27 kW/m
2
.
The convective heat fl ux must be added.
r = 1400 kg /MW heat rel ease (Fi g. 8-21)
Combustion gas fl ow is (1.2)(1400) = 1680 kg/hr
From Eq 8-7, 8-8b and 8-9a and Fi g. 8-5
Nu 0.023 Re
0.8
Pr
0.33
w
_
,
0.14
(Fig. 85)
h D
k
0.023 Re
0.8
Pr
0.33
w
_
,
0.14
k = 0.066 W/(m C) at 950C
C
p
= 1.04 kJ/(kg C)
b
= 0.045 mPa s
W
= 0.023 mPa s
h 0.023 Re
0.8
P
r
0.33
w
_
,
0.14
k
D
0.023
(0.6)(1680)
0.6
2
4
0.045
1000
3600
_
0.8
(1.04)(0.045)
0.066
1
1
]
0.33
0.045
0.023
_
,
0.14
0.0665
0.6
7.45 W/(m
2
C)
Q/A
c
= 7.45 (1540 - 150) = 10 355 W/m
2
Total heat fl ux = 53 271 + 10 355 = 63 626 W/m
2
Thi s i s a maxi mum firetube fl ux and i s typi cal onl y for water
bath or low pressure steam heaters.
Even though firetube fai lure i s rare, i t i s advisabl e to pre-
vent movement or flexi ng wi th restrai ni ng bars. Thi s prevents
weakeni ng of the wel d joints at the end plate. I n addi tion,
when the fuel is oi l , i ncl ude a drai n wi th pl ug i n the bottom of
the fi retube l eg between the end pl ate and the burner fl ange.
Then the firetube can be drai ned i f any oi l acci dental l y gets
past the burner.
I nspi rati ng parti al pre-mi x burners are used i n the vast ma-
jori ty of fi retube heaters. The gas is preheated before expan-
si on, flow control , and fl ow through the burner. Whi le the
burner draws the pri mary ai r i nto the firetube, i t i s the stack
draft, usual l y less than 25 mm H
2
O, that overcomes the pres-
sure drop of the combustion gas fl ow and admi ts the secondary
ai r. The stack height i s 3 to 6 m.
An al ternati ve to the burner front shown i n the equipment
sketches i s a fl ame arrestor, the el ement of whi ch provi des
many smal l tortuous paths between rol led sheets of thin cor -
rugated alumi num. Sucki ng the combusti on ai r through the
el ement i s an additi onal pressure drop for the stack draft to
overcome. The term arrestor is somewhat of a mi snomer be-
cause any fi re i n the firetube or around the burner i s contai ned
rather than exti ngui shed. The passage through the arrestor
cool s the gas so that external combustion does not occur.
Controls
Fig. 8-35 shows an exampl e control system for an i ndi rect
fired heater. Fig. 8-36 l i sts the shutdown/alarms as shown
wi th some comments about the proper i nstal l ation and use of
these parti cul ar devices. The control system as depicted by
these figures shoul d not be consi dered complete but onl y
representative of the condi ti ons to be careful l y consi dered in
designi ng a control system for fi red equipment. The control s
probabl y vary more than the desi gn of the heater. For exampl e,
a wel l head l i ne heater or gl ycol dehydrator may have no more
than an on-off thermostat for the mai n burner and a small
continuous pil ot. A li ne heater, hydrocarbon vapori zer, or
ami ne reboil er may have al l of the control s l i sted i n Fi g. 8-36.
Troubleshooting
The fol l owi ng probl ems can occur wi th firetube heaters.
Bath level loss can be the resul t of too high a bath tem-
perature. Thi s is often caused by the temperature con-
trol ler on the process stream. Foul i ng of the process coi l ,
i nternal and/or external, means a hotter bath i s needed
to accompl i sh the same heat transfer. The coi l shoul d be
removed and cleaned.
8-30
Note: Al ar ms and shutdowns as shown ar e not to be consi der ed as meeti ng any mi ni mum safety requi r ement but ar e shown as repr e-
sentati ve of types used for control systems.
Schematic
Label
Alarm/Shutdown
Description
Line
Heater
Hydrocarbon
Reboiler
Low Pressure
Steam Heater
Hot Oil or
Salt Heater
Glycol
Reboiler
Amine
Reboiler
TSDH-2 Hi gh Bath Temper atur e No
Note 1, 2
Yes No Yes Yes Yes
LSL Low Bath Level No
Note 2
No Yes Yes
Note 3
No
Note 2, 3
Yes
Note 2, 3
PSL Low Fuel Pr essur e Yes
Note 4
Yes Yes Yes
Note 4
Yes Yes
PSH Hi gh Fuel Pr essur e Yes
Note 4
Yes Yes Yes
Note 4
Yes Yes
BSL Fl ame Fai l ur e Detecti on No
Note 2, 5
Yes
Note 5
No
Note 2
Yes
Note 5
No
Note 2
No
Note 2
PSH Hi gh Vessel Pr essur e No No Yes
Note 6
No No Yes
Note 6
Notes:
1. When the pr ocess stream i s oi l , a hi gh bath temper ature shut down precl udes the danger of coki ng.
2. Thi s i nstr umentati on i s for heaters l ocated i n gas pr ocessi ng secti ons. Wel l head uni ts have a mi ni mum of contr ol s.
3. Low bath l evel protects both the fi retube and bath when i t wi l l coke (hot oi l s, gl ycol , ami ne) or decompose (mol ten sal t).
4. Low/hi gh fuel pr essur e i s al ways used when the fuel gas i s taken fr om the exi t process str eam.
5. Opti cal UV scanners or fl ame rods shoul d be used because of the speed of r esponse.
6. Code r equi r ements, ASME Secti on I V or VI I I .
FIG. 8-36
Bath Heater Alarm/Shutdown Description
FIG. 8-35
Indirect Fired Heater
8-31
I f fouli ng of the coi l s i s not the probl em, water l osses can be
reduced wi th a vapor recovery exchanger mounted on top of
the heater shel l . I t consi sts of thi n tubes that condense the
water vapor. Vapor l osses can also be reduced by alteri ng the
composi ti on of the heat medi um or, i n drastic cases, by chang-
i ng the heat medium.
Shell side corrosion is caused by decompositi on of the
bath. (The decomposi tion products of ami nes and gl ycol s
are corrosi ve.) Some decomposi ti on and corrosi on i s i n-
evi table; however, excessive decomposi ti on i s usuall y
due to overheati ng near the fi retube. Corrosion i nhi bi -
tors are commonly added. There are numerous reasons
for overheati ng the bath: l ocali zed ineffective heat
transfer caused by foul i ng, excessi ve fl ame i mpi nge-
ment, etc. An improper fl ame can someti mes be modi fi ed
wi thout system shutdown. Fouli ng, however, requi res re-
moval of the fi retube.
Inadequate heat transfer may resul t from improper
flame, under-fi ri ng, fi retube fouli ng, coi l foul i ng, poor
shel l fl uid dynami cs, too smal l a fi retube or coi l , etc. I f i t
i s not i mproper design, then i t is most l ikel y foul i ng or
an i mproper fl ame. The sol uti on may be a simpl e burner
adjustment to correct the ai r to fuel mi xture.
High stack temperature can be the result of an im-
proper air to fuel mi xture. A l eak of combusti bl e materi al
from the process si de to the fi retube i s al so a cause. I t
can also be the resul t of excessive soot deposi ti on i n the
firetube.
Firetube failure is most commonly caused by localized
overheating and subsequent metallurgical failure. These
hot spots are caused by hydrocarbon coking and deposi -
tion on the bath side. Firetube corrosion is caused by burn-
ing acid gases for fuel. The most damaging corrosion occurs
in the burner assembly. There is little that can be done ex-
End View of
Heat Exchanger
Firetube Economizer
TC
Flame Arrestor
FIG. 8-37
Methods to Increase Firetube Heat Transfer
Firetube Turbulator
8-32
cept to change the fuel and this may be impractical.
Proper metallurgy is essential when burning acid gases.
High or low fuel gas pressure can have a dramati c
effect on the operati on of a firetube heater. Burners are
typi cal l y rated as heat output at a speci fi ed fuel pressure.
A si gni fi cantl y l ower pressure means i nadequate heat
rel ease. Si gni fi cantl y hi gher pressure causes over-fi ring
and overheating. The most common causes of a fuel gas
pressure probl em are the fai l ure of a pressure regul ator
or an unacceptabl y l ow supply pressure.
Improved Thermal Efficiency
Economic i ncenti ves have promoted the devel opment of de-
vi ces to improve the thermal effi ci ency, i .e., reduce the excess
ai r and the stack temperature.
Control of the flow of air into the firetube or the gas flow in the
stack with dampers is sensitive because the relatively weak stack
draft is easily influenced by an additional pressure drop. Several
designs are available: axially rotating vanes around the burner,
a pivoting horseshoe around the burner, a hinged plate over the
air inlet duct, a rotating plate in the stack, etc.
Methods to increase fi retube heat transfer are shown in
Fi g. 8-37. An economi zer (end vi ew) consi sti ng of l ongi tudi -
nal l y finned tubes i nserted i nto the return l eg of the fi retube
adds heat transfer surface; a turbul ator i ncreases the heat
transfer coeffi ci ent; and internal fi ns both add area and i n-
crease turbulence. Often addi ti onal equipment, e.g., a pump
to circul ate the bath through the economi zer or an actuator to
positi on the damper, is needed.
Wi th good control of the excess ai r, i .e., 5% to 10% and a stack
temperature of 200C, the NTE approaches 90%. However, the
pressure drop across the fi retube i ncreases and the stack draft
decreases. Thi s means that a forced draft burner may be re-
quired. The economics are usual l y favorabl e and short payout
peri ods for these modi fi cati ons are common.
HOT OIL SYSTEM
A si mpl ifi ed schemati c of the major components of a hot oil
system i s gi ven in Fi g. 8-38. The heat transfer medi um i s
pumped through a fired heater to the heat exchangers and
returns to the pump sucti on surge vessel. I n some cases a fired
heater i s repl aced by a waste heat source, such as the exhaust
stack of a fired turbi ne. The sli p-stream (typi cal ly l ess than
5%) fi lter i s opti onal but it wil l hel p to retain the performance
characteristi cs of the heat medi um.
Proper desi gn of the heater is cri tical for sati sfactory opera-
tion. The heat transfer fl ui d must have suffi cient vel oci ty, gen-
eral l y 1.2 to 3 m/s, to avoi d excessi ve fi l m temperatures on the
heater tubes. Hot spots can lead to tube fai l ure and fl uid deg-
radati on. Design and capaci ty of a heater shoul d be l i mi ted so
that the maxi mum fi l m temperature does not exceed the maxi -
mum recommended operati ng temperature of the flui d.
FIG. 8-38
Example Hot Oil System
8-33
The surge vessel i s provided wi th bl anket gas and vent con-
nections. Expansi on room for the hot oi l from ambi ent to op-
erating condi ti ons must be provided. On smal l systems the
surge tank may be si zed to hol d all of the heat medium. Two
pipi ng arrangements are used for the surge vessel ; flow
through the vessel or the vessel as a surge ri ding on the pump
sucti on li ne.
Pump head requi rements are usual l y 275 to 550 kPa. Fre-
quently the pump i s spared and provi ded wi th i solating val ves
for servi ci ng. A sl ip-stream should pass through the off-l i ne
pump to mai ntai n the off-l ine pump at operati ng temperature.
Sel ecti on of pumps shoul d consider the hi gh operati ng tem-
perature and i ts effect on seal s, packi ng rings, and gaskets.
Sli ght l eakage may occur at startup; the pump gland shoul d
not be ti ghtened unti l the system reaches operati ng tempera-
ture. Sucti on strai ners should be used duri ng startup.
Pipi ng desi gn and i nstall ati on must i ncl ude consi derati on
to mi nimize vapor traps and to rel i eve expansi on and contrac-
tion stresses. The number of flanges i n a hot oi l system shoul d
be mi nimized; ANSI Class 300 l b fl anges wi l l ai d in mi ni mi z-
i ng l eakage.
Duri ng i ni ti al startup, the system may contai n water, whi ch
must be slowl y vapori zed and removed. The surge vessel i s
sometimes the hi gh point i n the system to ai d in this operation.
On shutdown, fl uid shoul d be kept circul ati ng to di ssipate re-
si dual refractory heat. Pl anned mai ntenance shoul d i ncl ude
anal ysi s of the heat transfer medi um, inspection of i nsulation,
and i nspecti on of heater and mechani cal equi pment.
Consul t suppl iers of hot oi l s to obtai n desi gn i nformati on
such as Fi g. 8-32 or suggesti ons such as reference 12.
WASTE HEAT RECOVERY
Economical and envi ronmental consi derati ons may lead to
the use of waste heat recovery systems. Flue gases from fired
equi pment, combusti on engines and gas turbi nes are common
heat sources for consi deration to use waste heat recovery. The
recovered heat may be used i n the same equi pment to i ncrease
i ts thermal effici ency and to suppl y heat to other equi pment.
Fi red equipment al so may combi ne the heati ng of several proc-
ess streams at di fferent temperatures. Typi cal appli cati ons i n-
clude combusti on ai r and/or fuel preheati ng i n the same
equi pment. Burners can be sel f-recuperative and sel f-regen-
erative. Some appl icati ons i ncl ude additi onal heat input by
refi ri ng.
Heat transfer systems may have:
Streams contact, as i n bubbli ng flue gases i n water heat-
ers.
No contact of streams, as i n shel l and tube heat exchang-
ers.
An intermedi ate heat transfer fl ui d by forced ci rcul ati on
as in pumped oi l systems, or by natural ci rcul ati on as in
thermosyphons. The i ntermedi ate fl uid may have a
phase change as i n heat pipes.
A soli d heat transfer medi a, such as i n rotary or al ternat-
i ng regenerati ve devi ces.
I n some special devices, such as combustion engine and turbine
exhaust gas silencers, a fluid is circulated for heat recovery.
Appli cati ons of waste heat recovery from fi red equi pment,
combusti on engi ne and gas turbi ne flue gases include process
stream heati ng, water heating, steam generati on, li quids and
sol i ds regenerati on, heat supply to absorption chil l ers, com-
bi ned heat and power systems, and mechani cal power as in
turbochargers. Heat recovery equipment introduces addi -
tional head l osses i n the flue gas path, wi th the consequence
of possi ble changes i n requi red stack height, fan power, and
damper posi tion. I n the case of combusti on engi nes and gas
turbines, there i s a l oss of power.
Exhaust gases from equi pment with hi gh excess ai r, such as
gas turbi nes whi ch contai n 13 to 17% mol ar vol ume of oxygen,
temperatures between 455 and 565C and pressures up to
2.5 kPa (ga) may be used to suppl y the oxygen for the combus-
tion of fuels i n fi red heaters.
REFERENCES
1. Nor th Amer i can Manufacturi ng Corp., Combusti on Handbook,
Second Edi ti on, 1978.
2. Lauer, B. E., Oi l & Gas Jour nal , Ser i es 8-18-52 to 11-2-53.
3. Per r y, R. H. and Chi l ton, C. H., Edi tor s, Chemi cal Engi neer i ng
Handbook, Fi fth Edi ti on, 1973.
4. Escoa Fi ntube Cor p. Engi neer i ng Manual , 1979.
5. Kentube Company, Desi gn Br ochure, 1973.
6. Buthod, A. P. and Manni ng, W. P., Uni ver si ty of Tul sa, Per sonal
Communi cati on.
7. McAdams, W. H., Heat Tr ansmi ssi on, Thi r d Edi ti on, 1954.
8. Ker n, D. Q., Pr ocess Heat Tr ansfer, 1950.
9. Wi mpr ess, P. H., Hydrocar bon Pr ocess & Petrol eum Ref., Vol -
ume 42, No. 10, 117, 1963.
10. Lobo, W. E. and Evans, J. F., AI ChE Tr ans., Vol ume 35, 743, 1939.
11. Nel son, W. L., Oi l & Gas Journal , Januar y 4, 1947, p. 77.
12. Dow Cor ni ng Corp., Heat Transfer System Desi gn Checkl i st,
Ver si on 1.2, For m 24-250-85.
13. API RP 11T, I nstal l ati on and Oper ati on of Wet Steam Gener-
ator s, USA.
14. API SPEC 12K, I ndi r ect-Type Oi l Fi el d Heater s, USA.
15. API RP 12N, Oper ati ons, Mai ntenance and Testi ng of Fi r ebox
Fl ame Ar r estors, USA.
16. API RP 530, "Cal cul ati on of Heater Tube Thi ckness i n Petr ol eum
Refi ner i es," USA.
17. API RP 531M, Measur ement of Noi se fr om Fi r ed Pr ocess Heat-
er s,USA.
18. API RP 532, "Measur ement of Ther mal Effi ci ency of Fi r ed Pr oc-
ess Heater s," USA.
19. API RP 533, Ai r Pr eheat Systems for Process Heater s, USA.
20. API STD 534, Heat Recover y Steam Gener ators, USA.
21. API PUBL 535, Bur ner s for Fi r ed Heater s i n General Refi nery
Ser vi ces, USA
22. API RP 550, "Manual on I nstal l ati ons of Refi ner y I nstr uments
and Contr ol Systems, Par t I I I , Fi r ed Heaters and I ner t Gas Gen-
er ators."
23. API STD 560," Fi r ed Heater s for General Refi ner y Servi ces,"
USA.
24. API RP 573, I nspecti on of Fi red Boi l er s and Heater s, USA.
25. API PUBL 4365, Char acter i zati on of Par ti cul ate Emi ssi ons
from Refi ner y Pr ocess Heater s and Boi l ers, USA.
26. AI ChE, Fi r ed Heater s, A Gui de to Per formance Eval uati ons,
USA.
8-34
27. AGA, Gas Engi neers Handbook, 1st Edi ti on, I ndustr i al Pr ess
I nc., N.Y., USA.
28. I GE/TM/2, I nternati onal I ndex of Safety Standar ds and Codes
Rel ati ng to Gas Uti l i sati on i n I ndustr y and Commer ce, The I n-
sti tuti on of Gas Engi neers, Engl and.
29. I GE COMMUNI CATI ON 1507, The Devel opment of Gr oundwa-
ter Heati ng at Pr essur e Reducti on Stati ons, The I nsti tuti on of
Gas Engi neer s, Engl and.
30. SALFORD UNI VERSI TY, Centr e for Natural Gas Engi neeri ng,
Gas Uti l i sati on Cour ses Notes, Dr. Rober t Pr i tchar d, Engl and.
31. NFPA 85A, "Preventi on of Furnace Expl osi ons i n Fuel Oi l - and
Natur al Gas-Fi r ed Si ngl e Burner Boi l er-Furnaces," USA.
32. NFPA 85B, "Preventi on of Fur nace Expl osi ons i n Natur al Gas-
Fi r ed Mul ti pl e Bur ner Boi l er-Fur naces," USA.
33. NFPA 85D, "Pr eventi on of Furnace Expl osi ons i n Fuel Oi l -Fi r ed
Mul ti pl e Bur ner Boi l er-Fur naces," USA.
34. NFPA 85G, "Pr eventi on of Furnace I mpl osi ons i n Mul ti pl e
Bur ner Boi l er -Fur naces," USA.
35. I del chi ck, I .E., Handbook of Hydr aul i c Resi stance, 1960, Tr ans-
l ated fr om Russi an by I sr ael Program for Sci enti fi c Tr ansl ati ons
1966, Reproduced by U.S. Department of Commer ce. Russi a.
36. Mi l l er, D.S., I nter nal Fl ow Systems, Vol . 5 i n the BHRA Fl ui d
Engi neer i ng Ser i es, 1978, Engl and.
37. Nel son, W.L., Petrol eum Refi ner y Engi neeri ng, 4th Edi ti on, USA.
38. Pi tts, D.R. and Si ssom, L.E., Heat Tr ansfer Theor y and Pr obl ems,
1977, USA.
39. Potter, J.P., Power Pl ant Theory and Desi gn, 2nd Edi ti on, 1959,
USA.
40. Pri tchar d, R., Guy, J.J., and Connor, N.E., I ndustri al Gas Uti l i -
sati on, 1977, Engl and.
8-35
S-ar putea să vă placă și
- Fired Heater Design and SimulationDocument6 paginiFired Heater Design and SimulationHarold Fernando Guavita Reyes0% (1)
- Fired Heater DesignDocument18 paginiFired Heater Designtalhawasim100% (5)
- Handbook for Transversely Finned Tube Heat Exchanger DesignDe la EverandHandbook for Transversely Finned Tube Heat Exchanger DesignÎncă nu există evaluări
- Design and Rating of Fired HeatersDocument33 paginiDesign and Rating of Fired HeatersRishabh Jain100% (1)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDe la EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentÎncă nu există evaluări
- Check Fired Heater Performance CalculationDocument3 paginiCheck Fired Heater Performance CalculationPutra PradanaÎncă nu există evaluări
- Fired Heater - 2013 FW TalkDocument38 paginiFired Heater - 2013 FW TalkSong Hoe100% (2)
- Optimize Fired Heater Operations To Save MoneyDocument8 paginiOptimize Fired Heater Operations To Save Moneyyogitadoda100% (2)
- Fired Heater DesignDocument32 paginiFired Heater DesignGanesh KumarÎncă nu există evaluări
- Fired Heater DesignDocument47 paginiFired Heater DesignMarcel100% (4)
- Revamp Fired Heaters To Increase CapacityDocument8 paginiRevamp Fired Heaters To Increase Capacityyogitadoda100% (3)
- 8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case StudyDocument27 pagini8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case Studyfawmer61Încă nu există evaluări
- Fired Heater Design PDFDocument12 paginiFired Heater Design PDFSterlingÎncă nu există evaluări
- Gas Sweetening and Processing Field ManualDe la EverandGas Sweetening and Processing Field ManualEvaluare: 4 din 5 stele4/5 (7)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsDe la EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsEvaluare: 4 din 5 stele4/5 (6)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyDe la EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyEvaluare: 5 din 5 stele5/5 (1)
- Energy and Process Optimization for the Process IndustriesDe la EverandEnergy and Process Optimization for the Process IndustriesÎncă nu există evaluări
- Fuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsDe la EverandFuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsÎncă nu există evaluări
- Biomass Gasification, Pyrolysis and Torrefaction: Practical Design and TheoryDe la EverandBiomass Gasification, Pyrolysis and Torrefaction: Practical Design and TheoryEvaluare: 2 din 5 stele2/5 (1)
- Heater Design ProcedureDocument19 paginiHeater Design ProcedureLuis Enrique Leyva OvalleÎncă nu există evaluări
- UOP 2-12-5 Fired HeatersDocument45 paginiUOP 2-12-5 Fired Heaterskaboomi47100% (7)
- Kettle ChoiceDocument5 paginiKettle ChoiceHow Jie WeiÎncă nu există evaluări
- Direct Fired Process Heaters - Design and Fabrication PDFDocument41 paginiDirect Fired Process Heaters - Design and Fabrication PDFvb_pol@yahooÎncă nu există evaluări
- Fired HeaterDocument28 paginiFired HeaterRapee PuaksungnoenÎncă nu există evaluări
- Fired Heater PDFDocument28 paginiFired Heater PDFzaza100% (1)
- Safety Fired Heater PDFDocument5 paginiSafety Fired Heater PDFtryabednegoÎncă nu există evaluări
- Fire Heat PDFDocument231 paginiFire Heat PDFasif rahimÎncă nu există evaluări
- Fire HeatDocument231 paginiFire HeatprabhuarunkumarÎncă nu există evaluări
- QB Johnson Water Bath HeaterDocument3 paginiQB Johnson Water Bath HeaterSantosh AdadaÎncă nu există evaluări
- Fired Heater DesignDocument36 paginiFired Heater Designsaminasritn100% (6)
- Steam Reformer HeatersDocument17 paginiSteam Reformer HeatersHassan HaiderÎncă nu există evaluări
- Introduction of Fired HeatersDocument14 paginiIntroduction of Fired HeatersLuis Torres50% (4)
- Combustion Fired Heater EbookDocument40 paginiCombustion Fired Heater Ebookatorresh090675100% (2)
- Smith Industries WaterBath Indirect Heater PDFDocument29 paginiSmith Industries WaterBath Indirect Heater PDFcassindromeÎncă nu există evaluări
- HTFS Presentation 2Document57 paginiHTFS Presentation 2Divyesh Patel100% (1)
- Design and Operating - Fouling CDU HeatersDocument8 paginiDesign and Operating - Fouling CDU HeatersFranklin Santiago Suclla Podesta100% (2)
- Improve Vacuum Heater Reliability: Hydrocarbon ProcessingDocument4 paginiImprove Vacuum Heater Reliability: Hydrocarbon Processingros56Încă nu există evaluări
- Water Bath HeaterDocument3 paginiWater Bath Heaterbinhlam_dlÎncă nu există evaluări
- Section 07 - Fired Heaters PDFDocument112 paginiSection 07 - Fired Heaters PDFaldoacss_148400122Încă nu există evaluări
- Gas-Liquid Vertical Separator PDFDocument2 paginiGas-Liquid Vertical Separator PDFRathish RagooÎncă nu există evaluări
- Fired Heater Presentation - Final97 2003Document40 paginiFired Heater Presentation - Final97 2003Altif Abood100% (2)
- Forced Draft Fan Sizing For Fired HeatersDocument5 paginiForced Draft Fan Sizing For Fired Heatersdlalameen4471Încă nu există evaluări
- ENCON Handbook Fired HeaterDocument18 paginiENCON Handbook Fired HeaterArulvalavan DuraikannanÎncă nu există evaluări
- Heater TubesDocument8 paginiHeater TubesJay LawsonÎncă nu există evaluări
- 7 Quencher DesignDocument8 pagini7 Quencher DesignJozsef Acs100% (1)
- Fired HeatersDocument20 paginiFired HeatersCal100% (5)
- Tray Sizing Presentation PDFDocument105 paginiTray Sizing Presentation PDFLuis Enrique Leyva OvalleÎncă nu există evaluări
- Fired HeatersDocument31 paginiFired Heatersapi-3709413100% (10)
- Thermal OxidisersDocument6 paginiThermal OxidisersMohammed AlShammasiÎncă nu există evaluări
- Heater DesignDocument23 paginiHeater DesignMohamed YoussefÎncă nu există evaluări
- Design of Hot Oil SystemDocument25 paginiDesign of Hot Oil SystemVinicius NoronhaÎncă nu există evaluări
- Quench Tower (Gcu-2), ZeeshanDocument18 paginiQuench Tower (Gcu-2), ZeeshanAnkit Mehrotra100% (1)
- Design of LPG Refigeration System: 1. Copper TubesDocument20 paginiDesign of LPG Refigeration System: 1. Copper TubesJeevan Landge PatilÎncă nu există evaluări
- Heat Exchanger DesignDocument35 paginiHeat Exchanger Designdarkbreaker3244Încă nu există evaluări
- Double Pipe HXDocument67 paginiDouble Pipe HXKendin Yap Fikirleri Diy0% (1)
- Reactor Sizing FinalDocument34 paginiReactor Sizing FinalJobb Six-steps MatheusÎncă nu există evaluări
- Experiment No. 03 Aim: To Determine The Heat Transfer Coefficient in Natural ConvectionDocument6 paginiExperiment No. 03 Aim: To Determine The Heat Transfer Coefficient in Natural Convectionpriya3939Încă nu există evaluări
- Chapter - 3 Forced ConvectionDocument63 paginiChapter - 3 Forced ConvectionRenu Sekaran100% (2)
- Worked Problems Heat ExchangersDocument18 paginiWorked Problems Heat Exchangers521 Balaji OÎncă nu există evaluări
- Process Equipment IntegrityDocument29 paginiProcess Equipment Integrityzorro21072107Încă nu există evaluări
- Process Hazard AnalysisDocument34 paginiProcess Hazard Analysiszorro21072107Încă nu există evaluări
- Diseño de Separadores Por GravedadDocument4 paginiDiseño de Separadores Por GravedadLuciano SalituriÎncă nu există evaluări
- Hydro CyclonesDocument9 paginiHydro CyclonesBambang HadinugrohoÎncă nu există evaluări
- Lion and Rat-Bed Time StoryDocument2 paginiLion and Rat-Bed Time Storyzorro21072107Încă nu există evaluări
- Quantitative Risk AnalysisDocument15 paginiQuantitative Risk Analysiszorro21072107Încă nu există evaluări
- Blue Shark Facts PDFDocument1 paginăBlue Shark Facts PDFzorro21072107Încă nu există evaluări
- Red Ant Facts PDFDocument1 paginăRed Ant Facts PDFzorro21072107Încă nu există evaluări
- CFP BoilerDocument1 paginăCFP Boilerzorro21072107Încă nu există evaluări
- Terrace Wall Design ReformerDocument1 paginăTerrace Wall Design Reformerzorro21072107Încă nu există evaluări
- Book Nursery RhymesDocument5 paginiBook Nursery Rhymeszorro21072107Încă nu există evaluări
- Refinery Partial OxidationDocument1 paginăRefinery Partial Oxidationzorro21072107Încă nu există evaluări
- Yankee Doodle Rhyme PDFDocument1 paginăYankee Doodle Rhyme PDFzorro21072107Încă nu există evaluări
- Cyclone Solid SeparationDocument5 paginiCyclone Solid Separationzorro21072107Încă nu există evaluări
- Design MethodDocument7 paginiDesign Methodzorro21072107Încă nu există evaluări
- Steam Reforming TechnologyDocument1 paginăSteam Reforming Technologyzorro21072107Încă nu există evaluări
- Tangential VelocityDocument2 paginiTangential Velocityzorro21072107Încă nu există evaluări
- Hydrocyclone Flow PatternDocument3 paginiHydrocyclone Flow Patternzorro21072107Încă nu există evaluări
- New Method For Starch ProductionDocument12 paginiNew Method For Starch Productionzorro21072107Încă nu există evaluări
- Hydrocyclone Areas of ApplicationDocument3 paginiHydrocyclone Areas of Applicationzorro21072107Încă nu există evaluări
- Hydrocyclone Mode of OperationDocument1 paginăHydrocyclone Mode of Operationzorro21072107Încă nu există evaluări
- Reference For MechanicsDocument1 paginăReference For Mechanicszorro21072107Încă nu există evaluări
- Air Core in HydrocycloneDocument12 paginiAir Core in Hydrocyclonezorro21072107Încă nu există evaluări
- Hydro Cyclone - Inline SeparationDocument8 paginiHydro Cyclone - Inline Separationzorro21072107Încă nu există evaluări
- CFU and Improvement of SeparationDocument18 paginiCFU and Improvement of Separationzorro21072107Încă nu există evaluări
- Hydrocyclone A Solution To Produced WaterDocument8 paginiHydrocyclone A Solution To Produced Waterzorro21072107Încă nu există evaluări
- HC 3Document12 paginiHC 3zorro21072107Încă nu există evaluări
- HC 6Document2 paginiHC 6zorro21072107Încă nu există evaluări
- Hydrocyclone A Solution To Produced WaterDocument9 paginiHydrocyclone A Solution To Produced Waterzorro21072107Încă nu există evaluări
- Petroleum Science and TechnologyDocument19 paginiPetroleum Science and Technologyzorro21072107Încă nu există evaluări
- Planning IMI International Pressurization SystemsDocument20 paginiPlanning IMI International Pressurization Systemsjack-bcÎncă nu există evaluări
- Froth Processes and The Design of Column Flotation CellsDocument7 paginiFroth Processes and The Design of Column Flotation CellsNataniel LinaresÎncă nu există evaluări
- Chemical Bonding and Molecular Structure Class 11 Notes Chemistry Chapter 11Document1 paginăChemical Bonding and Molecular Structure Class 11 Notes Chemistry Chapter 11Jyoti JaiswalÎncă nu există evaluări
- ReadiGASS Bro 1709Document4 paginiReadiGASS Bro 1709arunkumar277041Încă nu există evaluări
- Dissolved Air Flotation DAF For WastewaterTreatmentDocument39 paginiDissolved Air Flotation DAF For WastewaterTreatmentPriyaÎncă nu există evaluări
- Reservoir Inflow Performance: PET-332 E Production Engineering & Surface FacilitiesDocument36 paginiReservoir Inflow Performance: PET-332 E Production Engineering & Surface Facilities000Încă nu există evaluări
- Periodic Potential of ElectronsDocument47 paginiPeriodic Potential of ElectronsJohnÎncă nu există evaluări
- Pressure: Edited by Ms Shivani Kaur SihraDocument83 paginiPressure: Edited by Ms Shivani Kaur Sihrakrishnasri neelapu100% (1)
- Investigatory Project DETERMINE WHICH ADDED MATERIAL WILL MAKE ICE MELT FASTEST. Naveen Kumar SharmaDocument22 paginiInvestigatory Project DETERMINE WHICH ADDED MATERIAL WILL MAKE ICE MELT FASTEST. Naveen Kumar SharmaSARTHAK AÎncă nu există evaluări
- tối ưu tách nước bằng TEGDocument10 paginitối ưu tách nước bằng TEGTu Dang TrongÎncă nu există evaluări
- Aliran FluidaDocument14 paginiAliran Fluida064 - Rifqa Nabila Mukit - B - 131Încă nu există evaluări
- Steam ChartsDocument11 paginiSteam ChartsiradankeÎncă nu există evaluări
- General Chemsitry 1 Course Test 2 2013Document6 paginiGeneral Chemsitry 1 Course Test 2 2013John BrownÎncă nu există evaluări
- 251Document14 pagini251Menchie LabadanÎncă nu există evaluări
- Study of Water Harvesting Through Condensation in Tripura: National Institute of Technology, AgartalaDocument21 paginiStudy of Water Harvesting Through Condensation in Tripura: National Institute of Technology, AgartalaShubham AgarwalÎncă nu există evaluări
- PapersDocument8 paginiPaperss.ghanbarzadeh72Încă nu există evaluări
- Lab Threestations StudentDocument2 paginiLab Threestations Studentapi-261993279Încă nu există evaluări
- 6states of MatterDocument20 pagini6states of MatterMary Ann OrsuaÎncă nu există evaluări
- Urea Synthesis With Pool CondenserDocument1 paginăUrea Synthesis With Pool Condensersite commissing teamÎncă nu există evaluări
- Colligative PropertiesDocument24 paginiColligative PropertiesONAP PATRICK JOSEPHÎncă nu există evaluări
- Chapter 3-Two-Phase Oil and Gas SeparationDocument56 paginiChapter 3-Two-Phase Oil and Gas SeparationTaha Azab MouridÎncă nu există evaluări
- 2 Hydrostatics ContinuationDocument5 pagini2 Hydrostatics ContinuationPritz Jay Magno TorresÎncă nu există evaluări
- Pressure Gauges Afriso BrandDocument14 paginiPressure Gauges Afriso BrandsssydorenkoÎncă nu există evaluări
- WaterfloodingDocument51 paginiWaterfloodingDuddi Dennisuk100% (3)
- The Enthalpy Water in The Liquid State: Znd. Eng. Chem., 43Document5 paginiThe Enthalpy Water in The Liquid State: Znd. Eng. Chem., 43Gustavo Gabriel JimenezÎncă nu există evaluări
- Solid State Physics 19UPHE02 ODD SEMDocument128 paginiSolid State Physics 19UPHE02 ODD SEMLALITHA MÎncă nu există evaluări
- Variomix Gas-MixerDocument2 paginiVariomix Gas-Mixermike leveilleÎncă nu există evaluări
- Physical Properties of PolymersDocument2 paginiPhysical Properties of Polymersta9127127Încă nu există evaluări
- Geology 446 Hydrology-Hydrogeology Part I of The Lecture Notes. Significance of Water.Document76 paginiGeology 446 Hydrology-Hydrogeology Part I of The Lecture Notes. Significance of Water.Harbinder SinghÎncă nu există evaluări
- R134a TableDocument5 paginiR134a TableAhmed Mahmoud AbouzaidÎncă nu există evaluări