S-ar putea să vă placă și
- Construction and Manufacture of AutomobilesDe la EverandConstruction and Manufacture of AutomobilesEvaluare: 5 din 5 stele5/5 (1)
- Nitro Engine Tuning Guide for BeginnersDocument13 paginiNitro Engine Tuning Guide for BeginnersThoriq B. NusantaraÎncă nu există evaluări
- Types of Carburetors Explained (Under 40Document24 paginiTypes of Carburetors Explained (Under 40Syed Imtinan Ahmed100% (1)
- Section 115 Discharge HeadsDocument42 paginiSection 115 Discharge HeadsMechanicalLatestÎncă nu există evaluări
- KZ Slide Carb Tuning-1Document6 paginiKZ Slide Carb Tuning-1pertonpcÎncă nu există evaluări
- Animal Carb TuningDocument5 paginiAnimal Carb TuningRusty100% (1)
- Pressure Injection CarburetorsDocument96 paginiPressure Injection CarburetorscarlÎncă nu există evaluări
- CarburetorDocument25 paginiCarburetorTrain Placement CellÎncă nu există evaluări
- Om639 EngineDocument4 paginiOm639 EngineFayez AlnamarnehÎncă nu există evaluări
- BMW 2002tii Fuel Injection Manual History and Repair GuideDocument29 paginiBMW 2002tii Fuel Injection Manual History and Repair GuidePancho CrUzÎncă nu există evaluări
- Carbtune PDFDocument22 paginiCarbtune PDFndmvillocilloÎncă nu există evaluări
- Scuderia Topolino - Technical AdviceDocument130 paginiScuderia Topolino - Technical AdviceNikÎncă nu există evaluări
- Carb Pekar K65 K63 TuningDocument20 paginiCarb Pekar K65 K63 TuningtpiuniÎncă nu există evaluări
- Performance and Operating Characterstics of IC Engine PDFDocument91 paginiPerformance and Operating Characterstics of IC Engine PDFSiraye AbirhamÎncă nu există evaluări
- 1929 D40 Full ManualDocument114 pagini1929 D40 Full Manualjorge Angel Lope100% (1)
- A Review On Free Piston EnginesDocument15 paginiA Review On Free Piston EnginesABDUL SHAFI MÎncă nu există evaluări
- 95 Egge KatlogDocument196 pagini95 Egge KatlogMartin J.Încă nu există evaluări
- Altitude Performance Comparison of A Wankel enDocument6 paginiAltitude Performance Comparison of A Wankel enrudey18Încă nu există evaluări
- Index For Holden H-G Series Bulletins Issued Durinf The Years 1949 and 1950Document2 paginiIndex For Holden H-G Series Bulletins Issued Durinf The Years 1949 and 1950Grant Millar100% (2)
- LH2.2 & EZ-F User Manual Issue 2bDocument73 paginiLH2.2 & EZ-F User Manual Issue 2bphilro52Încă nu există evaluări
- Chap4 InstructionsDocument19 paginiChap4 InstructionscriÎncă nu există evaluări
- Two Stroke AircraftDocument10 paginiTwo Stroke AircraftVinti Bhatia100% (1)
- Dellorto Motorcycle Carburetor Tuning Guide: A Guide to the Choice, Setting and Use of Tapered Needle CarburetorsDocument20 paginiDellorto Motorcycle Carburetor Tuning Guide: A Guide to the Choice, Setting and Use of Tapered Needle CarburetorsButt Hair100% (1)
- Cylinder Kreidler TuningDocument6 paginiCylinder Kreidler Tuningfzr67100% (1)
- Valved Two Stroke EngineDocument10 paginiValved Two Stroke EngineBlaž VerdevÎncă nu există evaluări
- 6 Stroke Diesel EngineDocument16 pagini6 Stroke Diesel EngineadityaguptaaÎncă nu există evaluări
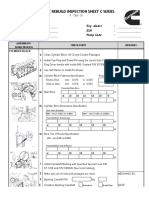
- Engine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeDocument10 paginiEngine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeRijal Furqaan Mardhatillah100% (1)
- SU Carb Manual - 90 PagesDocument91 paginiSU Carb Manual - 90 PagesDamian RoweÎncă nu există evaluări
- Stirling Engine Design ManualDocument410 paginiStirling Engine Design ManualPaulFerryÎncă nu există evaluări
- Puma Race Engines - Cylinder Head Modifications - Part 1: Valve SeatsDocument4 paginiPuma Race Engines - Cylinder Head Modifications - Part 1: Valve SeatsRobert DennisÎncă nu există evaluări
- SAE Technical Paper FormatDocument2 paginiSAE Technical Paper FormatudaykanthÎncă nu există evaluări
- Wiseco Piston LT250r Instruction SheetDocument2 paginiWiseco Piston LT250r Instruction SheetchristÎncă nu există evaluări
- Drummond "M" Type 31/2 Inch Centre LatheDocument15 paginiDrummond "M" Type 31/2 Inch Centre Lathejayelb100% (1)
- Fine enn en Mustang - og billigereDocument6 paginiFine enn en Mustang - og billigereturbobrikÎncă nu există evaluări
- IAME KA100 100cc REEDJET Engine Update 8 December 2019 PDFDocument59 paginiIAME KA100 100cc REEDJET Engine Update 8 December 2019 PDFpavli999Încă nu există evaluări
- Ariel 1940s 350cc Driver's HandbookDocument23 paginiAriel 1940s 350cc Driver's HandbookFilippoÎncă nu există evaluări
- Kawasaki Teikei TK-22 Carburetor InformationDocument6 paginiKawasaki Teikei TK-22 Carburetor Informationcaotonic1150100% (1)
- Cylinder Head DesignDocument9 paginiCylinder Head Designjmanuel_225Încă nu există evaluări
- Two Cylinder ModelsDocument8 paginiTwo Cylinder ModelsPaul MartinÎncă nu există evaluări
- Solex Carburettor SchematicDocument3 paginiSolex Carburettor SchematicAnish Sukumar100% (1)
- A Review of Free-Piston Engine History and Applications.Document16 paginiA Review of Free-Piston Engine History and Applications.Thulasi RamÎncă nu există evaluări
- Holley 1909 Carb ManualDocument9 paginiHolley 1909 Carb ManualALMOST610Încă nu există evaluări
- Engle 2017Document36 paginiEngle 2017ErnestoDomÎncă nu există evaluări
- Jet needle selection guide for PE, PJ, PWK, PWM, CVH enginesDocument1 paginăJet needle selection guide for PE, PJ, PWK, PWM, CVH enginesGreen NoiserÎncă nu există evaluări
- RCV 4 Stroke EngineDocument13 paginiRCV 4 Stroke EngineeternalmanÎncă nu există evaluări
- M20 Displacement PDFDocument3 paginiM20 Displacement PDFgowrielÎncă nu există evaluări
- Amal Tuning GuideDocument2 paginiAmal Tuning GuidegorlanÎncă nu există evaluări
- Adjustment of The HD-8 Carburetors For The BJ8 Courtesy of Steve ByersDocument13 paginiAdjustment of The HD-8 Carburetors For The BJ8 Courtesy of Steve ByersJ.d. LangleyÎncă nu există evaluări
- Ozebook Classic Motorcycle Magazine - Unlimited EditionDocument10 paginiOzebook Classic Motorcycle Magazine - Unlimited EditionMurray BarnardÎncă nu există evaluări
- MZ TS 125-150 Reparaturanleitung (Engl.)Document82 paginiMZ TS 125-150 Reparaturanleitung (Engl.)Manfred BunkÎncă nu există evaluări
- Multi Valve SynopsisDocument11 paginiMulti Valve SynopsisiampiyushsahuÎncă nu există evaluări
- Conversion of Syngas To Diesel - Article Ptq-English PDFDocument6 paginiConversion of Syngas To Diesel - Article Ptq-English PDFjeedanÎncă nu există evaluări
- Weber 3236 DGV DrawingDocument1 paginăWeber 3236 DGV DrawingFranco MaderaÎncă nu există evaluări
- Rivett Lathe 1020S ManualDocument54 paginiRivett Lathe 1020S Manualhhelp12255Încă nu există evaluări
- PRNCON.EXE Release Notes v11.11.09.1Document4 paginiPRNCON.EXE Release Notes v11.11.09.1Oswaldo GarayÎncă nu există evaluări
- MDVT v140w Drn1 CabinDocument49 paginiMDVT v140w Drn1 CabinambuenaflorÎncă nu există evaluări
- ISO 8655-3 2022 Ed.2 - Id.68798 Publication PDF (En)Document14 paginiISO 8655-3 2022 Ed.2 - Id.68798 Publication PDF (En)Qualidade FrilaboÎncă nu există evaluări
- Venturi Gas Scrubber WorkingDocument3 paginiVenturi Gas Scrubber WorkingDonÎncă nu există evaluări
- CCS - View Topic - Enable Timer1 Interrupt in Another ISRDocument4 paginiCCS - View Topic - Enable Timer1 Interrupt in Another ISRapi-3755810100% (2)
- DIP Lecture9Document11 paginiDIP Lecture9Dilbag SinghÎncă nu există evaluări
- FL-0254 - A OperationDocument2 paginiFL-0254 - A OperationJesus David GonzalezÎncă nu există evaluări
- Astm C 113-14Document3 paginiAstm C 113-14Tâm NgôÎncă nu există evaluări
- Lines Technical Document Admixtures For Concrete enDocument30 paginiLines Technical Document Admixtures For Concrete enJoseph ChenÎncă nu există evaluări
- KatalogDocument6 paginiKatalogMawan BentzÎncă nu există evaluări
- Bengali Ebook 191011Document3 paginiBengali Ebook 191011bhaskar2000_inÎncă nu există evaluări
- Algologicalmerida Ionescu Et AlDocument17 paginiAlgologicalmerida Ionescu Et AlRaed AwwadÎncă nu există evaluări
- Bimbel 2Document6 paginiBimbel 2Wibowo Sugandi, S.T.Încă nu există evaluări
- Asme Section Ii A-2 Sa-961Document12 paginiAsme Section Ii A-2 Sa-961Anonymous GhPzn1xÎncă nu există evaluări
- Io ListDocument122 paginiIo ListCahyanti Dwi WinartiÎncă nu există evaluări
- Tutorial 1Document2 paginiTutorial 1eddy50% (2)
- 4th Quarter Science 9 Impulse and MomentumDocument45 pagini4th Quarter Science 9 Impulse and MomentumApple SamoyÎncă nu există evaluări
- Fyfe Co LLC Design Manual - Rev 7Document70 paginiFyfe Co LLC Design Manual - Rev 7Debendra Dev KhanalÎncă nu există evaluări
- BRC Hand Book PDFDocument36 paginiBRC Hand Book PDFYang W OngÎncă nu există evaluări
- A Simple Homing Direction Finder Using A DDF7001 and An Android DeviceDocument11 paginiA Simple Homing Direction Finder Using A DDF7001 and An Android DeviceKarolŚwierczyńskiÎncă nu există evaluări
- CH-7 System of Particles and Rotaional MotionDocument9 paginiCH-7 System of Particles and Rotaional MotionMithul VPÎncă nu există evaluări
- Strength of Materials MarksDocument28 paginiStrength of Materials Markslogeshboy007Încă nu există evaluări
- Title of MagazineDocument55 paginiTitle of MagazineJAMILAH JAVIER ORTIZÎncă nu există evaluări
- Module 3 - Advance Database Concepts-Lesson 2Document5 paginiModule 3 - Advance Database Concepts-Lesson 2jjÎncă nu există evaluări
- Financial ModelingDocument44 paginiFinancial Modelingaqsarana ranaÎncă nu există evaluări
- SM G318ML Tshoo 7Document70 paginiSM G318ML Tshoo 7Martín Cabrera0% (1)
- 2011 REV SAE Suspension Kiszco PDFDocument112 pagini2011 REV SAE Suspension Kiszco PDFRushik KudaleÎncă nu există evaluări
- IIT Madras Electrical Machines II Course NotesDocument12 paginiIIT Madras Electrical Machines II Course NotesJagabandhu KarÎncă nu există evaluări
- Polyisocyanurate Thermal InsulationDocument5 paginiPolyisocyanurate Thermal Insulationnisha_khanÎncă nu există evaluări
- Areas Related To CirclesDocument8 paginiAreas Related To CirclesrajeshggorayaÎncă nu există evaluări