S-ar putea să vă placă și
- Spot Welding Interview Success: An Introduction to Spot WeldingDe la EverandSpot Welding Interview Success: An Introduction to Spot WeldingÎncă nu există evaluări
- Research/Library Work in Steel: Submitted byDocument12 paginiResearch/Library Work in Steel: Submitted byBinatilio GoalÎncă nu există evaluări
- Welding Process Lab ReportDocument6 paginiWelding Process Lab Reporthey soohaÎncă nu există evaluări
- MCET 226 - Module No.1 - Introduction To Welding and SafetyDocument40 paginiMCET 226 - Module No.1 - Introduction To Welding and SafetyahmedÎncă nu există evaluări
- Welding Documentation (BBX 10504) : C1: IntroductionDocument20 paginiWelding Documentation (BBX 10504) : C1: IntroductionAhnaf Fadhlur Rahman Bin Awang HanibÎncă nu există evaluări
- Welding Course PDFDocument46 paginiWelding Course PDFRogerio Salvagni100% (1)
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysDe la EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysÎncă nu există evaluări
- AWS-Welding Journal-March 2014Document155 paginiAWS-Welding Journal-March 2014ran.ben.arieÎncă nu există evaluări
- Traduccion HadbookDocument15 paginiTraduccion HadbookbrayanÎncă nu există evaluări
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsDe la EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsÎncă nu există evaluări
- Welding Technologies in Shipbuilding IndustryDocument7 paginiWelding Technologies in Shipbuilding IndustryAravindh AkashÎncă nu există evaluări
- Welding Technology GuideDocument25 paginiWelding Technology GuideApras TyoÎncă nu există evaluări
- Research Papers On Friction Welding PDFDocument6 paginiResearch Papers On Friction Welding PDFrsbptyplg100% (1)
- LAS Week 5 SMAW Grade 9Document13 paginiLAS Week 5 SMAW Grade 9Hebe KamaÎncă nu există evaluări
- Welding Thesis StatementDocument5 paginiWelding Thesis Statementhcivczwff100% (1)
- Welding Journal PDFDocument7 paginiWelding Journal PDFraisalfiansyahÎncă nu există evaluări
- AWS Welding Journal May 2013Document134 paginiAWS Welding Journal May 2013ferrero68Încă nu există evaluări
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDe la Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideEvaluare: 3.5 din 5 stele3.5/5 (7)
- 1 IntroductionDocument25 pagini1 IntroductionNida I. FarihahÎncă nu există evaluări
- 8aluminuim WeldingDocument131 pagini8aluminuim WeldingjyothilalÎncă nu există evaluări
- The Arc Welding MachineDocument4 paginiThe Arc Welding MachineMamyÎncă nu există evaluări
- Welding, Cutting & Allied Processes and Arc Welding Power Sources (Welding Machines)Document56 paginiWelding, Cutting & Allied Processes and Arc Welding Power Sources (Welding Machines)Prashant Kumar mishraÎncă nu există evaluări
- Assignment II Advanced MFGDocument11 paginiAssignment II Advanced MFGAyu AdiÎncă nu există evaluări
- Welding Journal Sep2010Document132 paginiWelding Journal Sep2010insolution100% (1)
- Welding ReportDocument14 paginiWelding ReportMarvelous EkpenyongÎncă nu există evaluări
- Welding Journal May 2006Document116 paginiWelding Journal May 2006scÎncă nu există evaluări
- Research Paper On Welding CareerDocument8 paginiResearch Paper On Welding Careerfvgh9ept100% (1)
- Res Welding Section 1Document20 paginiRes Welding Section 1Darryl007Încă nu există evaluări
- A Brief Summary On Submerged Arc Welding Process and SAW WiresDocument2 paginiA Brief Summary On Submerged Arc Welding Process and SAW Wiresrule85straw100% (1)
- Atap Tem 322Document10 paginiAtap Tem 322Marufu LawalÎncă nu există evaluări
- Welding NotesDocument39 paginiWelding NotesSabir JadejaÎncă nu există evaluări
- WLD 290 Submerged Arc WeldingDocument52 paginiWLD 290 Submerged Arc WeldingDanem HalasÎncă nu există evaluări
- Information About WeldingDocument16 paginiInformation About Weldingdav.id.stÎncă nu există evaluări
- Aluminium Joining: Mechanical FastenersDocument4 paginiAluminium Joining: Mechanical FastenersCarlos BustamanteÎncă nu există evaluări
- GMAW Lesson PlanDocument77 paginiGMAW Lesson PlanKentDemeterioÎncă nu există evaluări
- Unit-4 Unconventional Manufacturing ProcessDocument18 paginiUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- Product Reference Manual - Section 8 - Arc Equipment & ProcessesDocument33 paginiProduct Reference Manual - Section 8 - Arc Equipment & Processesnishant361Încă nu există evaluări
- Lincolnweld 308/308L: Typical Applications Key FeaturesDocument2 paginiLincolnweld 308/308L: Typical Applications Key Featuresprabu prasadÎncă nu există evaluări
- AWS Welding Journal (Dec 2011)Document138 paginiAWS Welding Journal (Dec 2011)Patrick DominguezÎncă nu există evaluări
- Senr0512 01Document46 paginiSenr0512 01Pauk HseinÎncă nu există evaluări
- Ultrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleDe la EverandUltrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleÎncă nu există evaluări
- Nptel WeldingDocument236 paginiNptel WeldingNishankzattÎncă nu există evaluări
- Gmaw Fcaw Mcaw WeldingDocument4 paginiGmaw Fcaw Mcaw Weldingsajeed76743031Încă nu există evaluări
- Wowlibrary Gmaw Fcaw Mcaw WeldingDocument6 paginiWowlibrary Gmaw Fcaw Mcaw WeldingPhuong HuynhÎncă nu există evaluări
- Sample: Troubleshooting Welding ProcessesDocument5 paginiSample: Troubleshooting Welding ProcessesahmedÎncă nu există evaluări
- ABC 5edDocument93 paginiABC 5edJuan Diego Garcia EsquenÎncă nu există evaluări
- SMAW Welding Guide for 4130 SteelDocument39 paginiSMAW Welding Guide for 4130 SteelSwapnil ModakÎncă nu există evaluări
- Welding Process Description PDFDocument31 paginiWelding Process Description PDFcentaury2013Încă nu există evaluări
- Section 8 - Arc Equipment & Processes266 - 27344Document36 paginiSection 8 - Arc Equipment & Processes266 - 27344dbircs2010Încă nu există evaluări
- Metals: Quality Assessment and Process Management of Welded Joints in Metal Construction-A ReviewDocument18 paginiMetals: Quality Assessment and Process Management of Welded Joints in Metal Construction-A ReviewenglopesÎncă nu există evaluări
- IIAR ProcedimientodeSoldadura PDFDocument12 paginiIIAR ProcedimientodeSoldadura PDFmelator100% (3)
- Welding WorkshopDocument43 paginiWelding WorkshopJasmeet KaurÎncă nu există evaluări
- Repair WeldDocument9 paginiRepair WeldEvan Jared L. GalvezÎncă nu există evaluări
- Job Knowledge 13Document3 paginiJob Knowledge 13Mehmet SoysalÎncă nu există evaluări
- Harmee TooDocument26 paginiHarmee TooBirbirsa BetieÎncă nu există evaluări
- Research Paper FSWDocument10 paginiResearch Paper FSWsahith palikaÎncă nu există evaluări
- Expert Job Prospects and Training for Welding WorkersDocument10 paginiExpert Job Prospects and Training for Welding WorkersversleÎncă nu există evaluări
- Arc WeldingDocument11 paginiArc WeldingKhaled FatnassiÎncă nu există evaluări
- Welding of Metallic Materials: Methods, Metallurgy, and PerformanceDe la EverandWelding of Metallic Materials: Methods, Metallurgy, and PerformanceFuad KhoshnawÎncă nu există evaluări
- Joining Instruction 4 Years 22 23Document11 paginiJoining Instruction 4 Years 22 23Salmini ShamteÎncă nu există evaluări
- Desana Texts and ContextsDocument601 paginiDesana Texts and ContextsdavidizanagiÎncă nu există evaluări
- Chapter 4 DeterminantsDocument3 paginiChapter 4 Determinantssraj68Încă nu există evaluări
- Pulse Width ModulationDocument13 paginiPulse Width Modulationhimanshu jainÎncă nu există evaluări
- Fast Aldol-Tishchenko ReactionDocument5 paginiFast Aldol-Tishchenko ReactionRSLÎncă nu există evaluări
- 2018 NAMCYA CHILDREN'S RONDALLA ENSEMBLE GuidelinesDocument3 pagini2018 NAMCYA CHILDREN'S RONDALLA ENSEMBLE GuidelinesJohn Cedrick JagapeÎncă nu există evaluări
- CTR Ball JointDocument19 paginiCTR Ball JointTan JaiÎncă nu există evaluări
- Technical specifications for JR3 multi-axis force-torque sensor modelsDocument1 paginăTechnical specifications for JR3 multi-axis force-torque sensor modelsSAN JUAN BAUTISTAÎncă nu există evaluări
- 202112fuji ViDocument2 pagini202112fuji ViAnh CaoÎncă nu există evaluări
- Business Case PresentationDocument27 paginiBusiness Case Presentationapi-253435256Încă nu există evaluări
- USDA Guide To CanningDocument7 paginiUSDA Guide To CanningWindage and Elevation0% (1)
- Chapter 19 - 20 Continuous Change - Transorganizational ChangeDocument12 paginiChapter 19 - 20 Continuous Change - Transorganizational ChangeGreen AvatarÎncă nu există evaluări
- Pasadena Nursery Roses Inventory ReportDocument2 paginiPasadena Nursery Roses Inventory ReportHeng SrunÎncă nu există evaluări
- Google Earth Learning Activity Cuban Missile CrisisDocument2 paginiGoogle Earth Learning Activity Cuban Missile CrisisseankassÎncă nu există evaluări
- Inborn Errors of Metabolism in Infancy: A Guide To DiagnosisDocument11 paginiInborn Errors of Metabolism in Infancy: A Guide To DiagnosisEdu Diaperlover São PauloÎncă nu există evaluări
- Role of PAODocument29 paginiRole of PAOAjay DhokeÎncă nu există evaluări
- Ielts Practice Tests: ListeningDocument19 paginiIelts Practice Tests: ListeningKadek Santiari DewiÎncă nu există evaluări
- Evaluative Research DesignDocument17 paginiEvaluative Research DesignMary Grace BroquezaÎncă nu există evaluări
- Use Visual Control So No Problems Are Hidden.: TPS Principle - 7Document8 paginiUse Visual Control So No Problems Are Hidden.: TPS Principle - 7Oscar PinillosÎncă nu există evaluări
- Excess AirDocument10 paginiExcess AirjkaunoÎncă nu există evaluări
- Bad DayDocument3 paginiBad DayLink YouÎncă nu există evaluări
- Case Study IndieDocument6 paginiCase Study IndieDaniel YohannesÎncă nu există evaluări
- Pipeline Welding SpecificationDocument15 paginiPipeline Welding Specificationaslam.ambÎncă nu există evaluări
- LEARNING ACTIVITY Sheet Math 7 q3 M 1Document4 paginiLEARNING ACTIVITY Sheet Math 7 q3 M 1Mariel PastoleroÎncă nu există evaluări
- Reading and Writing Q1 - M13Document13 paginiReading and Writing Q1 - M13Joshua Lander Soquita Cadayona100% (1)
- TJUSAMO 2013-2014 Modular ArithmeticDocument4 paginiTJUSAMO 2013-2014 Modular ArithmeticChanthana ChongchareonÎncă nu există evaluări
- The Smith Generator BlueprintsDocument36 paginiThe Smith Generator BlueprintsZoran AleksicÎncă nu există evaluări
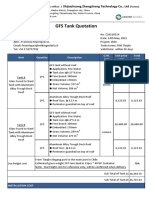
- GFS Tank Quotation C20210514Document4 paginiGFS Tank Quotation C20210514Francisco ManriquezÎncă nu există evaluări
- Draft SemestralWorK Aircraft2Document7 paginiDraft SemestralWorK Aircraft2Filip SkultetyÎncă nu există evaluări
- Crystallizers: Chapter 16 Cost Accounting and Capital Cost EstimationDocument1 paginăCrystallizers: Chapter 16 Cost Accounting and Capital Cost EstimationDeiver Enrique SampayoÎncă nu există evaluări