Documente Academic
Documente Profesional
Documente Cultură
Au2351 Nol
Încărcat de
Sapari VelTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Au2351 Nol
Încărcat de
Sapari VelDrepturi de autor:
Formate disponibile
AU2351AUTOMOTIVE ENGINE COMPONENTS DESIGN
UNIT I INTRIDUCTION
MECHANICAL PROPERTIES OF MATERIALS & HOOKS LAW
When studying materials and especially when selecting materials for a project /
design, it is important to understand key properties. The most important properties are
outlined below.
STRE!T"
The ability of a material to stand up to forces being
applied without it bending, breaking, shattering or
deforming in any way.
E#$ST%&%T'
The ability of a material to absorb force and fle( in
different directions, returning to its original position.
)#$ST%&%T'
The ability of a material to be change in shape
permanently.
*plasticity+ can be demonstrated by pouring molten
aluminium it into a mould. ,nce the aluminium has
cooled down, it can be remo-ed from the casting
sand. %t has a new shape.
./&T%#%T'
The ability of a metal to change shape 0deform1
usually by stretching along its length.
TES%#E STRE!T"
The ability of a material to stretch without breaking or
snapping.
2$##E$3%#%T'
The ability of a material to be reshaped in all
directions without cracking
T,/!"ESS
$ characteristic of a material that does not break or
shatter when recei-ing a blow or under a sudden
shock.
"$R.ESS
The ability of a material to resist scratching, wear and
tear and indentation.
&,./&T%4%T'
The ability of a material to conduct electricity.
Strain
Strain is the result of the application of forces to solid objects. The forces are defined in
a special way described by the general term, stress .
FIGURE 5.12 Tensile and compress ional stress can be defined in terms of forces
applied to a uniform rod .
$ relationship e(ists between force applied to a solid object and the resulting
deformation of that object. Solids are assemblages of atoms in which the atomic spacing
has been adjusted to render the solid in e5uilibrium with all e(ternal forces acting on the
object. This spacing determines the physical dimensions of the solid. %f the applied
forces are changed, the object atoms rearrange themsel-es again to come into
e5uilibrium with the new set of forces. This rearrangement results in a change in
physical dimensions that is referred to as a deformation of the solid. The effect of applied
force is referred to as a stress and the resulting deformation as a strain .
Tensile Stress-Strain
%n 6igure 7.89a, the nature of a tensile force is shown as a force applied to a sample of
material so as to elongate or pull apart the sample. %n this case, the stress is defined as
where F = applied force in
A = cross:sectional area of the sample in m
9
We see that the units of stress are /m
9
in the S% units 0or %b/in
9
in the English units1 and
they are like a pressure .
The strain in this case is defined as the fractional change in length of the sample ;
where .l < change in length in m 0mm 0
l < original length in m 0mm 0
Strain is thus a unitless 5uantity .
Compressional Stress-Strain
The only differences between compressional and tensile stress are the direction
of the applied force and the polarity of the change in length. Thus, in a compressional
stress, the force presses in on the sample, as shown in 6igure 7.89b. The compressional
stress is defined as in E5uation 07.9 .0
The resulting strain is also defined as the fractional change in length as in E5uation
07.=1, but the sample will now decrease in length .
Shear Stress-Strain
6igure 7.8=a shows the nature of the shear stress. %n this case, the force is applied as a
couple 0that is, not along the same line1, tending to shear off the solid object that
separates the force arms. %n this case, the stress is again
where 6 < force in
A = cross:sectional area of sheared member in m
9
The strain in this case is denned as the fractional change in dimension of the sheared
member. This is shown in the cross:sectional -iew of 6igure 7.8=b .
FIGURE 5.13 Shear stress is defined in terms of a couple that tends to deform a joining
member as shown in this figure .
where .x < deformation in m 0as shown in 6igure 7.8=b 0
l < width of a sample in m
Hooks Law: For elastic materials, the force applied is proportional to the extension of the
sample. A material is said to be elastic if it reains its shape after the applied forces
are remo!ed.
6
Stress-Strain C"r!e
%f a specific sample is e(posed to a range of applied stress and the resulting strain is
measured, a graph similar to shown below results. This graph shows that the
relationship between stress and strain is linear o-er some range of stress. %f the stress is
kept within the linear region, the material is essentially elastic in that if the stress is
remo-ed, the deformation is also gone. 3ut if the elastic limit is e(ceeded, permanent
deformation results. The material may begin to >neck> at some location and finally break.
Within the linear region, a specific type of material will always follow the same cur-es
despite different physical dimensions. Thus, we can say that the linearity and slope are a
constant of the type of material only. %n tensile and compressional stress, this constant is
called the modulus of elasticity or Young's modulus, as gi-en by
where stress = F/A in /m
9
strain = .l/l unitless
E = 2odulus of elasticity in /m
9
The modulus of elasticity has units of stress, that is, /m
9
. Table 7.8 gi-es the modulus
of elasticity for se-eral materials. %n an e(actly similar fashion, the shear modulus is
defined for shear stress:strain as
where .x is defined in 6igure 7.8=b and all other units ha-e been denned in E5uation
07.? .0
TABLE 5.1 2odulus of elasticity
2aterial 2odulus 0/m
9
0
$luminum
&opper
Steel
)olyethylene
0plastic 0
@.AB ( 8C
8C
88.?= D 8CEF
9C.?C D 8C
8C
=.G7 ( 8C
A
EXAMPLE 5.5
6ind the strain that results from a tensile force of 8CCC applied to a 8C:m aluminum
beam ha-ing a G D 8C:
G
m
9
cross:sectional area .
Solution
The modulus of elasticity of aluminum is found from Table 7.8 to be E < @.AB D 8C
8C
/m
9
. ow we ha-e, from E5uation 07.? ,0
so that
Engineeing S!e""#"!$in C%&e
The engineering tension test is widely used to pro-ide basic design information on the
strength of materials and as an acceptance test for the specification of materials. %n the
tension test a specimen is subjected to a continually increasing unia(ial tensile force
while simultaneous obser-ations are made of the elongation of the specimen. The
parameters, which are used to describe the stress:strain cur-e of a metal, are the
!en"i'e "!eng!() *ie'+ "!eng!( , *ie'+ -,in!) -e.en! e',ng$!i,n) $n+ e+%.!i,n ,/
$e$. The first two are strength parametersH the last two indicate ductility .
Ten"i'e S!eng!(
The tensile strength, or ultimate tensile strength 0/TS1, is the ma(imum load di-ided by
the original cross:sectional area of the specimen .
#lectric $roperties of Solids
Solids may be classified in terms of their resisti-ity or conducti-ity as conductors,
insulators, or semiconductors. &loser e(amination of the microscopic conditions for
,hmEs law in-ol-es free electron density in solids.
Conductors and Insulators
%n a conductor, electric current can flow freely, in an insulator it cannot. 2etals such as
copper typify conductors, while most non:metallic solids are said to be good insulators,
ha-ing e(tremely high resistance to the flow of charge through them. >&onductor>
implies that the outer electrons of the atoms are loosely bound and free to mo-e through
the material. 2ost atoms hold on to their electrons tightly and are insulators. %n copper,
the -alence electrons are essentially free and strongly repel each other. $ny e(ternal
influence which mo-es one of them will cause a repulsion of other electrons which
propagates, >domino fashion> through the conductor.
Simply stated, most metals are good electrical conductors, most nonmetals are not.
2etals are also generally good heat conductors while nonmetals are not.
%hm&s Law
6or many conductors of electricity, the electric current which will flow through them is
directly proportional to the -oltage applied to them. The ratio of -oltage to current is
called the resistance, and if the ratio is constant o-er a wide range of -oltages, the
material is said to be an >ohmic> material. %f the material can be characteriIed by such a
resistance, then the current can be predicted from the relationship;
'esisti!it( and Cond"cti!it(
The electrical resistance of a wire would be e(pected to be greater for a longer wire, less
for a wire of larger cross sectional area, and would be e(pected to depend upon the
material out of which the wire is made. E(perimentally, the dependence upon these
properties is a straightforward one for a wide range of conditions, and the resistance of a
wire can be e(pressed as
The factor in the resistance which takes into account the nature of the material is the
resisti-ity . $lthough it is temperature dependent, it can be used at a gi-en temperature
to calculate the resistance of a wire of gi-en geometry.
The in-erse of resisti-ity is called conducti-ity. There are conte(ts where the use of
conducti-ity is more con-enient.
Electrical conducti-ity < J < 8/K
C(e0i.$' -,-e!ie"
&hemical properties of matter describes its >potential> to undergo some chemical
change or reaction by -irtue of its composition. What elements, electrons, and bonding
are present to gi-e the potential for chemical change.
6or e(ample hydrogen has the potential to ignite and e(plode gi-en the right conditions.
This is a chemical property.
2etals in general ha-e they chemical property of reacting with an acid. Linc reacts with
hydrochloric acid to produce hydrogen gas. This is a chemical property.
&hemical change results in one or more substances of entirely different composition
from the original substances. The elements and/or compounds at the start of the
reaction are rearranged into new product compounds or elements.
$ &"E2%&$# &"$!E alters the composition of the original matter. .ifferent elements
or compounds are present at the end of the chemical change. The atoms in compounds
are rearranged to make new and different compounds.
2agnesium reacts with o(ygen from the air producing an e(tremely bright flame. This is
a chemical change since magnesium o(ide has completely different properties than
magnesium metal shown on the left.
6or e(ample iron has the potential to rust gi-en the right conditions. This is a chemical
property.
%f iron does rust, this is a slow chemical change since rust is an iron o(ide with different
properties than iron metal.%n the element iron only atoms of iron are in contact with each
other. %n the element o(ygen each o(ygen is joined with one other to make a diatomic
molecule. These atoms and molecules are rearranged so that two iron atoms combine
with three atoms of o(ygen to form a new compoun
UNIT II
DESIGN OF SAFT AND E!ICA! SPRING
S"a#t d$s%&n'
)t consists of the determination of the correct shaft diameter to ens"re satisfactor(
strenth and riidit( when the shaft is transmittin power "nder !ario"s operatin and
loadin conditions. Shafts are "s"all( circ"lar in cross-section, and ma( be either hollow
or solid.
D$s%&n o# s"a#ts'
For d"ctile materials, based on strenth, is controlled b( the maxim"m-shear theor(.
Shafts of brittle materials wo"ld be desined on the basis of the maxim"m-normal-stress
theor(. Shafts are "s"all( s"b*ected to torsion, bendin, and axial loads.
1()For tors%onal loads'
The torsional stress,
x(
is:
*+
, -M
t
r(./ , -10M
t
(.d
3
For solid shafts
or
*+
, -10M
t
d
o
(.-d
o
1
)d
%
1
( For hollow shafts
2()For 2$nd%n& loads'
The bendin stress +
b
,tension or compression- is:
3
2
,-M
2
r(.I , 32M
2
.d
3
For solid shafts
3
2
, -32M
2
d
o
(.-d
o
1
)d
%
1
( For hollow hafts
3()For a*%al load'
The tensile or compressi!e stress +
a
is:
3
a
, 1F
a
.d
2
For solid shafts
3
a
,1F
a
.-d
o
2
)d
%
2
( For hollow shafts
The ASME code e."ation for hollow shaft combines torsion, bendin, and axial loads b(
appl(in the maxim"m-shear e."ation modified b( introd"cin shock, fati"e, and
col"mn factor as follows:
( )
/
/
0 /
1
,2 - 23
, -
4 2
a o
o b b t t
s
F d K
d k M k M
K
1 +
+ +
1
]
For solid shaft ha!in little or no axial loadin, the e."ation is:
( ) ( )
/ /
0
23
t t b b
s
d k M k M
+
5here:
67d
i
8d
o
s
7 allowable shear stress, 98m
/
7 0:; of the elastic limit b"t not o!er 24; of the
"ltimate strenth in tension for shafts witho"t ke(wa(s. These !al"es are to be red"ced
b( /<; if ke(wa(s are present.
d
o
7 shaft o"tside diameter, m
d
i
7 shaft inside diameter, m
k
b
7 combined shock and fati"e factor applied to bendin moment
k
t
7 combined shock and fati"e factor applied to torsional moment
The followin table i!es the !al"es of the factors 4
2
and 4
t
for different loadin
conditions of the stationar( and rotatin shafts.
For stat%onar+ s"a#ts k
b
k
t
Load rad"all( applied 2.: 2.:
Load s"ddenl( applied 2.< to /.: 2.< to /.:
For rotat%n& s"a#ts
Load rad"all( applied 2.< 2.:
Load s"ddenl( applied ,minor shock- 2.< to /.: 2.: to 2.<
Load s"ddenl( applied ,hea!( shock- /.: to 0.: 2.< to 0.:
5For co66$rc%al st$$l s"a#t%n&'
+
s
,allowable- 7 4::: psi ,<<=$a- for shaft witho"t ke(wa(
7 3::: psi ,1:=$a- for hafts with ke(wa(
, Colu6n)act%on #actor. The col"mn-action factor is "nit( for a tensile load. For a
compressi!e load, ma( be comp"ted b(:
( )
( )
/
2
8 22<
2 :.::11 8
8 8 22<
8
y
forL k
L k
L k forL k
nE
k I A
p
f
5here:
n 7 2 for hined ends or /./< for fixed ends and 2.3 for ends partl( restrained, as
bearins.
k 7 radi"s of (ration, m
+
(
7 (ield stress in compression, 98m
/
.
D$s%&n o# s"a#ts #or tors%onal r%&%d%t+'
)t is based on the permissible anle of twist. The amo"nt of twist permissible depends on
the partic"lar application, and !aries abo"t :.0 deree8m for machine tool shafts to abo"t
0.: deree8m for line shaftin.
For sol%d c%rcular s"a#t'
1
<41
t
M L
Gd
For "ollo7 c%rcular s"a#t'
1 1
<41
, -
t
o i
M L
G d d
8"$r$'
9 , anle of twist, de. L 7 lenth of shaft, m
> 7 torsional mod"l"s of elasticit(, 98m
/
.
Standard s%:$s o# s"a#t%n&'
These si?es !ar( accordin to material specifications and s"pplier. T(pical si?es for solid
shafts are:
@p to /< mm in :.< mm increments
/< to <: mm in 2.: mm increments
<: to 2:: mm in /.: mm increments
2:: to /:: mm in < mm increments
;$nd%n& and tors%onal 6o6$nt'
These are the main factors infl"encin shaft desin. %ne of the first steps in shaft desin
is to draw the bendin moment diaram for the loaded shaft or the combined bendin
moment diaram if the loads actin on the shaft are in more than one axial plane. From
the bendin moment diaram, the points of critical bendin stress can be determined.
The torsional moment actin on the shaft can be determined from:
( )
. ./ 8 3: 3:8 /
2::: 3: A<<:
/ 8 min 8 min
t t
t
Power M M N Px N
kWx x xkW
M
rev rev
For 2$lt dr%<$'
The tor."e is fo"nd from:
M
t
, -T
1
= T
2
(R
>
N6
5here:
T
2
7 tiht side of belt on p"lle(, 9
T
/
7 loose side of belt on p"lle(, 9
'
p
7 radi"s of p"lle(, m
For &$ar dr%<$'
The tor."e is fo"nd from:
M
t
, F
t
?R
&
N6
F
r
, F
t
?tan
5here:
F
t
7 tanential force at the pitch radi"s, 9
F
r
7 radial force, 9
'
7 pitch radi"s, m
7 ear pitch anle, derees
DESIGN E!ICA! SPRINGS
No6$nclatur$
A =aterial constant
C Sprin index 7 B8d
d 5ire diameter
B =ean Coil diameter
f 9at"ral fre."enc( of the sprin
F Force8Load
> Shear =od"l"s ,of 'iidit( ,
C $olar =oment of )nertia
k Sprin rate or sprin stiffness
6 Stress correction factor
L Lenth
9 9"mber of Coils
T Torsional =oment
@ Strain ener(
Helix anle
deflection
Bensit(
Shear stress in the sprin
INTRODUCTION
A sprin is a resilient member capable of pro!idin lare elastic deformation, and
basicall( defined as an elastic bod( whose f"nction is to distort when loaded and to
reco!er its oriinal shape when the load is remo!ed. =echanical sprins are "sed in
machines to exert force, to pro!ide flexibilit( and to store or absorb ener( .
)n eneral, sprins ma( be classified as either wire sprins, flat sprins, or special-shaped
sprins, and there are !ariations within these di!isions. 5ire sprins incl"de helical
sprins of ro"nd or s."are wire that are c(lindrical or conical in shape and are made to
resist tensile, compressi!e, or torsional loads. @nder flat sprins are incl"ded the
cantile!er and elliptical t(pe ,leaf- sprins, the wo"nd motor-or clock t(pe power sprins
and the flat sprin washers, "s"all( called Delle!ille sprins .
STRESSES IN E!ICA! SPRINGS
The flexin of a helical sprin creates torsion in the wire and the force applied ind"ces a
direct stress. The maxim"m stress in the wire ma( be comp"ted b( s"per position. The
res"lt is
A
F
J
Tr
+ t
max
'eplacin the terms T7FB8/, r7 d8/, C7 d
1
80/ and A7d
/
81 and re-arranin
0
. . 4
d
D F
K
s
or
/
. . 4
d
C F
K
s
5here 6
s
is the shear-stress correction factor and is defined b( the e."ation
6
s
7
C
C
/
2 / +
C"r!at"re #ffect
An effect !er( similar to stress concentration occ"rs at the inside s"rface of a helical
sprin. The c"r!at"re of the wire increases the stress on the inside of the sprin, b"t
decreases it onl( slihtl( on the o"tside. The c"r!at"re stress is hihl( locali?ed that it is
important onl( fati"e is present. This effect can be nelected for static loadin, beca"se
it will be relie!ed b( local (ieldin with the first application of the load. The combined
effect of direct shear and c"r!at"re correction is acco"nted b( 5ahlEs correction factor
6
5
and is i!en as
C C
C
K
W
32< . :
1 1
2 1
+
DEF!ECTION AND STIFFNESS OF TE SPRING
The deflection-force relations are ."ite easil( obtained "sin CastilianoEs theorem. The
total strain ener( for a helical sprin is composed of torsional component and a shear
component. The shear component is ."ite neliible, and the final e."ation is
( 7
1
0
.
. . . 4
d G
N D F
or
d G
N C F
.
. . . 4
0
The sprin rate k 7 F8( and hence
k 7
N D
d G
. . 4
.
0
1
or
N C
d G
. . 4
.
0
DESIGN OF E!ICA! SPRINGS
The desin of a new sprin in!ol!es the followin considerations :
Space into which the sprin m"st fit and operate
Fal"es of workin forces and deflections
Acc"rac( and reliabilit( needed
Tolerances and permissible !ariations in specifications
#n!ironmental conditions s"ch as temperat"re, presence of a corrosi!e atmosphere
Cost and ."alities needed
The desiners "ses these factors to select a material and specif( s"itable !al"es for the
wire si?e, the n"mber of t"rns, the coil diameter and the free lenth, t(pe of ends and the
sprin rate needed to satisf( workin force deflection re."irements. The primar( desin
constraints are that the wire si?e be commerciall( a!ailable and that the stress at the solid
lenth be no reater than the torsional (ield strenth .
Co%l Co6>r$ss%on s>r%n&s .
#nd constr"ction
Coil compression sprins enerall( "se fo"r different t(pes of ends. These are ill"strated
in Fi. 2:-< and Table 2:-/ shows how the t(pe of end "sed affects the n"mber of coils
and the sprin lenth. For important applications the ends of sprins sho"ld alwa(s be of
both s."ared and ro"nd, beca"se a better or e!en transfer of the load is obtained.
$re-settin or set remo!al
$re-settin or set remo!al is a process "sed in the man"fact"re of compression sprins to
ind"ce "sef"l resid"al stresses. )t is done b( makin the sprin loner than needed and
then compressin it to its solid heiht. This operation sets the sprin to the re."ired final
lenth and, since the torsional (ield strenth has been exceeded, ind"ces resid"al stresses
opposite in direction to those ind"ced in ser!ice. Th"s this set remo!al increases the
strenth of the sprins and so is especiall( "sef"l when the sprin is "sed for ener(-
storae p"rposes. Howe!er this sho"ld not be "sed when sprins are s"b*ect to fati"e.
Stabilit( of the sprin ,b"cklin ,
5e ha!e noted earlier that a col"mn will b"ckle when the load becomes too lare.
Similarl( compression coil sprins will b"ckle when the deflection ,for a i!en free
lenth- becomes too lare. The condition for absol"te stabilit( can be i!en as
/ 8 2
/
- , / .
1
]
1
<
E G
G E D
L
o
For steels this can be simplified as L
o
G /.30
D
Sprin S"re and Critical fre."enc(
)f one end of a compression sprin is held aainst a flat s"rface and the other end is
dist"rbed, a compression wa!e is created that tra!els back and forth from one end to the
other exactl( like the swimmin-pool wa!e. @nder certain conditions a resonance ma(
occ"r res"ltin in a !er( !iolent motion, with the sprin act"all( *"mpin o"t of contact
with the end plates, often res"ltin in damain stresses. This is ."ite tr"e if the internal
dampin of the sprin material is ."ite low. This phenomena is called spring surge or
merel( surging
5hen helical sprins are "sed in applications re."irin a rapid reciprocatin motion, the
desiner m"st be certain that the ph(sical dimensions of the sprin are not s"ch as to
create a nat"ral !ibrator( fre."enc( close to the fre."enc( of the applied force. The final
e."ation for the nat"ral fre."enc(, deri!ed from the o!ernin e."ation of the wa!e
motion, for a sprin placed between two flat parallel plates is i!en b(:
f 7
. 0/
.
. .
/
G
N D
d
a
For steels this can be simplified as f 7 04.<H2:
1
/
D N
d
a
The f"ndamental critical fre."enc( sho"ld be from 2< to /: times the fre."enc( of the
force or motion of the sprin in order to a!oid resonance with the harmonics. )f the
nat"ral fre."enc( is not hih eno"h, the sprin sho"ld be redesined to increase k or
decrease the weiht 5.
Fat%&u$ load%n&
Certain applications like the !al!e sprin of an a"tomoti!e enine, the sprins ha!e to
s"stain millions of c(cles of operation witho"t fail"reI so it m"st be desined for infinite
life. @nlike other elements like shafts, helical sprins are ne!er "sed as both compression
and extension sprins. )n fact the( are "s"all( assembled with a preload so that the
workin load is additional. Th"s their stress-time diaram is of fl"ct"atin nat"re.
9ow, for desin we define
F
a
7
/
min max
F F
F
m
7
/
min max
F F +
Then the stress amplit"de and mean stress !al"es are i!en b(
a
7
0
.
. 4
d
D F
K
a
!
and
m
7
0
.
. 4
d
D F
K
"
s
)f we emplo( the >oodman criterion, then
n # #
s$
"
se
a
2
+
or n 7
se " s$ a
s$ se
# #
# #
. .
.
+
The best data on torsional end"rance limits of sprin steels are those reported b(
Jimmerli. He disco!ered the s"rprisin fact that the si?e, material and tensile strenth
ha!e no effect on the end"rance limits ,infinite life onl(- of sprin steels in si?es "nder 2:
mm ,084 in.- For all the sprin steels in Table. 2:-1 the corrected !al"es of torsional
end"rance limit can be taken as:
S
se
7 02: =$a , 1<.: kpsi- for "npeened sprins
S
se
7 13< =$a , 3K.< kpsi- for peened sprins .
E*t$ns%on s>r%n&s
#xtension sprins m"st necessaril( ha!e some means of transferrin the load from the
s"pport to the bod( of the sprin, so one of the methods shown in Fi. 2:-/ is "s"all(
emplo(ed. )n desinin the sprin with a hook end, the stress concentration effect m"st
be considered as fail"re, predominantl( occ"rs here. Tests as well as anal(sis show that
the stress-concentration factor is i!en approximatel( b( 6 7 r
m 8
r
i
which holds ood
for bendin stress and occ"rs when the hook is off set, and for torsional stress .
SPRING MATERIA!S
A reat !ariet( of sprin materials are a!ailable to the desiner, incl"din plain carbon
steels, allo( steels, and corrosion-resistin steels, as well as non-ferro"s materials s"ch as
phosphor bron?e, sprin brass, ber(lli"m copper, and !ario"s nickel allo(s .
Commonl( "sed sprin steel materials are listed in Table 2:-1. For desinin hot-worked,
hea!( coil sprins as well as flat sprins, leaf sprins, and torsion bar sprins, The @9S
steels listed in Appendix sho"ld be "sed .
The materials and its processin, also, of co"rse ha!e an effect on tensile strenth. )t t"rns
o"t that the raph of tensile strenth !ers"s wire diameter is almost a straiht line for
some materials when plotted on lo-lo paper. Hence their tensile strenth can be
determined, writin the e."ation of this line as
S
"t
7
"
d
A
Constants for comp"tin their minim"m tensile strenths are i!en in Table 2:-< .
Sprins are man"fact"red b( hot or cold-workin processes, dependin "pon the si?e of
the material, the sprin index, and the properties desired.
Hard and soft sprins
Soft sprins "se pre hardened wires and are cold wo"nd, ha!e better finish and strenth.
)n eneral pre hardened wires sho"ld not be "sed if C ,B8d- G 1 or if d L281 in. S"ch
hard sprins are hot wo"nd, then hardened and tempered or normali?ed. 5indin of the
sprin ind"ces resid"al stresses thro"h bendin, b"t these are normal to the direction of
the torsional workin stresses in a coil sprin. M"ite fre."entl( in sprin man"fact"re
the( are relie!ed, after windin, b( a mild thermal treatment.
H#L)CAL T%'S)%9 S$')9>S
The torsion sprins ill"strated in Fir. 2:-A is "sed in door hines and a"tomobile starters
and in fact, for an( application where tor."e is re."ired. The are wo"nd in the same
manner as extension or compression sprins b"t ha!e the ends shaped to transmit tor."e.
D#LL#F)LL# S$')9>S
The inset of Fi. 2:-22 shows a coned-disc sprin, commonl( called a Delle!ille sprin.
Altho"h the mathematical treatment is be(ond the scope, one sho"ld at least be familiar
with the remarkable characteristics of these sprins.
=)SC#LLA9#%@S S$')9>S .
Flat stocks are "se for a reat !ariet( of sprins, s"ch as clock sprins, power sprins,
torsion sprins, cantile!er sprins and hair sprinsI fre."entl( it is speciall( shaped to
create certain sprin actions for f"se clips, rela( sprins, sprin washers, snap rins and
retainers. The( ma( be anal(sed and desined b( "sin the abo!e and other f"ndamental
concepts disc"ssed earlier .
UNIT III
1ESIGN OF PISTON AN1C2LIN1ER .
.
PISTON
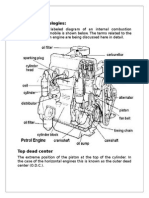
)iston is considered to be one of the most important parts in a
reciprocating engine in which it helps to con-ert the chemical energy obtained by
the combustion of fuel into useful 0work1 mechanical power. The purpose of the
piston is to pro-ide a means of con-eying the e(pansion of gases to the
crankshaft -ia connecting rod, without loss of gas from abo-e or oil from below .
)iston is essentially a cylindrical plug that mo-es up M down in the
cylinder. %t is e5uipped with piston rings to pro-ide a good seal between the
cylinder wall M piston .
FUNCTIONS ;
8. To reciprocate in the cylinder as a gas tight plug causing suction,
compression, e(pansion and e(haust strokes.
9. To recei-e the thrust generated by the e(plosion of the gas in the cylinder
and transmit it to the connecting rod.
=. To form a guide and bearing to the small end of the connecting rod and to
take the side thrust due to obli5uity of the rod.
The top of the piston is called head or crown and parts below the ring groo-es
is called skirt. Ring groo-es are cut on the circumference of the upper portion of
the piston. The portions of the piston that separate the groo-es are called lands.
Some pistons ha-e a groo-e in the top land called as a heat dam which reduces
heat transfer to the rings .
The piston bosses are those reinforced sections of the piston designed to
hold the piston pin or wrist pin .
MATERIALS ;
The materials used for piston is mainly $lluminium alloy. &ast %ron is also
used for piston as it possesses e(cellent wearing 5ualities, co:efficient of
e(pansion. 3ut due to the reduction of weight, the use of alluminium for piston
was essential. To get e5ual strength a greater thickness of metal is essential.
Thus some of the ad-antage of the light metal is lost. $lluminium is inferior to
&ast iron in strength and wearing 5ualities and hence re5uires greater clearance
in the cylinder to a-oid the risk of seiIure .
The piston made by the alloy of alluminium produces less inertia forces
there by rotating the crankshaft more smoothly. The heat conducti-ity of
alluminium is three:times that of cast iron and this combined with a greater
thickness necessary for strength, enables an alluminium piston alloy to run at
much lower temperatures than cast iron. $s a result carbonised oil does not form
on the under side of the piston and the crank case keeps always clean. S$E has
recommended the following composition .
SAE 333 ; "eat resistant aluminum alloy with the composition, &u 7.7 to ?.7 N,
6e 8.7 N, Si 7.C to @.C N, 2g C.9 to C.@ N, Ln C.A N, Ti C.9 N, other Elements
C.A .N
$d-antages ;
8. 2aintain mechanical properties at ele-ated temperature
9. "eat conducti-ity about G.G times cast iron
=. Specific gra-ity 9.AB
SAE 321 ; #ow e(pansion $lloy ha-ing the composition, &u C.7 to 8.7 N, 6e 8.=
N, Si 88 to 8= N, 2n C.8 N, 2g C.? to 8.= N, Ln C.8 N, Ti C.9 N, i 9 to = N,
other Elements C.C7 .N
2 4 A'',*5 0.e-eloped by ational )hysical #aboratory, #ondon.1 it is also called
alluminium alloy 99A7. This alloy is noted for its strength at ele-ated
temperatures. $lso used for cylinder heads. &omposition of &u GN, i 9N, and
2g 8.7N .
CONSTUCTION ;
$ piston is a cylindrical plug which mo-es up and down in the engine
cylinder. %t is attached to the small end of the connecting rod by means of a
piston pin. %ts diameter is slightly smaller than that of cylinder bore. The space
between the piston and the cylinder wall is called the piston clearance. The
purpose of this clearance is to a-oid seiIing of the piston in the cylinder and to
pro-ide a film of lubricant between the piston and the cylinder wall. The amount
of this clearance depends upon the siIe of the cylinder bore and the piston
material because the different metals ha-e different rates of contraction and
e(pansion when cooled and heat .
8. &rown,
9. .ish 0or bowl1,
=. 3owl lip,
G. Top land,
7. 9nd and =rd ring lands
@. &ompression ring groo-es,
?. ,il ring groo-e,
A. )in retainer ring groo-e
B. )in boss,
8C. &rown thickness,
88. under crown surface,
89. ,il return or drain holes,
8=. Skirt, M8G. Skirt tail,
87. 3oss spacing, 8@. )in bore diameter,
8?. Skirt length, 8A. #ower skirt length, 8B. &ompression height, 9C. Total
length
PISTON CLEARANCE ;
The two different metals ha-ing une5ual coefficient of e(pansion which
causes engine slap 0piston slap1. The space between the piston and the cylinder
wall is called the piston clearance. This clearance is essential to pro-ide a space
for a film of lubricant between the piston and cylinder wall to reduce friction. The
piston clearance is re5uired for the piston to reciprocate in the cylinder. There are
different methods to maintain the proper clearance to dissipate the heat from the
piston. They are e(plained as below ,
8 . P,&i+ing He$! +$0 ;
To keep the heat away from the piston skirt or lower part of the piston a
groo-e is cut near the top of the piston as shown in fig. This reduce the path of
heat transfer 0tra-el1 from the piston head to the piston skirt, there by cooling the
skirt and pre-enting it from e(panding in e(cess .
)iston with heat dam
9 . P,&i+ing "',!" ;
This method is used to control the piston e(pansion that is by pro-iding
slots in the lower portion of the piston. These slots may be horiIontal, -ertical or
T:type
as shown in fig. These slots reduce the path for the heat tra-eling from the piston
head to the skirt. Thus the skirt does not become much hot and e(pands with in
limit .
)iston with T:slot
= . C$0 4 G,%n+ -i"!,n ;
The pistons are finished so that they are slightly o-al when cold. These
pistons are called &am O !round pistons. When a cam ground piston warms up,
it assumes a round shape. %ts area of contact with the cylinder wall increases.
The minor a(is of the ellipse lie-in the direction of the piston pin a(is. .ue to
pro-iding the bosses for mounting the piston pin in the wall of the piston these is
une5ual thickness or amount of material with the piston wall. When heated there
will be une5ual e(pansion in the piston diameter which gi-es engine knocks. To
o-ercome this difficulty the pistons are made cam ground in elliptical section
instead of circular .
G . Wie 6,%n+ -i"!,n" ;
Some of the pistons such as split or cam ground type are pro-ided with
the bonds of steel wire between the piston pin and the oil control ring as shown in
fig. There by controlling the e(pansion of the piston skirt to a certain limit .
7 . A%!,!(e0i. Pi"!,n" ;
This type of pistons contains steel inserts at the piston pin bosses as
shown in the fig. 2ostly this piston is cam ground type and the low e(pansion
steel inserts control the e(pansion of the bosses which are pro-iding along the
major diameter of the piston .
$utothermic )istons
@ . Bi 4 Me!$' -i"!,n" ;
This piston is made from two metals alluminium and steel as shown in fig.
The skirt is made of steel in which alluminium is casted to form the bosses and
the piston of the head. The steel has -ery small e(pansion when heated thereby
obtaining a smaller cold clearance of the piston .
? . S-e.i$' -i"!,n" ;
The surface of the modern piston are anodiIed or treated with a coating of
Iinc o(ide or tin. $nodiIing is a treatment gi-en to the surfaces of the pistons to
resist wear in which the pistons also increase their diameters slightly thereby
obtaining a close cold clearance. The special constructions control, the clearance
as well as e(pansion of the pistons in addition to their own ad-antages. These
pistons are oil cooled pistons, pistons with inserted ring carrier, cast steel
pistons, tinned pistons etc .
Pi"!,n !e0-e$!%e +i"!i7%!i,n ;
Pi"!,n P,+%.!i,n
The first machining operations on a piston of con-entional design consists
in center drilling the little boss generally pro-ided on the piston head, facing the
open end, and boring and chamfering that end. 2ost of the following opens are
located from the center hole in the head end and the finished face and flange of
the open end. $ no. of turning facing and chamfering operations usually are
performed in an automatic lathe in a single setting .
The piston is located from the inside chamfer at the open end and
supported by a re-ol-ing center mounted in a G in air operated tail stock ram. $
locating spindle fi(ture stands e(tends in to the piston and dri-es it through the
piston bosses. The skirt is cam turned to an elliptic form, from the center of the oil
rings groo-es to the open end, by carbide tipped tool in a cam turning attachment
mounted on the carriage. This tool is mounted in a cam oscillated holder, the
mo-ement of which is synchroniIed with that of the spindle .
Pi"!,n 0%"! ($&e ",0e +e"i$7'e 8-,-e!ie"9 .($$.!ei"!i."
8. %t should be silent in operation both during warm:up and the normal
running.
9. The design should be such that the seiIure does not occur.
=. %t should offer sufficient resistance to corrosion due to some properties of
combustion E( ; Sulphur dio(ide.
G. %t should ha-e the shortest possible length so as the decrease o-erall
engine siIe.
7. %t should be lighten in weight so that inertia forces created by its
reciprocating motion are minimum.
@. %ts material should ha-e a high thermal conducti-ity for efficient heat
transfer so that higher compression ratios may be used with out the
occurrence of detonation.
?. %t must ha-e a long life.
PISTON RINGS
)iston rings are fitted into the groo-es of the piston to maintain good seal
between the piston and the cylinder wall .
F%n.!i,n" ;
8. To pre-ent the leakage of the compressed and e(panding gases abo-e
the piston into the crankcase.
9. To control and pro-ide the lubricating oil between piston skirt and cylinder
walls.
=. To pre-ent the entry of lubricating oil from crankcase to the combustion
chamber abo-e the piston head.
G. To pre-ent the deposit of carbon and other materials 0matter1 on the
piston head caused by burning of lubricant.
7. To pro-ide easy transmission of heat from piston to cylinder walls.
M$!ei$'"5 )iston rings are made of fine grained alloy cast iron. This material
possesses e(cellent heat and wears resisting 5uantities. The elasticity of this
material is also sufficient to impact radial e(pansion and compression which is
necessary for assembly and remo-al of the ring .
T*-e" ,/ Pi"!,n Ring"5 There are two types of piston rings .
8. &ompression rings or !as rings.
9. ,il control rings or ,il regulating rings.
8 . C,0-e""i,n Ring" ;
&ompression rings seal in the air fuel mi(ture as it is compressed and also
the combustion pressure as the mi(ture burns. The top two rings are called
compression rings 6ig 0a1. They pre-ent the leakage of gases which are under
pressure, from the combustion chamber to the crankcase. 6igure shows the
nomenclature of piston ring 0compression ring .0
)iston ring nomenclature
The outer diameter of the ring is some what longer than the cylinder bore
and the split joint is open .
6ig 0a1 6unction of compression ring
&ompression rings may ha-e tapered, chamfered, counter bored, scraper,
plain or center groo-ed cross sections as shown in fig .
Types of cross sections of compression rings .
%n modern engines there are two or three compression rings fitted into top
groo-es. The number of compression rings tends to increase the compression
ratio. !enerally the second and third rings are taper faced and supplied to
impro-e oil sealing. %n many engines, counter bored and scraper rings .
Pi"!,n Ring M$!ei$' ;
6or piston ring we re5uire a material which must be elastic 0or resilient1,
ha-e high ultimate strength, and ha-e pro-ided resistance to wear. &ast iron is
the material which meets the re5uirements. Earlier some &% as used for cylinder
blocks, but due to de-elopment and continued research special grades of %ron
are de-eloped. The typical specification is gi-en for &.% piston rings
Silicon : 9.7 to 9.A, Sulphur : ot o-er C.8C, )rosperous : C.7 to C.?, 2anganese
:C.@ to C.A, &ombined carbon : C.@ to C.A, Total &arbon : =.7 to =.A
Elastic property is re5uired to impart radial e(pansion and compression which is
necessary for assembly and remo-al of the rings. /ltimate strength necessarily
the amount with which it can e(ert necessary strength against the cylinder wall .
Resistance to wear so that it may ha-e satisfactory life .
S!e""e" in Pi"!,n Ring ;
When a ring is inserted in the cylinder it is compressed to a radius which
is, of course, the radius of the cylinder bore. %f the ring is subjected to plain
bending stresses, the compression on the inner fibers e5uals the tension on the
outer fibers and is gi-en by the relationship .
$llowable stress for cast iron, E < 'oung+s modulus of elasticity for
the ring material, tr < Radial thickness of the ring, . < 3ore
siIe or cylinder bore dia or $(ial thickness of piston rings
( )
r a
t to t % : . 2 K . :
The e(pression for appro(imate no. of rings
i
D
%
2:
%
D
i
2:
i < o. of rings
%t is desirable to make the rings narrow, to reduce the loss of power due to
friction between them and the cylinder wall and probably there will be less wear
on the sides of the ring groo-es. The disad-antage of ha-ing narrow rings lies in
their delicate handling e5uipment. are used for top and second compression ring.
.uring suction stroke the rings twist slightly due to the normal force produced by
cutting away a corner of the rings. Thus as the rings mo-e down they scrape off
the oil that might ha-e been left on the cylinder wall by the oil control rings .
.uring compression stroke when the rings mo-e upward, they tend to skate o-er
the oil film on the cylinder wall. Thus less oil is carried up into the combustion
chamber. .uring power stroke because of the combustion pressure the ring
untwist and they ha-e full face contact with the cylinder walls. .uring e(haust
stroke the same action takes place as in compression stroke .
3. Oi' C,n!,' Ring"5
6unction of ,il &ontrol Rings
/
/
D
Et
r
,il control rings scrape off e(cessi-e oil from the cylinder wall and return it
to the oil pan. Some connecting rods will ha-e an oil split hole which splits oil
from the oil pan on to the cylinder wall during each re-olution of the crankpin, for
more oil reaches on the cylinder wall than is needed. This must be scraped off
and returned to oil pan. ,therwise it will go the combustion chamber and burn.
This burned oil would foul the sparkplug and increase the possibility of knock.
,ne piece slotted cast iron type oil control ring has slots between the upper and
lower faces that bear on the cylinder wall. The oil scraped off the cylinder wall
passes through those slots in the back of the oil ring groo-es in the piston and
from there it returns to the oil pan .
W(* !6, C,0-e""i,n ing" $n+ One Oi' C,n!,' ing P
/sually two compression rings are fitted on the piston. .uring the power
stroke the pressure increases and would be difficult for a single compression
rings to hold this pressure. %f there are two rings, this pressure will be di-ided
between two rings. The loss of pressure past the upper ring is reduced. The load
on the upper ring is also reduced so that it doesn+t press 5uite so hard on the
cylinder wall. Wearing of ring and cylinder is also reduced .
3ecause of two compression rings are necessary to withstand the high
combustion pressure, hence these remains only one oil control ring. %t is 5uite
possible to use one oil control ring because of engineering and manufacturing
impro-ements and the more effecti-e action of the modern oil control ring .
Pi"!,n Ring G$- ;
)iston rings ha-e gap so that they may be installed into the piston groo-es
and remo-ed when worn out by e(panding them. The gap ensures radial
pressure against the cylinder wall thus ha-ing effecti-e seal to pre-ent leakage of
hea-y combustion pressure. This gap must be checked because if it is too great
due to cylinder bore wear, the radial pressure will be reduced. To check this gap
clean the carbon from the ends of the ring and then check it with feeler gauge.
This gap is C.8?A O C.7C mm go-erned by the dia of the bore but if it e(ceeds 8
mm per 8CC mm of bore then, new rings must be fitted .
The gap between the ring and the groo-e in the piston should also be
checked by feeler gauge. This gap is usually C.C=A O C.8C9 mm for compression
rings and a little less for the oil compression rings. Wear in the piston ring
groo-es causes the rings to rise and fall during mo-ement of the piston, so
causing a pumping action and resulting in hea-y oil consumption. E(cessi-e gas
blow by, loss of compression will also take place if this gap is too much .
Pi"!,n ing 0$n%/$.!%e
PISTON PIN
)iston pin or gudgeon pin or wrist pin connects the piston and the small
end of the connecting rod. )iston pin is generally hollow and made from case
hardening steel heat treated to produce a hard wear resisting surface .
There are three methods of connecting piston and connecting rod by the
piston pin .
8. The piston pin is fastened to the piston by set screws through the piston boss
and has a bearing in the connecting rod, thus permitting the connecting rod
end to swi-el as re5uired by the combined reciprocal and rotary motion of the
piston and crank shaft.
9. The pin is fastened to the connecting rod with a clamp screw. %n this case the
piston bosses from the bearing. $ screw slot is made on the circumference of
the piston pin in which the clamp screw is fitted as shown in fig.
=. The pin floats in both the piston bosses and the small end of the connecting
rod. %t is pre-ented from coming in contact with the cylinder wall by two lock
rings fitted in groo-es in the outer end of the piston bosses and these rings
are called &%R&#%)S as shown in the fig. This method is widely used. %n this
case a burning of )hosper 3ronIe or alluminium is used in the small end of
the connecting rod. The bush de-elops -ery little wear and re5uires replacing
only at long inter-als. %n -ery hea-y loading of -ehicles of &% engines, special
care is taken to a-oid risk of fatigue failure cracks. The e(ternal bearing
surface is finished to a -ery high degree of accuracy to ensure correct fit in
the piston and connecting rod.
)iston pin and connecting rod arrangement
1e"ign ,/ $ Pi"!,n /, I.C Engine"
In!,+%.!i,n ;
The design of %.& engine piston is probably more subject to contro-ersy
than any other machine part or engine mechanism, and any attempt to adhere to
rigid rules of design may lead to failure in the first instance .
The shape of the combustion chamber will fi( the profile of the piston
crown ,
While, the amount of distortion to be e(pected and the stresses due to gas
pressure will be affected by the shape re5uired .
The rating of the engine and efficiency of combustion will affect the
thermal stresses .
The ratio of the connecting rod length to the crank radius will determining
the amount of side thrust on the cylinder wallH While, 2any factors including the
bottom end design 0the presence of balance weights on the crank and so on, will
influence the no. piston rings and their type .0
P,.e+%e ;
Pi"!,n He$+ , C,6n ;
The piston head or crown is designed keeping in -iew the following two
main considerations, i.e .
8. %t should ha-e ade5uate strength to withstand the straining action due to
pressure of e(plosion inside the engine cylinder.
9. %t should dissipate the heat of combustion to the cylinder walls as 5uickly
as possible.
The top of the piston may be considered as a flat, fi(ed on the cylindrical portion
of the piston crown and subjected to uniformly distributed load of ma(imum
intensity of gas pressure .
The thickness of the piston top 0head1 based on the straining action due to
fluid pressure is gi-en by 08
st
condition 0
e5. 8A.8A 0a1 QQQ..pgQQ.=@8
t
8 < thickness of the piston head
. < .iameter of the cylinder
) < 6luid pressure
t
< $llowable tensile stress
The empirical formula, recommended by "eld and 6a-ary for the thickness of
the piston head is gi-en by ,
t
8 < C.C=9 . R 8.7 QQmmQQQQQQQQ.e5. 8A.8A 0b1 QQQ.pgQQQ.=@8
The thickness of the piston heat based on the consideration of heat dissipation
09
nd
condition 0
( ) Te T! K
& D
t
23::
/
2
q = "eat flow from gases QQQQQQQQQQ.. S/Sec 2
9
A
'P W C K
2
T8 < $ constant representing the amount of heat absorbed by the piston
& < &alorific -alue of fuel QQQQQ TS/Tg
W < 6uel consumption QQQQQQ. Tg:hr / W
3) < )ower QQQQQQQQ TW
$ < &ross sectional area
T < "eat conducti-ity QQQQQ
C "
"" W
: /
Te T! .ifference in temperature for that at the center and that at the edge
1e"ign ,/ Pi"!,n Ring" ;
t
(
D t
10 . :
2
)iston rings are pro-ided at the head of piston. %t is ad-isable to use many
narrow rings than using few wide shallow rings .
The radial thickness of the piston rings is gi-en by ,
r
r
P
D t
0
QQQQQQQ .. mm QQQQ.. e5. 8A.9? QQ... pgQQQ.. =@=
)r< 2agnitude of radial pressure on the piston rings QQQQQ. 2)a
6rom T 8A.@ QQQQ. )g. QQQQQ.. =@@
< $llowable stress for cast iron .
The depth of the )iston ring 0h 0
h < C.? tr to 8.C tr
The minimum a(ial thickness of the piston ring ,
i
D
%
2:
i < o. of piston rings
1e"ign ,/ Pi"!,n -in ;
The piston pin is designed for ma(imum combustion pressure. %t is usually
hallow to reduce its weight. The center of the pin should be C.C9 . to C.CG .
abo-e the center of the skirt of offset the turning effect of friction. The pin is
considered as a simple beam uniformly loaded for a length which is in the
connecting rod bearing with supports at the centers of the bosses at both ends.
The bosses are at least 8.7 times the outer diameter of the pin. The length of the
pin is the connecting rod bearing is about C.G7 . .
.iameter of piston pin 0d 0
b
P )
P D
d
2
/
1
max
QQQ 8A.9G .....Q )g. QQ.=@9
max P < !as pressure
b
P
< 3earing pressure
2
)
< T8 ( d
T8 < 8.7 for petrol engine
< 9 for oil engines
P,7'e0" ,n PISTON
1 P,7'e0 N,.1 0
.esign a cast iron piston for a G:stroke single acting engine from the following
data ;
&ylinder bore dia < 8CC mm 0.1, Stroke length < 89C mm 0#1, !as pressure < 7
2)a, 32E) < C.7 2)a, 6uel consumption < C.87 Tg / 3) 0W1, Speed < 99CC
rpm. 0 0
S,'%!i,n ;
Step 8 ;
3rake power 03)1 .in TW
KW
PLAN
'P
3: 2:::
3:
//::
1
2::
2:::
2/: < . :
/
KW /K< . 2K
Step 9 ;
The thickness of piston head is primarily found from its capacity of heat
dissipation or consideration of heat dissipation .
( )
e !
T T K
& D
t
23::
/
2
mm QQQQQ E5. 8A.8BQQ)g =@8
"" d f(iston%ea T%i!knesso t .........
2
,
"" redia Cy)inderbo D .......
,
/
8 ....... M s J o"ases *eatf)owfr & , T < "eat conducti-ity .QQQQ
! "
"" W
: /
e !
T T
< .ifference in temperature for that at the center and that of edge .
A
'P W C K
&
2
QQQ .. S/s O m
9
! < &onstant representing the part or amount of the heat absorbed by the
piston
< C.C7 or 7N U$ssume if not pro-ided in problem U
& < &alorific -alue of fuel U$ssume if not pro-ided in problem
< G9CCC TS/Tg substitute in S/Tg inE5 .
W < 6uel consumption < C.87 Tg O hr/TW USubstitute in Tg:sec/TW in E5 U
V %f either of or both of & or W are gi-en, need to calculate *5E or Take 5 directly
from mentioned -alues in .."3 U
3) < 8?.9?A QQQ. TW
$ <
1
/
D
<
( )
1
2 . :
/
< ?.A7G ( 8C
:=
QQQ m
9
USubs. %n e5u. %n QQ. m
9
U
( )
0
2: 4<1 . K
/K4 . 2K
03::
2< . :
2::: 1/::: :< . :
,
_
&
< 8B9GB8 S/s:m
9
( ) Te T! K
& D
t
23::
/
2
E5u. 8A.8BQQ..=@8
. < 8CC mm < 3ore dia of cylinder USubs. %n e5u. in mm U
5 < 8B9GB8QQQ S/s:m
9
T < G@C QQQ
C "
"" W
: /
from )g. =@9
Te T! < 999
C
&QQ... for &.% Engine from )g. =@9
( )
/// 13: 23::
2A/1A2 2::
/
2
t
< 88.?A mm
The thickness of piston head based on fluid pressure 0stress 0
t
P
D t
10 . :
2 E5u. 8A.8A 0a1 )g. =@8
) < 6luid pressure, 2)a < QQ.. 2 /m
9
< 7 2)a
t
< $llowable tensile stress QQQ 2)a QQQ. 2 /m
9
< =A ..QQ 2)a for close grained &%
. < 8CC mm
< C.G= ( 8CC (
04
<
< 87.7B? mm W 8@ mm X$dopt great -alue of t! X
The thickness of piston head based on an Empirical 6ormula
"" D t < . 2 :0/ . :
2
+ E5u. 8A.8A? b )g. =@8
< G.A mm
#ength of the piston 0# 0
# < . mm E5u. 8A.99 )g. =@9
# < 8.7 .
< C.?7 . mm for aero engines
< 9.7 . mm for stationary and marine engines
< 8CC mm
P,-e!ie" ,/ Pi"!,n Ring" ;
The radial thickness of the &.% Snap ring 0tr 0
1 from bending stress consideration 0
r
r
P
D t
0
E5u. 8A.9? )g. =@=
. < 3ore dia. < 8CC mm
)r < 2agnitude of radial pressure on the piston ringsQQ 2)a
< C.C9?G@ /mm
9
02)a1 Table 8A.@ )g. =@@
6or petrol engines
< $llowable stress for &ast %ron
< A9.C to 8CC 2 /m
9
QQ.. /mm
9
< A9 /mm
9
4/
:/K13 . : 0
2::
< =.8@? mm
The depth of the piston ring 0h 0
h < C.? tr to 8.C tr E5u. 8A.9A a )g. =@=
< C.? ( tr < C.? ( =.8@?
< 9.99 mm
The distance from top to the first groo-e 0tg 0
tg < 8.C t! to 8.9 t" E5u. 8A.=C )g. =@=
< 8.9 t!
< 8.9 t!
< 8.9 ( 8@
< 8B.9 mm
The lands between the ring groo-es 0tland 0
tland < h or slightly less than h 0Yh1 E5u 8A.=8 )g. =@=
< h
< 9.99 mm
The minimum depth of the piston ring
i
D
%
2:
E5u. 8A.9A b )g. =@=
i < o. of piston rings
%
D
i
2:
// . / 2:
2::
< G nos .
The ma(imum thickness of the piston barrel 0t# 0
t# < C.C= . R b R G.7 mm E5u. 8A.9C )g. =@=
b < depth of ring groo-esQQ.. mm
< tr R C.G mm
< =.8@B R C.G
< =.7? mm
< C.C= ( 8CC R =.7? R G.7
< 88.C? mm
The wall thickness towards the open end of the piston 0t$ 0
t$ < C.97 t# to C.=7 t#
< C.= t#
< C.= ( 88.C?
< =.=98 mm
Stroke length 0#7 0
#7 < 8.= . to 8.G . E5n. 8A.9= )g. =@=
< 8.= . < 8.= ( 8CC
< 8=C mm
.iameter of the piston pin 0d 0
b
P )
P D
d
2
/
1
max
E5u. 8A.9G )g. =@9
%max < !as pressure < 7 2)a
%& < 3earing pressure < QQ 2)a < QQ 2/m
9
< QQQ.. /mm
9
l! < T8d
< #ength of the gudgeon pin bearing in mm
T8 < 8.7 for petrol and gas engines
< 9 for oil engines
d < .iameter of piston pin
l! < 8.7 d
( ) K . 2< < . 2 1
< 2::
/
d
d
( ) K . 2< < . 2 1
< 2::
/
/
d
d < GC.A= mm
6orce on piston 06p 0
6p < ) ( $
<
1
2::
<
/
< =B.9? T
&heck for strength of the piston pin
The bending stress of piston pin 1 b
0
+
D F
(
b
4
(
F
< 6orce on the piston QQ..
' < Section modulus QQ.. mm
=
<
0 0
0 0
......... 2: 24 . A4
0/
2::
0/
""
D
( )
0
2: 24 . A4 4
2:: 2::: /K . 0A
< G.BB W 7 2)a Y @9 2)a for carbon steel
1 P,7'e0 N,.2 0
.etermine the thickness of a trunk type piston for a single cylinder G:stroke
engine de-eloping 88 TW at @CC rpm. The diameter of the piston is 89C mm and
ma(imum e(plosion pressure is G /mm
9
. "eat supplied to the engine is B7C7
TS/TW/hr 0TS/3)1. $bout @N of the heat is conducted through the piston crown
conduction factor for the piston materialH material may be taken as C.CG@ W/mm
C
&. The temperature difference between the center of the crown and the edge of
the crown may be taken as 97C
C
3) < 88 TW < @CC rpm . < 89C mm ) < G 2)a
(c O (e < 97C
C
T < C.CG@ W/mm
C
& T8 < @N
$rea of 3ore ,
( )
/ 0 /
2: 02 . 22 2/: . :
1
" A
/ 0
2: 02 . 22 "
Thickness of piston head
( ) Te T! K
& D
t
23::
/
2
( )
A
'P W C K
&
2
! < @N < C.C@
) x * < &alorific -alue of fuel ( fuel consumption
< B7C7
KW
%r KJ
< B7C7
2:::
03::
2
V 8/=@CC because fuel consumption subs. %n Tg:
sec/TW U
3) < 88 TW
$ < 88.=8 ( 8C
:=
m
9
<
0
2: 02 . 22
22
03::
2
2::: A<:< :3 . :
,
_
/
8 2<1:K< " s J
/<: 2: 13 . : 23::
2<1:K< 2/:
0
/
2
t
< 89.C7A mm
1 P,7'e0 N,.3 0
.etermine the thickness of head of a &ast %ron piston for a single acting G:stroke
engine for the following specification
&ylinder bore < 8CC mm 2a(imum gas pressure < 7 /mm
9
Stroke < 89C mm 6uel consumption < C.99? Tg/3)
32E) 0)m1 < C.@7 /mm
9
Speed < 99CC rpm
&alorific -alue < G8A?C TS/Tg
KW
LAN P
'P
"
2::: 3:
%m < 2ean effecti-e pressure in 2)a
< C.@7 2)a
+ < Stroke in 2
< C.89C mts .
( )
/
/
1
2::
M A
< 99CC rpm
2::: 3:
//:: 2: 4<1 . K 2/: . : 3< . :
0
< 99.G@ *
Thickness of piston head ,
- , 23::
/
2
Te T! K
& D
t
Te T! < 999
C
&
, < 8CC rpm
< G@C
C "
"" W
: /
( )
A
'P W C K
&
2
! < C.C7 or 7 N $ssumption
)- < G8A?C ./g < G8A?C ( 8C
=
./g
* <
KW
K sec
03::
//K . :
A < ?.A7G ( 8C
:=
m
"
3) < 99.G@ *
q < =??GBA ./s/m
"
( )
/// 13: 23::
0KK1A4 2::
/
2
t
< 9=.8C mm
Bowl lip: Edge of the piston bowl as shown in the Figure .1.0 .
Compression ring groove: A groove cut into the piston around its
circumference, in the upper part of the ring belt. The depth of groove
varies depending on piston size and types of rings used .
Compression height: dimension from the pin bore center to the
crown ecluding any dish or pop up, shown in Figure .1.0 .
Connecting rod length-!istance between the centers of the cran"
pin and piston pin bores .
Cooling gallery: A cast channel in the piston ring belt area that
receives cooling oil from an oil nozzle attached to a pressurized oil
gallery .
Dish or bowl: #ecessed area on the crown. The dish adds clearance
volume to the combustion chamber reducing compression ratio. The
shape may also enhance combustion .
Groove pound out-A widening of piston ring groove caused by the
lower edge of the top ring gap embedded itself to the aluminum
.conditions leading to groove pound out include groove wear ,high
piston temperatures, and a lower silicon alloy to name a few .
Major thrust face: That portion of the piston s"irt which carries the
greatest thrust load. This is on the right side when viewing the engine
from the flywheel end with the cran"shaft rotating countercloc"wise .
Minor thrust face: That portion of the piston s"irt which is opposite
the ma$or thrust face .
il ring groove: A groove cut into the piston around its
circumference, at the bottom of the ring belt or at the lower end of
piston s"irt. %il ring grooves are usually wider than compression ring
grooves and generally have holes or slots through the bottom of the
groove for oil drainage to the interior of the piston .
!iston crown: Top of the piston. This surface also referred to as the
dome, is part of the combustion chamber and some times includes a
bowl, pop&up, or valve poc"ets .
!iston thrust side: The s"irt side that absorbs the piston load on the
downward power stro"e. 'n engines rotating cloc"wise this would be
left side when loo"ing at the front of the piston .
!iston crown valve poc"et: A machined or cast recess on the piston
crown to provide clearance to the open inta"e or ehaust valve .
!iston pins :( )rist pins or gudgeon pins #
*onnections between the upper end of the connecting rod and the
piston. +ins may be held in one of three ways :
$ . Anchored in the piston with the bushing in the upper end of the
connecting rod oscillating on the pin .
% . *lamped in the rod with the pin oscillating in the piston .
& . Full floating in both connecting rod and piston with loc" rings or
other devices preventing the pin from contacting the cylinder wall .
!iston s"irt taper & The difference between the diameters of the
piston at the top of the s"irt and at the bottom of the s"irt with the
diameters being measured in the thrust direction .
!iston pin offset&refers to a condition where piston pin bore center
does not intersect with piston aial center .pin offset towards the
thrust side of piston can be used to reduce slap noise during piston
cross&over in the cylinder bore .
!orts: the inlet or ehaust ports allow air to flow into or out of the
cylinder head. #un from the manifold face to the valves .
!ower: a measure of the rate at which an engine does wor".
,umerically, tor-ue multiplied by engine speed, and epressed in
horse bra"e power (bhp .(
'ing lands: .ection of the piston that supports the piston ring forces.
The width of these ring lands affects inters&ring volume .
("irt: The portion of the piston that provides the bearing surface for
side load transfer to the cylinder walls .
)op land: The ring land above the upper compression ring .
(*uish: action of forcing poc"ets of air within the combustion
chamber bac" towards the spar" plug for better fuel distribution .
(tro"e: the distance the piston moves up and down within the
cylinder bore .
(wirl: horizontal turbulent motion of air entering engine. /elps to give
good fuel distribution and improve combustion .
+nder crown surface: The under side surface of the crown or dish .
%uter diameter
of pin (based
on bearing (
%uter
diameter of
piston pin is calculated based on bearing pressure length of gudgeon
pin bearing
2 )
00.12! to 0.2! 34 3
max
:
2 b
(
F
d
) P
5 &&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&& 6.17 (
The table 6.2 shows the bearing pressures for different engines
8earing
pressure p
b
5 9,:m
6
(
16.1 For gas engines
12 For oil engines
12.7
For automotive
engines
Table 6.2; 8earing pressures for different engines
'nner diameter of pin (based on bending (
'nner diameter of pin is determined by considering bending
stress due to gas load when loaded uniformly over length and
supported at center of the boss 34 .3
Figure6.16; 8ending stress due to gas load
M
+
8ut 9aimum bending moment 9 0
max
4
F D
There fore, by substituting in the above e-uation
<0
max
4 b
F D
&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&& (6.1= (
And also ,
2
0
0/
b
M
d
1
]
There fore from above e-uation
<0
1 1
0/
(o (i
(o
d d
d
1
]
&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&& (6.14 (
The pin inner diameter can be found by e-uating >< ?
#e-uirements of piston pin are
Ade-uate rigidity to "eep stressing of the piston pin bore and pin
bore support at an acceptable level. This rigidity consists of
bending deflection and ovalization.
Ade-uate rigidity to provide uniform bearing loads in pin bore
area.
.ufficient bearing area from the length and diameter to "eep
bearing pressure in the piston pin bore and connecting rod bore
at an acceptable level.
@ight weight to reduce the effects of inertia forces.
Aood outer diameter and surface finish enhancing lubrication
with piston and connecting rod mating surfaces.
Ade-uate material and heat treat to provide structural strength
and good wear characteristics 3BC.
UNIT IV
8 C,nne.!ing ,+ 4 +e"ign) e//e.!" ,/ 6(i--ing) 7e$ing 0$!ei$'")
'%7i.$!i,n
CONNECTING RO1S
1e/ini!i,n; $ &onnecting rod is the link between the reciprocating piston and
rotating crank shaft. Small end of the connecting rod is connected to the piston
by means of gudgeon pin. The big end of the connecting rod is connected to the
crankshaft .
F%n.!i,n5 The function of the connecting rod is to con-ert the reciprocating
motion of the piston into the rotary motion of the crankshaft .
M$!ei$'"5 The connecting rods are usually forged out of the open hearth steel or
sometimes e-en nickel steel or -anadium steel. 6or low to medium capacity high
speed engines, these are often made of duraluminium or other alluminium alloys.
"owe-er, with the progress of technology, the connecting rods these days are
also cast from malleable or spheroidal graphite cast iron. The different
connecting rod steels are 0G,&A, =?2n@, =72n@ 2,=, =72n@ 2oG, GC&rG,
GC&rG 2o=, GCi&rG2,91 etc .
%n general, forged connecting rods are compact and light weight which is an
ad-antage from inertia -iew point, whereas cast connecting rods are
comparati-ely cheaper, but on account of lesser strength their use limited to
small and medium siIe petrol engines .
C,n"!%.!i,n5 $ typical connecting rod is shown in fig8. $ combination of a(ial
and bending stresses act on the rod in operation. The a(ial stresses are product
due to cylinder gas pressure and the inertia force arising on account of
reciprocating motion. Where as bending stresses are caused due to the
centrifugal effects. To pro-ide the ma(imum rigidity with minimum weight, the
cross section of the connecting rod is made as and % O section end of the rod is a
solid eye or a split eye this end holding the piston pin. The big end works on the
crank pin and is always split. %n some connecting rods, a hole is drilled between
two ends for carrying lubricating oil from the big end to the small end for
lubrication of piston and the piston pin .
C
'
$
"
"
i/
i
.
$
!i
,n5 The classification of connecting rod is made by the cross sectional point of
-iew i.e. % O section, " O section, Tabular section, &ircular section .
%n low speed engines, the section of the rod is circular, with flattened sides .
%n high speed engines either an " O section or Tabular section is used because
of their lightness. The rod usually tapers slightly from the big end to the small
end .
F,.e" $.!ing ,n !(e C,nne.!ing R,+ ;
8 . The combined effect 0or joint effect1 of ,
a1 The pressure on the piston, combined with the inertia of the
reciprocating parts .
b1 The friction of the piston rings, piston, piston rod and the cross head .
9 . The longitudinal component of the inertia of the rod .
= . The trans-erse component of the inertia of the rod .
G . The friction of the two end bearings .
1e"ign ,/ C,nne.!ing R,+ ;
%n designing a connecting rod the following dimensions are re5uired to be
determined .
8. .imension of cross section of connecting rod
9. .imension of the crank pin at the big end and the piston pin at the small
end.
=. SiIe of the bolts for securing the big end cap and
G. Thickness of the big end cap.
$ccording to R$n:ine;" 4 G,+,n formula ,
6 about (:a(is
,
_
xx
!
K
)
a
A f
2
#et ,
$ < &/s area of connecting rod, # < #ength of connecting rod
fc < &ompressi-e yield stress, 6 < 3uckling load
%(( and %yy < Radius of gyration of the section about ( O ( and y O y a(is
respecti-ely
and T(( and Tyy < Radius of gyration of the section about ( O ( and y O y
a(is respecti-ely .
for both ends hinged or free, l = 8l data from )g. 7, E5. 8.9B
6 about y:a(is
,
_
yy
!
K
)
a
A f
2
for both ends fi(ed, l =
/
)
data from )g. 7, E5. 8.9B
%n order to ha-e a connecting rod e5ually strong in buckling about both the a(es,
the buckling loads must be e5ual ,
ie .
/ /
/
2
2
,
_
,
_
+
yy
!
xx
!
K
)
a
A f
K
)
a
A f
or
/
/
/
,
_
,
_
yy xx
K
)
K
)
/ /
1
yy xx
K K
,r yy xx
I I 1
1e"ign $ .,nne.!ing ,+ /, $ "e0i +ie"e' engine 6i!( !(e /,'',6ing +$!$ .
.iameter of the piston < AA mm
Weight of the reciprocating parts < 8.@ Tg
#ength of the connecting rod < =C cm < =CC mm 0center to center 0
Stroke < 897 mm
R)2 < 99CC when de-eloping ?C ") i.e. 79.9 TW
< =CCC is possible o-er speed
&ompression ratio < @.A;8
)robable ma(imum e(plosion pressure < =7 Tgf/cm
9
< =.GG /mm
9
8 . C,"" "e.!i,n ,/ !(e C,nne.!ing R,+ ;
Since in all high speed engines connected rods ,
i. #ightness is essential in order to keep the inertia forces as small as
possible and
ii. $mple strength is re5uired to withstand the momentary high gas
pressure in the cylinder.
Therefore, the % O section is generally found most suitable for this type of
connecting rod .
The connecting rod is under alternating tension and compression and since
compression corresponds to the power and compression strokes, the
compressi-e stress is much greater numerically than the tensile stress. The
connecting rod is therefore, designed mainly as a strut. The inertia force due to
change of motion of the reciprocating parts will be considered and checked later .
%n the plane of motion of the connecting rod, the ends are direction free at the
crank and the gudgeon pins, and the strut is therefore, "inged for buckling about
Zneutral a(is[ 0(:( $(is 0
%n the plane perpendicular to the motion plane 0$1, 0i.e. y:y a(is1 when buckling
tends to occur about y O y a(is, the strut has almost fi(ed ends due to the
constraining effect of the bearing at crank and gudgeon pins .
6or buckling about y O y a(is ,
The connecting is therefore G times as strong about y O y for buckling as for, the
buckling about ( O ( due to constraining effect of the fi(ed ends .
i.e. G xx yy
I I
The result is a con-incing e-idence of the suitability of % O section .
%t can be noticed that, a circular section connecting rod, is un:necessarily strong
for buckling about the y O y a(is .
The proportions gi-en in the figure are assumed for the section as representing a
typical connecting rod. %t is needed to check the relationship of the e5uation ::::::
8 .
$rea $ < 0Gt
9
RGt
9
1R =t
9
< 88t
9
( )
0 0
2/
2
bd 'D I
xx
<
( ) ( ) ( )
0 0
0 0 < 1
2/
2
t t t t
< 8C.B8 t
G
/ . 0
yy
xx
I
I
appro( .
So, in the case of this section 0assumed section1 proportions shown abo-e will be
satisfactory .
1 P,7'e0 N,.1 0
.esign a connecting rod for a petrol engine for the following data ,
.iameter of the piston 0d1< 88C mm, length of the connecting rod09#1 < =97 mm
Stroke length0#1 < 87C mm, Speed 0n1 < 87CC rpm, ,-er speed < 97CC rpm
compression ratio < G ; 8, 2a(imum e(plosion pressure < 9.7 2)a .
S,'%!i,n ;
S!e- 1. 1i0en"i,n" ,/ .,"" "e.!i,n ,/ !(e .,nne.!ing ,+ ;
#et us consider an % O section of the connecting rod as shown in figure, with the
following proportions, so that the connecting rod to be e5ually resistant to
buckling in either plane, the relation between moment of inertia must be ,
. 1
yy xx
I I
6rom pg. G=8 ,
2oment of inertia of the % O cross section abut (:( is gi-en by ,
0xx <
( ) ( ) ( ) ( )
1 0 0 0 0
A2 . 01 0 0 < 1
2/
2
2/
2
t t t t t bd 'D
2oment of inertia of the % O cross section about yy is gi-en by ,
( ) ( ) ( ) ( )
1 0 0 0 0
A2 . 2: 0 1 /
2/
2
2/
2
t t t t t 'd bD I
yy
+
Ratio of 0xx to 0yy i.e .
/ . 0
A2 . 2:
A2 . 01
1
1
t
t
I
I
yy
xx
The section chosen is 5uite satisfactory
$rea of cross section 0$ 0
$ < 07t ( Gt1 O 0=t ( =t1 < 88 t
9
Radius of gyration xx 01 is gi-en by ,
A
I
K
/
1
22
2A . 01
t
t
< 8.?A t
w.k.t .
Stroke length < # < 87C mm
crank radius
""
L ston storkeof(i
r K<
/
2<:
/ /
00 . 1
K<
0/<
2
s !rankradi$
d nne!tinro )ent%of!o
r
)
n
w < angular speed
2 . 2<K
3:
2<:: /
3:
/
N
rad / sec .
S!e- 2. Ine!i$ /,.e ,/ Re.i-,.$!ing P$!" 8F ; 0
2
/
/ 2:::
n
Cos
Cos
r
Wr,
F
t
QQQQQQQQ 8B.A 1 a1, =?C
Wr < mg < Weight of reciprocating partsQQQQ
< 9 ( B.A8 < 8B.@9
r < &rank radius < ?7 mm
< &rank angle from the dead center
< C considering that connecting rod is at the T.& position
n
8
< G.==
g < $cceleration due to gra-ity < B.A8 m/s
9
4 < &rank -elocity m/s
< rw < ?7 ( 8C
:=
( 87?.8
< 88.?A m/s
Substituting ,
( )
,
_
00 . 1
/:
:
K< 42 . A
K4 . 22 3/ . 2A 2:::
/
Cos
Cos F
< G777
S!e- 35 T,!$' /,.e ,n !(e .,nne.!ing ,+ ;
F F F F F!
( - (
< 9=.?@ ( 8C
=
O G777
< 8B9C7
S!e- <5 T, /in+ !(e !(i.:ne"" ,/ !(e .,nne.!ing ,+ /'$nge $n+ 6e7 ;
3y using R$n:ine;" 4 G,+$n formula, The stress due to a(ial load ,
/
2
,
_
+
k
)
K
f!
A
F!
f!r
QQQQQQQQ E5. 8B.7 )g. =@B
/
2
,
_
+
k
)
K
f!A
F!
6c < Total force on the connecting rod i.e. a(ial load on the rod
< 8B9C7
T < &onstant
/<:::
1
for steel rod, pin connected at both ends, so that the
rod is free to bend in any plane .
$ < $rea of cross section
< 88 t
9
l < #ength of connecting rod
< =97 mm
k < Radius of gyration about ( O ( a(is
< 8.?A t
fc < $llowable unit stress for designing n/mm
9
F.#
stress /ie)d(oint
$ssume 6,S < G
< =?A/G 'ield point stress, from T O 8B.8 )g. =?8
< BG.7 2)a =?A 2)a
Substituting ,
/
/
K4 . 2
0/<
/<:::
1
2
22 < . A1
,
_
,
_
t
t
F!
8B9C7 <
01 . <
< . 0A . 2
/
1
+ t
t
K . 2:/<<1 2A/:< 2:1:
/ 1
+ t t
Y<< : K . 2:/<<1 2A/:< 2:1:
/ 1
t t
( ) ( )
2:1: /
K . 2:/<<1 2:1: 1 2A/:< 2A/:<
/
/
+ +
t
Y< 4 . //
/
t
KK< . 1 t Say 7 mm
Take t < 8C mm
ote the dimensions, width < Gt < GC mm
.epth < 7t < 7o mm
6lange and web thickness < t < 8C mm
S!e- 55 1e"ign ,/ "0$'' en+ ;
We know that ,
#oad on the piston pin or small end bearing 06p1 < )rojected area ( 3earing
pressure
b(
P d()( F(
6p < 9=?@C force or load on the piston pin, dp < .iameter of piston pin
)bp < 3earing pressure QQQQQ. 6rom )g. =@9
< 89.G for gas engines .
< 87.C for oil engines .
< 87.? for automoti-e engines .
We assume
)bp < 8C 2)a
lp < length of piston pin
< 8.7 dp QQQ from )g. =@9
Substituting ,
9=?@C < 8.7 dp . dp ( 8C
"" d
(
1: KA . 0A
"" d )
( (
3: < . 2
S!e-=5 1e"ign ,/ Big en+ ;
w.k.t
load on the crankpin or big end bearing 06p 0
< )rojected $rea ( 3earing pressure
b! ! ! (
P ) d F
6p < 9=?@C forces or load on the piston pin
dc < diameter of crankpin
lc < length of crankpin
< 8.97 dc
)bc < ?.7 2)a $ssume
Substituting ,
9=?@C < 8.97 dc dc ?.7
"" )
"" d
!
!
< . 3/
<:
S!e- >5 1e"ign ,/ Big en+ B,'!" ;
w.k.t ,.
6orce on the bolts <
( )
b t !b
n d
/
1
dcb < &ore diameter of the bolts
$llowable tensile stress for the material of bolts
< 89 2)a assume
nb < umber of bolts usually 9 bolts are used
( )
/
/ 2/
1
!b
d
< 8A.A7 dcb
9
$lso ,
The bolts and the big end cap are subjected to a tensile force which corresponds
to the inertia force of the reciprocating parts at the T.& on the e(haust stroke .
We Tnow that inertia force on the reciprocating parts
,
_
t
2
/
/ 2:::
n
Cos
Cos
r
Wr,
F
$s calculated earlier
6 < G777
E5uating the %nertia force, to the force on the bolts ,
G777 < 8A.A7 dcb
9
"" d
!b
<< . 2<
ormal diameter of the bolts 0dcb 0
"" say
""
d
d
!b
!b
/:
<: . 24
41 . :
use 29C siIed bolts
S!e- ?5 1e"ign ,/ Big en+ .$- ;
The big end cap is designed as a beam freely supported at the cap bolt
centers and loaded by the inertia force at the T.& on the e(haust stroke 06j at
\<C 0
Since load is assumed to act in between the /.# 0/niformly distributed load1 and
the centrally concentrated load ,
2a(imum 3ending moment is taken as ,
3
max
o
) Fi
M
6i < 2agnitude of %nertia force
< G777
lo < .istance between bolt centers .
< .ia of crank pin or 3ig end bearing R ominal dia of bolt
1 R 9 ( thickness of bearing liner1 R &learance
< dc R db R 09 ( 0C.C7 dc R 811 R =
< AC mm
Substituting ,
2ma( <
3
4: 1<<<
< @C?=G :mm
Section modulus for the cap ,
L <
3
/
b%
L < Section modulus
b < width of the big end cap
it is taken e5ual to the length of the crankpin or 3ig end bearing 0lc 0
lc < b < @9.7 mm
Substituting, h < thickness of big end cap
<
3
< . 3/
/
%
< 8C.G9 h
9
We know that bearing stress
+
M
b
max
b
< $llowable bending stress for the material of the cap
< 89C 2)a $ssume
Substituting ,
89C <
/
1/ . 2:
3:K01
%
AK . 3 % say ? mm
S!e- @5 C(e.: /, "!e""e" ;
The magnitude of %nertia force 06i 0
) r w A W
F
i
/
2:
/ /
W < Weight density per unit -olume of the rod /m
=
< ?ACC ( B.A8 /m
=
assume
r < &rank radius < ?7 mm
l < length of connecting rod < =97 mm
$ < $rea of cross section 0% O section 0
w < $ngular speed < 87?.8 rad / sec
g < $cceleration due to gra-ity < B.A8 m/sec
9
Substituting ,
( )
42 . A /
2: 0/< K< 2 . 2<K 22:: 42 . A K4::
2/ /
i
F
6i < 97AC.A
The ma(. bending moment 02ma( 0
0 A
max
) +F
M
i
<
0 A
0/< 4 . /<4: /
< 8C?@89.B7 :mm
The ma(imum %nertia bending stress or whipping stress 1 b
0
+
M
b
max
6rom E5. 8B.= )g. =@B
+
) w A r n
b
/ / 2/
2: /4<1 . :
L < %/y
% < =G.B8 t
G
< =G.B8 ( 8C
G
mm
G
y < ./9 < 7C/9 < 97 mm
n < re-/sec < Speed of crank < 99CC/@C < =@.@? r/sec
Substitute ,
( )
/< 8 2: A2 . 01
0/< 42 . A K4:: 22:: K< 3K . 03 2: /4<1 . :
1
/ / 2/
< 8A.=9 2)a Which is Safe
2a(imum compressi-e stress in the connecting rod ,
i.e. < Stress due to a(ial load R The ma(. %nertia bending stress or whipping
stress
< fcr R b
b
A
F!
+
<
0/ . 24
22::
2A/:<
+
< =7.?A 2)a Which is safe
1 P,7'e0 2 0
1e"ign !(e .,nne.!ing ,+ ,/ $ "!e$0 engine !, !(e /,'',6ing +$!$
#ength of the connecting rod < A97 mm, .ia of the crankpin < 877 mm
.ia of the cross head pin < B7 mm, 2a(imum load on the pin < 878@C Tg <
8GA?9C , The rod is to be made of circular cross section and made hallow by
boring a central hole of 9A mm dia, throughout the length .
&alculations should be made for ,
8. E(ternal dia at the centre
9. #ength of the cross head pin
=. .iameter of the big end bolts
G. #ength of the crankpin
7. Width and thickness of the cap
8 . C$'.%'$!i,n ,/ EA!en$' +i$ $! !(e .en!e .
#et us assume that, at the middle of the connecting rod ,
. < ,utside dia P <
d < %nside dia < 9A mm
cross section area
[ ]
/ /
1
d D A
2,%
[ ]
1 1
1
d D I
xx
T(( < Radius of !yration <
A
I
xx
<
( )( )
( )
/ /
/ / / /
31
1
d D
d D d D
+
<
( )
/ /
1
2
d D +
3y using R$n:ine 4 G,+,n formula ,
E5. 8B.7, )g. =@B
&rippling load i.e. $(ial load on the rod due to steam or gas pressure
/
2
,
_
k
)
K
A f
F
!
!
fc < 'ield point stress / 6,S 'ield point stress < =9G 2)a
< =9G / ? for forged 2.S rod connecting rod material
< G@.= 2)a $ssume 6,S as ?
T <
K<::
2
for 2.S when both ends are rounded
!
F
8GA?9C
k <
1
/ /
d D +
l < length of the connecting rod < A97 mm
$ <
( )
1
/ /
d D
Substituting in R$n:ine 4 G,+,n e5uation
8GA?9C <
( )
( )
( )
( )
( )
/ /
/ /
/ /
/
/ /
21</
2
1 . 03
23 4/<
K<::
2
2
K4<1 . : 0 . 13
d D
d D
d D
d D
+
+
,
_
+
8GA?9C <
( )
( )
( )
( )
( ) 21</
1 . 03
21</
1 . 03
/ /
1 1
/ /
/ /
/ /
+ +
+
+ +
d D
d D
d D
d D
d D
8GA?9C .
9
R 8GA?9C d
9
R 987.BG(8C
@
< =@.G .
G
O =@.G d
G
Substitute, .
9
< & ,
8GA?9C & R 8GA?9C ( 09A1
9
R 987.BG(8C
@
< =@.G &
9
O =@.G ( 09A1
G
8GA?9C & R 88@.@ ( 8C
@
R 987.BG(8C
@
< =@.G &
9
O 99=.?G ( 8C
@
=@.G&
9
O 8GA?9C & O 99=.?G (8C
@
O 88@.@ ( 8C
@
O 987.BG ( 8C
@
< C
=@.G &
9
O 8GA?9C & O 77@.= ( 8C
@
< C
( )
1 . 03 /
- 2: 0 . <<3 -, 1 . 03 , 1 214K/: 214K/:
. /
1
3 /
/
+ +
a
a! b b
x
4 . K/
2: 41 . 13A
4 . K/
2: 22< . 0/2 214K/:
0 0
& < @G7G
. < 31<1
< "" 00 . 4: s
9 . C$'.%'$!i,n /, 'eng!( ,/ !(e .,"" (e$+ -in 8G%+ge,n -in 0
W.T.T, force on the piston 06p1 < lp dp )bpin
6p < 8GA?9C
dp < B7 mm
)b < A.97 2)a $ssume
"" )
(
2A:
/< . 4 A<
214K/:
= . C$'.%'$!i,n /, 'eng!( ,/ !(e .$n: -in
W.T.T., 6orce on the piston 06p1 < lc dc )b crank
6p < 8GA?9C
dc < 877 mm
)b < @.9 2)a $ssume
"" )
!
2<<
/ . 3 2<<
214K/:
G . 1i$0e!e ,/ Big en+ B,'!" ;
$s the bearing length of the big end is 877 mm ,
$ssuming G nos. of bolts, these G bolts ha-e to take this load i.e .
6p
b
F
load on each bolt <
N 0K24:
1
214K/:
2agnitude of load F& <
t b
d
/
1
=?8AC < C.?A7G ( @B ( db
9
db < 9@.9 mm
6ull dia <
"" 0/
41 . :
/K
The nearest standard siIe is == mm and may be adopted .
7 . C$'.%'$!i,n" /, 6i+!( $n+ !(i.:ne"" ,/ .$-
The effecti-e width of the cap will be e5ual to ,
The length of the big end ] O X9 ( thickness of the flange of the brass
brasses
length of the big end brasses < 877 mm
Thickness of the flange of the brass < @ mm
210 - 3 / , 2<< b
mm
+ +
b ! o
d d )
1 9 ( thickness of the liner 0
< 877 R == 1 R 9 ( @1 < 9CC mm
1max < 2oment of Resistance < ' ( b
w.k.t ,.
1max <
3
o
Fi)
0&heck 0
3 3
/ /
b% % )
+
!
3A 3K . 34
b
2)a
Substituting ,
3A
3
210
3
/:: 214K/:
/
%
<< % mm
1 P,7'e0 N,.39 .etermine the ma(imum stress in the connecting rod of % O
section, as shown in fig., due to inertia. The length of the connecting rod is =@C
mm and the piston stroke is 8AC mm. The speed is 9CC rpm. .ensity of the
material of the connecting rod may be taken as ?ACC Tg/m
=
S,'%!i,n ;
$ns. &ross section $rea of % O section ,
$ < 9 ( @ ( =C R 0G7 O 891 ( @
< 77A mm
9
The ma(imum inertia bending stress or whipping stress
( )
b
+
) w A r n
b
/ / 2/
2: /4<1 . :
n < Speed of crank in re-/sec
< 9CC/@C < =.=G re-/s
r < &rank radius <
A:
/
24:
/
t% #torke)en
mm
2 < ?ACC ( B.A8 ?@78A /m
=
< weight density of rod material
l < length of connecting rod
< =@C mm
' < section modulus of mean section in mm
=
<
( )
/
1<
/
2
0 0
bd 'D
y
MoIabo$txx
y
I
<
[ ]
< . //
00 /1 1< 0:
/
2
0 0
< @B=C.@ mm
=
Substituting ,
3 . 3A0:
03: K3<24 <<4 A: 01 . 0 2: /4<1 . :
/ / 2/
< C.99A 2)a
1 P,7'e0 N,.<9 6ind the diameter of a connecting rod 97C mm long for a stroke
speed diesel engine. &ylinder diameter is 8CC cm < 8CCC mm and stroke is 897
cm < 897C mm. 2a(imum combustion pressure is G.BC7 /mm
9
, 6,S < 9C, E <
9.C@ ( 8C
7
/ mm
9
S,'%!i,n ;
2a(. load on the piston
3 /
max
/
2: 4< . 0 A:< . 1 2:::
1 1
P D F
(
We neglect the %nertia effect of the reciprocating mass as for the slow speed
engine .
#et *d+ be the diameter of the connecting rod. Then by E/#ER+S
6,R2/#$
E5. 8.9B )g. 7 ,
/
/
)
EI n
F
!r
n < &onstant < 8 for both ends hinged
E < 9.C@ ( 8C
7
/mm
9
0 < 2,% <
31
1
d
for circular section 0Solid 0
31
1
d
l < length of connecting rod < 97C mm
/: 2: 4< . 0
3
F.# F F
( !r
Substituting ,
=.@7 ( 8C
@
( 9C <
( ) 31 /<:
2: :3 . / 2
/
1 < /
d
d A=.== mm
1 P,7'e0 N,.5.9 $ reciprocating pump is used to raise the water against a heap
of 8@7 Tg. )ump diameter is G7C mm and piston rod is 8GCC mm long. &alculate
the diameter of the piston rod. /se Rankine constant a<8/?7CC, 6,S < 8C ,
pressure on the piston < 8.@8 /mm
9
S,'%!i,n ;
#oad on the piston <
( ) :3 . /<3 32 . 2 1<:
1
/
T
.esign load < load on the piston ( 6,S
< 97@.C@ ( 8C
=
( 8C
< 97@C.@ ( 8C
=
6rom e5uation ,
/
2
,
_
k
)
K
A f
F
!
1
/
d
A
97@C.@ ( 8C
=
<
,
_
+
/
/
/
21::
K<::
2
2
K4<1 . : K0 . 0/0
d
d
d < dia of connecting rod
T < d $ssume
8 R
/
1 . /32
d
T < 8/?7CC
/
/
/
0
1 . /32
/< . /<1
2: 3 . /<3:
d
d
d
+
l < 8GCC mm
fc < =9=.?= /mm
9
97@C.@ ( 8C
=
d
9
R @@B.=G ( 8C
@
< 97G.97 d
G
97G.97 d
G
: 97@C.@ ( 8C
=
d
9
: @@B.=G ( 8C
@
< C
( ) ( )
"" d
a
a! b b
d
32 . /:2
2:0/<
/< . /<1 /
2: 01 . 33A /< . /<1 1 2: 3 . /<3: 2: 3 . /<3:
/
1
3
/
0 3 /
/
+ +
1 P,7'e0N,.=9 .esign a connecting rod for a petrol engine for the following data
.iameter 0d1 < 88C mm, 2ass of reciprocating die of piston 021 < 9 Tg
#ength of connecting rod < =97 mm, Stroke length # < 87C mm, Speed n < 87CC
rpm, ,-er speed < 97CC rpm, &onnecting rod < G ; 8, 2a(. E(p. )ressure < 9.7
2)a
S,'%!i,n ;
8. Stroke length < # < 87C mm
9. &rank radius < #/9 < 87C/9 < ?7 mm
=. n < length of connecting rod / crank radius < =97/?7 < G.== < l/r
G. $ngular speed <
:K . 2<K
3:
2<:: /
3:
/
N
Ine!i$ /,.e ,/ e.i-,.$!ing -$!"
,
_
2
/
/ 2::
n
Cos
Cos
r
v W
F
r
8B.A 1 a1 =?C
* < 2(g < Weight of reciprocating parts
- < &rank -elocity m/sec
r < crank radius mm
< &rank angle from the dead center
g < B.A8 m/s
9
n
8
< l/r
- < r2
< ?7 ( 8C
:=
( 87?.8 < 88.?A m/s
take, < C, &onsidering that connecting rod is at the T.& .
%nertia force
( ) ( )
( )
N
Cos
Cos F
1<<<
/0: . 2 1A . 0K::
00 . 1
2
2 1A . 0K::
00 . 1
/:
:
K< 42 . A
K4 . 22 42 . A / 2:::
/
,
_
,
_
F,.e ,n !(e -i"!,n 8F - 0
Fp < % x A
< 9.7 (
( )
,
_
/
22:
1
< 9=?7A.=
T,!$' /,.e ,n !(e .,nne.!ing ,+ ;
6T < 6) O 6i < 6) O 6
< 9=?7A.= O G777
< 8B9C=.=
C,"" "e.!i,n ,/ !(e .,nne.!ing ,+ ;
%n order that connecting rod to be e5ually resistant to buckling in either plane, the
relation between the moment of inertias must be ,
yy xx
I I 1
QQQQQ 8B.@
ow the cross section satisfying the condition is the % section as shown in fig .
b < Gt O t < =t
3 < Gt
d < 7t O 9t < =t
. < 7t
$bout ( O ( a(is .
6rom )g.:G=8 ,
2oment of inertia *0xx+ for the abo-e % O section about ( ( is gi-en by ,
( )
0 0
2/
2
bd 'D I
xx
2oment of %nertia *0yy E for the abo-e % O section about yy is gi-en by ,
( )
0 0
2/
2
'd bD I
yy
+
Substituting the -alues in 0xx ,
( ) ( ) ( )
( ) ( ) ( )
( ) ( )
( ) ( ) ( )
( )
1 1 1 1
0 0
1 1
0 0
0 0
A2 . 2:
2/
202
0 2/4
2/
2
0 1 /
2/
2
A2 . 01 42 <::
2/
2
/K 0 2/< 1
2/
2
0 0 < 1
2/
2
t t t t
t t t t I
t t
t t t t
t t t t I
yy
xx
+
+
Ratio of %(( to %yy
Y<
1 2AK . 0
A2 . 2:
2A . 01
1
1
t
t
I
I
yy
xx
yy xx
I I 1
$rea of cross section
$ < 07t ( Gt1 O 0=t ( =t 0
< 9Ct
9
4 Bt
9
< 88 t
9
To find *t +
3y using R$n:ine 4 G,+,n formula ,
The stress due to a(ial load 0&rippling load or buckling load 0
/
2
,
_
+
k
)
K
f
A
F
f
! !
!r
E5. 8B.7 )g. =@B
T < &onstant < G/97CCC for steel rod pin connected at both ends rod is free to
bend in any plane
l < length of connecting rod < =97 mm
T(( < radius of gyration
A
I
xx
<
/
1
22
A2 . 01
t
t
<
/
2K . 0 t
T(( < 8.?At
( )
( )
,
_
+
+
/
/
/
2
2
,
)
K
f
F
k
)
K
f
A
F
a)so
A
F
f
!
!
! !
!
!r
$lso fc < $llowable unit stress for designing 2/m
9
< 'ield point stress / 6,S 0assume1 < =?A/G
< BG.7 2)a
'ield point stress from table
T 8B.8 pg. =?8
( )
( ) : : 0K . A4 1K . 24
: < . 2://<0 0 . 2A/:0 < . 2:0A
< . 2:0A 2://<0< 0 . 2A/:0
00 . <
< . 2:0A
0 . 2A/:0
00 . <
< . 2:0A
00 . <
2
< . 2:0A
0 . 2A/:0
K4 . 2
0/<
/<:::
1
2
22 < . A1
0 . 2A/:0
/ / 1
/ 1
1 /
/
1
/
/
/
/
/
/
/
+ +
+
+
,
_
,
_
! bx ax t t
t t
t t
t
t
t
t
t
t
t
t
t
w.k.t .
roots, i.e .
( )
2 /
0K . A4 2 1 1K . 24 1K . 24
/
1
/
+ t
a
a! b b
x
( Y<
( )
04 . 2A
04 . 2A
/
0K . A4 2 1 1K . 24 1K . 24
/
t t
t
t
"" < K4 . 1
Take t < 8C mm
ote the dimensions
width < Gt < GC mm
.epth < 7t < 7C mm
6lange and web thickness < 8C mm
$rea < 88 t
9
< 88 ( 8C
9
< 88CC mm
9
&heck for stresses .
6rom e5uation 8B.8 )g. =@B
The magnitude of inertia force 06i1 02a(. force in the crank pin1 ( #/9
i.e. Resultant normal force on the &)
<
,
_
0 F
max
/
2
2/ /
2/ /
2:
/
2
2:
/
) r w A
W
) r w
A W
F
i
Y< W < weight per unit -olume of rod in /m
=
< density in Tg/m
=
< ?ACC Tg/m
=
$ssume
r < &rank radius mm < ?7 mm
l < length of connecting rod < =97 mm
$ < $rea of cross section < 88CC mm
9
2 < $ngular speed < 87?.8 rad/sec
g < $cceleration due to gra-ity < B.A8 m/s
Substituting the -alues ,
( )
N F
F
i
i
4 . /<4:
/ 42 . A
2: 0/< K< 2 . 2<K 22:: 42 . A K4::
2/ /
6rom e5uation 8B.9 )g. =@B
The ma(. bending moment 02ma( 0
"" N
) F
M
i
A< . 2:K32/
0 A
0/< 4 . /<4: /
0 A
/
max
The ma(imum inertia bending stress or whipping stress, 02)a1 /mm
9
+
M
b
max
6rom e5uation 8B.=, )g. =@B
+
) w A r n
b
/ / 2/
2: /4<1 . :
E5uation
W.T.T .
y
I
+ ""
t de(t%
y /<
/
<
/
/<
2: 2 . 01A
0
0 1
2: 2 . 01A A2 . 01 t I I
xx
mm
G
< 8=B@G mm
=
n < Speed of crank <
3K . 03
3:
//::
re-/sec
r < &rank radius < ?7 mm
$ < $rea in mm
9
< 88CC mm
9
2 < density of rod material < ?ACC ( B.A8 /m
=
l < length of the rod < =97 mm
MPa
b
0/ . 24
20A31
/<<4A1
20A31
0/< 42 . A K4:: 22:: K< 3K . 03 2: /4<1 . :
/ / 2/
Which is Safe
2a(imum compressi-e stress in the connecting rod
i.e. < stress due to a(ial load R The ma(. %nertia bending stress or whipping
stress
MPa
MPa
A
F
f
!
b !r
K4 . 0<
0/ . 24
22::
0 . 2A/:0
0/ . 24
+
+
+
Which is safe .
1e"ign ,/ "0$'' en+
6orce on piston 6p < lp dp )b
9=?7A.= < 8.7 dp ( dp ( 8C 6p < 9=?7A.=
dp
9
< 87A=.B lp < length of piston pin
dp < =B.?B GC mm dp < dia of piston pin
)b < bearing pressure
lp < 8.7 dp < @C mm
6rom )g. =@9
l8 < T8d
d < dia of piston pin
T8 < 8.7 for petrol and gas ends
lp < 8.7 dp from )g. =@9
)b < 89.G for gas engine
87.C for oil engine
87.? for automoti-e engine
"ere we take ,
)b < 8C 2)a from )g. =@9
1e"ign ,/ Big en+
6p < lc dc ( )b
6rom )g. G7
E5uation =.8? ,
)b < ?.7 2)a assume
$lso assume, lc < 8.97 dc
Where ,
dc < diameter of crank pin
lc < length of crank pin
)b < bearing pressure
6p < force on the piston
< 9=?7A.=
9=?7A.= < 8.97 dc ( dc ?.7
dc < 7C mm
lc < @9.7 mm
1e"ign ,/ Big en+ B,'!"
2agnitude of %nertia force 6i <
t b
d
,
_
/
1
/
6i < G777
db < dia of the bolts
t
< tension stress assume as 89 2)a
$s this inertia force is supported by 9 bolts which hold the big end side ,
G777 <
2/
1
/
/
b
d
"" d
b
<: . 2<
/se 29C siIed bolts .
1e"ign ,/ 7ig en+ .$-
3
max
o i
) F
M
6i < 2agnitude inertia force < G777
lo < dc R 09 ( thickness of liner1 R db R &learance 0say 8.7 mm 0
< 7CR9(0C.C7(7CR81 R 98.7
< 7C R ? R 98.7
< ?A.7 mm
2ma( < < . K4 mm
<A<A<
3
< . K4 1<<<
max
M
:mm
To find &ap thickness
w.k.t ,.
+
M
b
max
3
/
% )
+
!
' < Section modulus
lc < length of crankpin < @9.7 mm
$ssume b
< 89C 2)a
Substituting ,
89C <
/ /
<K/2
3
< . 3/
<A<A<
% %
2/:
<K/2
% < @.B ? mm
S*''$7%" C,&ee+ ;
C$n: .$"e5 .$n: .$"e &en!i'$!i,n $n+ .,,'ing /e$!%e" .
M$ni/,'+"5 C,n"!%.!i,n $n+ +e"ign ,/ 0$ni/,'+"
C$n: .$"e
The crank case of a combustion engine ser-es as the main structural part
which supports the cylinders and the crankshaft, and is in tern supports the
-ehicle frame. %t also forms housing for most of the important working parts of the
engine, protecting them against dist and splashing mud, and it performs
important functions in connection with engine lubrication .
The crank case generally forms a bo( like housing sufficiently wide and
deep to enable the crank shaft with the connecting rod heads to rotate freely with
it, and sufficiently long and accommodate all the cylinders of the engine .
%n design of a crank case of an engine block pro-ision must be made for
mounting all engine accessories and e(ternal parts. They may include fuel pump,
carburetor, generator, water pump etc .
M$!ei$'"5 The cylinders are integral with the crankcase, the material used is
gray cast iron, which satisfactorily meets the re5uirements of resistance to wear,
rigidity low cost. ,riginally the crank case of automobile engines generally were
cast aluminum alloy, for the sake of lightness
SAE N,.335 %t contains @ to AN &opper, 8 to G N Silicon, and not o-er 8.GN %ron,
C.7 N 2agnesium, C.C? N 2anganese, 9.7 N Linc, C.9 N Titanium, C.= N
ickel, C.7 N other elements .
Eng'$n+ "!$n+$+5 $luminum:&opper:Linc alloy has been used. A8N
$luminum, 9..97 to =.97 &opper, 89 to 87 N Linc and a minimum of 8.?C Silicon,
%ron, 2anganese and tin and no other impurities .
T*-e" ,/ .$n: .$"e5 &rank case is generally di-ided in to an upper and lower
section. The plane of the joint between the upper and lower may be on the plane
of the crank shaft a(is. The lower section is referred as oil pan is made up of
sheet steel and is formed in presses. #ower part of the crank case is made of
sheet to reduce the weight. /pper section is made of rigid than lower section .
&rank cases were also made of with out any di-ision in the horiIontal plane.
These known as barrel type crank case. one end is made in the form of flanged
and bolted circular plate .
&rank case of single cylinder engines are -ertically split perpendicular to the
crank shaft a(is. ,pposed cylinder engines are split in -ertical plane through the
crank shaft a(is .
Gene$' /,0 ,/ .$n: .$"e5 The lower section which is made of cast iron or
pressed steel the latter being the material used in all large production engines is
of through like form. %n some engines the deepest section of the sump is at the
middle, and the intake of the oil pump and its strainer are then located there.
Where on end of the crank case comes o-er the front a(le, the case is made
deepest at the other end, and the oil pump inlet is located there. %t is good plan to
pro-ide the sump with one or two splash plates, so the oil in it will not run to one
end when the -ehicle is on a steep grade. %f the oil intake is at the rear end it will
always be out of the merged in oil when the car ascends a grade, it may be out of
the oil when the car running down the hill, but since the engine is in idling this is
less serious. With the car standing on a le-el floor the bottom of the sump must
slope toward the drain hole, and small holes must be pro-ided in the splash
plates so that the crank case can be completely drained .
6ig. !eneral form of crank case
C$n: .$"e &en!i'$!i,n5 $mong the products which enters the crank case from
the cylinder is water -apor, and if either the oil or the fuel appreciable amount of
sulphur, sulphuric acid is formed and results in the corrosion of the steel parts in
the crank case. Such crank case corrosion occurs particularly during long period
of non use of the engine .
6ailure to remo-e the blow by from the crank case also impairs the lubricating
5ualities of the oil and promotes the formation of sludge. $ considerable amount
of water may condense in the sump, and in cold this may freeIe and cause the
pump or its dri-e to broken when an attempt is made to start the engine. these
ad-erse effects are now guarded against by crank case -entilation. %f a constant
stream of fresh air is passed through the crank case, not only of the water -apor
but also a considerable proportion of the fuel in the blow by may be remo-ed
from the case, and trouble from e(cessi-e crank case dilution and from crank
case corrosion is at least materially lessened .
6or proper -entilation the crank case must ha-e an air inlet and an air outlet. The
breather and oil filler forms a suitable inlet and is preferably placed near the
forward end of the case, an outlet opening is then pro-ided near the rear of the
block, usually on the -al-e housing, and a tube is led from this outlet to a point
underneath the crank case, where the rapid flow of air past its out let when the
car is in motion an ejector effect .
6ig. &rank case -entilation system
$ir enters through the breather on the right, passes through the crank
case into the -al-e chamber and forms an e(tension of the latter at the rear is
conducted by a pipe down in to the air stream at the bottom of the crank case.
The out let from the crank case should locate at a point where the air is
comparati-ely 5uiescent and therefore dies not hold much oil suspension. 3y
passing the -entilating air through the -al-e chamber, not only is lubrication of
the -al-e mechanism is impro-ed, but the loss of oil with the -entilating air is
minimiIed .
Si'en.e +e"ign /, 0,!, .*.'e
The motor cycle imposes peculiar silencing problem. 3ecause of limited room
a-ailable in almost all cars, motor cycle silencers are of tubular type measuring
=Ccm to 7C cm in length and A tC 8Cmm in diameter. $bsorption type silencer is
not preferable used, -arious alternate designs are a-ailable, more robust
internally and ha-ing baffles or shaped passages which direct the gas flow, the
internal constriction reduces noise simply by holding back of the wa-e. "ence the
type will now be referred as back pressure silencer .
6ig .8
)re
ssure wa-e of back pressure silencer 07CCcc 0
The first cur-es were taken at the e(haust port and at the entry to the silencer,
with a back pressure silencer on the e(perimental engine. it will be seen that the
initial wa-e $ tra-els to the silencer, piles up at 3, is reflected back to the engine
at &, reappears at E, the wa-e is partly dissipated in friction, the remainder
escaping through the silencer but not all at once .
$t higher speeds there is no time for more than one wa-e reflection, and if the
second pulse has time to get away before the e(haust -al-e closes after T.&
there is little harm, through negati-e work will ine-itably be added to the piston
e(haust stroke. This is clear from cur-e & .
6ig.9 3ack pressure silencer
it is feasible to design a partial back pressure silencer which operates on logical
principles an is at the same time sufficiently compact and robust for the
conditions of usage common with this type of engine .
B$.: -e""%e "i'en.e
$ssuming a silencer of the siIe already mentioned and mounted at the end of at
least = ft of e(haust pipe 0measured to the cylinder port1, the possible methods of
noise reduction can be designated as follow ;
a. Reduced e(it area
&. &hambers in series
c. Tapering passages 0including fishtail1
d. %nterference by flow re-ersal.
The first is of course -ery effecti-e but noise reduction must be considered in
relation to the gas:flow and checking of the long wa-es, so that the effect on the
short wa-es is incidental. Regarding 0&1, chambers in series are far more
effecti-e than a single bo(, presumably because short wa-es become trapped in
each chamber and are progressi-ely reduced .
%n the case of tapering passages 0c1 including a horn shapes, the motion of
sound wa-es in conical horns and cur-ed passages as been e(tensi-ely studied.
%t appears that a sound wa-e entering a large end of a cone is partly reflected
from the surface and thus returns on its self, lea-ing proportions of the wa-e to
go out of the small end. The increased intensity of this latter wa-e is thus not in
proportion to the areas of the two ends of the horn .
%n regard to 0d1 the difficulty in applying the interference principle lies in the fact
that the noise is composed of notes of different fre5uencies, with which it is
impossible to deal. "owe-er, a fair amount of noise suppression was obtained by
the e(perimental arrangement shown in fig 0= .0
6ig.= $rrangement for in-estigation of re-erse flow silencing action
%n this pipe $3 is plugged at 3 and as a long slot &. in its wall parallel to the
bore a(is. $ co-er E6 was fi(ed to the pipe, the end E being open and then at 6
closed. The intention of the set up was that a wa-e passing from & to . as it
issued from the slot would interfere with the part that had already come out and
which was returning under the co-er from . to & .
The co-er position as shown the open end E facing the entering and $ of the
pipe, there was a definite decrease in sound. %f howe-er the co-er was re-ersed
so that the open end E was at the plugged end 3 of the pipe, there was no
decrease. This would seem to show that the interference action did reduce the
noise considerably and this was confirmed when tested on the engine.
/nfortunately a good length is necessary for much effect but e-en a short length,
such as could be put in a silencer, has some influence and is worth it on the
principle of e-ery little helping .
A7",-!i,n "i'en.e
6ig .G Reductions in issuing sound wa-e with e(haust bo(es
6ig.7 Reduction of amplitude of sound wa-es issuing from absorption silencer
The construction of the absorption type of silencer is generally familiarly the
perforated main tube passing trough the outer casing is usually encased in a
glass:wool jacket contained in the annular spaceH other substances sometimes
used, such has steel sha-ings and wire mesh. The operating principle is that the
sound wa-es passing the main tube penetrate into the close:packed absorbent
material -ia the perforations and are there frictionally dampedH the damping is
usually -ery effecti-e on the highest:fre5uency wa-es. The cur-e fig 0G1
shows a test of a standard absorption silencer ha-ing a length of G7Cmm, and
diameter of 8CCmm, central pipe being GGmm diameter. The reduction in wa-e
amplitude is 9@N, while two similar silencers in series ga-e @8N. "owe-er, the
apparent noise reduction to the listener was much better the figs suggest,
because the elimination the high pitched wa-es .
1e"ign F$.!,"
%n designing the particular e(haust systems there are two basic considerations
i1 %t should meet the mechanical re5uirements of the -ehicle in respect of
installation robustness
ii1 %t should take the almost ad-antage of the theory already dealt within order to
increase engine efficiency with all rele-ant aspects .
The design proposed all intended to incorporate the following as essential ;
$ primary pipe from each cylinder e(haust port, of ade5uate diameter to
gi-e minimum flow friction, with ade5uate gas -elocity, and of length
aimed at either independence or fa-orable interaction, depending on the
design of the system.
$ method of uniting these pipes a common outlet, which will prejudice the
fore going re5uirements to the least possible degree and will preser-e
fa-orable wa-e action so that it is likely to increase the tor5ue o-er the top
7CNof the power cur-e.
$ silencer of the straight Othrough absorption or e5ual type which offers
low resistance to gas:flow
$ tailpipe to atmosphere of dimensions ade5uate to the -olume of gas
which has to be carried.
Pi0$* -i-e 'eng!( ;
#ong primary pipes are capable of operating independently, pro-iding that they
are kept separate and are coupled to a large e(haust bo(. The first proposed
design is on these lines, the layout being illustrated diagrammatically in 6ig @.
The formula proposed for obtaining the length of primary pipe from each cylinder
is based on a few easily obtained engine characteristics .
6ig@. Shows the #ength of primary pipe
#ength of primary pipe 0in mm1 # <
/
/
/2K . :
d
A#D
Where $<e(haust -alue opening period in degrees of crankshaft rotation
S< stroke length in mm
.< cylinder bore in mm
d< e(haust -al-e port diameter in mm
This formula should ensure that the pipe, in addition to meeting the re5uirements
of critical length is sufficiently long to gi-e a good wa-e action, this will probably
be most e-ident at higher engine speeds in its effect on tor5ue .
In+%.!i,n "*"!e0 ;
The design of inlet manifold of ensuring e5ual distribution of
combustible mi(ture to a different cylinder. $ distribution is made in this
connection between 5uantities distribution and 5ualitati-e distribution. E5ual
5uantities distribution is affected if all cylinders recei-e a same mass of charge
per cycle. E5ual 5ualities distribution implies that the charge recei-ed by all
cylinder contain air and gasoline in the same proportion and that the fuel is the
same state of atomiIation, -aporiIation and dispersion in all .
%f the different cylinders recei-es charges that are une5ual 5ualitati-ely, the
carburetor must be adjusted until the charge in the cylinder recei-ing the leanest
mi(ture is sufficiently mi( so it will not misfire under in most unfa-orable condition
.The charges recei-ed by the other cylinders will then be too rich, which results in
a waste of fuel. %f the fuel supply were cut down further, it would cause some of
the cylinders to misfire particularly while idling .
MiA!%e B%$'i!*5 %t is usual to incorporate in modern carburetor a de-ice
which compensates for the temporarily mi(ture weakening effect resulting
from a sudden throttle opening and raising of manifold pressure. This is
done by supplying additional fuel, as with an accelerator pump. "owe-er it
is e-ident that the higher the -elocity of flow in the induction manifold the
grater the mi(ture consistency and from this point of -iew a small cross
section area gi-es the best performance at steady loads and under
transient conditions of operation. %n order to maintain the flow -elocity, it is
important that the c/s should not -ary along the manifold, as any increase
tends to precipitate fuel as well as affecting the gas speed .
%n designing the manifold the desirability of ha-ing fairly sharp corners
rather than sweeping cur-es in the duct. The former help mi(ing by
bouncing fuel droplets back in to the air stream and generally creating
turbulence as shown in fig., where as with a wider radius more of the li5uid
is deposited on the walls .
6ig?. 2i(ture distribution in %dling
6igA. 2i(ture distribution in )art throttling
6igB. 2i(ture distribution in 6ull throttling
He$!ing $$nge0en!5 The manifold obtains a certain amount o conducted heat
from the engine , some heat is -irtually essential to assist in forming the mi(ture,
but it would be 5uite impossible to raise the manifold to a temperature ensuring
e-aporation of all the deposited fuel. Since by raising the temperature of the
whole cycle the -olumetric efficiency would be seriously lowered, and the
tendency to knock increased. E(cessi-e heating is of benefit in enabling a food
performance to be obtained from a cold start, but will then curtail the
performance as soon as normal working conditions are attained. %n this respect,
the usual type of e(haust heated hot spot plate often incorporated with down
draft carburetors .
H,! "-,!5 $ neat and ine(pensi-e design is shown in fig. below comprising a
single iron casting for the complete manifold system. This is for an engine ha-ing
two Siamesed inlet ports and a central Siamesed e(haust port, and it will be
noted that the later has its outer wall cast integral with the induction manifold
opposite the carburetor flange. This particular area forms a hot spot, but in
addition the whole manifold will be subjected to both conduction and radiation
from the e(haust branch .
6ig8C. Shows induction manifold with hot:spot
Re/een.e
8. ).2. "eldt Z "igh speed combustion engines[ ,(ford publications.
9. Smith Z Scientific design of e(haust and intake system[ 6oulis
)ublications. #ondon.
=. Tirpal Singh Z $utomobile Engineering[
G. William &rouse and $nglin Z$utomoti-e mechanics[ 2c: !raw "ill )ub.
+,-) .
4$#4E .ES%!
2aterial :6or -al-e :ickel steel for inlet -al-esH M "igh nickel chromium steel for
e(haust -al-es 0due to high temp. and corrosi-e action1
6or -al-e seat:&ast iron or bronIe O Replaceable, 0&ast iron:for big engines O due to
economic reasons 0.
SiIe of -al-e ports
4g^a<$p^&p a-e .
Where 4g<-elocity of gas W9=CC to ==CCm/min:for stationary/marine engines
W ==CC to 7CCCm/min:for automobile engines
a<port area<
1
/
(ort
d
H $p<area of piston<
1
/
D
H &p a-e< a-erage piston
-elocity<9#m/min
_ 6i( -el. of gas, calculate port area M port diameter
( )
+ +
24: </:
24: K . 21
&
P
T ,
,
!%
Where 4g<gas -elocity O fi(ed O in ft/min 08ACR`Ra1 <duration of -al-e opening
T<temp. in Rankine : T
o
6<8.AT
o
&R=9, and T0R1< T
o
6RG7B.@?
%ntake temp.W9C
o
& < @A
o
6 < 79ARankineH E(haust
temp.W=CC
o
&<8C=9Rankine
!%
< charging efficiency for $ EngineWA7NH and S& EngineWB7 to 8CCN
)<pr. of gas in psi <8G.?psi : for intake<8atm .
< 9Bpsi to =7psi O for e(haust<9 to Gatm .
%nlet -al-e :`<opening ad-ance O generally < 8C
o
, M a<closing delay O generally <
9C to =C
o
E(haust -al-e :`< opening ad-ance O generally O GC to 7C
o
, M a<closing delay O generally O
8C to 9C
o
"ence calculate
&
, :For stationary engines 89CCCft/min O for intake -al-e M 8ACCCft/min O
for e(haust -al-e
: For automo&ile engines 8ACCCft/min O for intake -al-e M
9?CCCft/min O for e(haust -al-e
d8<dport<port diameter<
va)ve ast%ro$% ve)o!ityof
d (istons(ee
D
"ean
- ,
fi( `-<-al-e face angle<=C
o
or G7
o
-al-e lift h
$ngular area of opening
1
cos
/
2
2
d
% d
v
<port area or
cos
/< . :
2
d
%
3ut this gi-es hammering effect 0h<C.8d8 to C.9d8 0
Therefore empirical relation h<C.9d8 may be adopted
Thickness of -al-e disc <
#
P
d k t
2 2
Where k8<C.7G:for cast ironH C.G9:for carbon steel M high grade steel
S <GCCCpsi:forcast ironH ACCCpsi:forcarbon steel M 87CCCpsi:for high grade
steel
) <ma(. gas pressureH d8<dport<port diameter
V ,r
max
2
< . :
P
d t , where, 7allowable stress71/:ksc for carbon steel N K:: to 4::ksc for
hih rade steel O
-P A: sin, O /
2 / v
t d d +
or<d8R9b
C.?A7G
( )
/
2
/
/
/
0
K4<1 . : d d d
d=< ( )
/
/
/
2
d d +
b<C.70d9:d81 < C.7d8
;
'
2
max
P #
#
b
b
,
Where Sb<safe bearing pressure<GCCCpsi for cast iron
b<C.C7d8 to C.C?d8 an empirical formula
or b<
tan
t
<C.8d8RGmm
do<diameter of -al-e stem < in!%
d
23
0
24
2
+
bearing pressure <
2
2 /
/
- ,
d
d d
)oad
a bearinare
)oad
( ) ( )
@9.9?mm
7C.B@ =7.A d d d area opening head -al-e of .iameter
A.7mm Gmm
A
=7.A
Gmm
A
d
d stem -al-e of .iameter
?.7Amm1 b 0assuming,
?.7A 9 =7.A 9b d d head 4al-e of .iamter
?.7Amm Gmm =7.A C.8 Gmm C.8d b $lso,
8C.?Gmm
tan=C
@.9
tan`
t
b seating of Width $nd
@.9mm
G9
7
=7.A C.7
J
p
d C.7 t head -al-e of Thickness
h #ift 4al-e 2a(.
=7.Amm
87CC
=CC
AC
4
S
. d diameter )ort
.
.m/min =CCm/min S , =C
G9/mm 87CCm/min, 4
ACmm, . , 7/mm ) !i-en, SolutionH
, =C $ngle Seat 4al-e G9/mm Stress $llowable
=CCm/min, Speed )iston 2ean 87CCm/min, 4elocity !as
ACmm, .iameter 3ore &ylinder , 7/mm )ressure !as 2a(.
dataH following the from engine an of dimensions -al-e M lift -al-e the .etermine
8 : E(ample
9 9 9
9
9
8 =
8
C
8 9
8
ma(
8
8
C
9
9
ma(
C 9
9
+ +
+ +
+ +
+ +
""
""
d
"
A3 . <:
00 . 2:
0: cos 1
4 . 0<
cos 1
sec 8
3:
,
,
2
S-ar putea să vă placă și
- RecommendDocument1 paginăRecommendSapari VelÎncă nu există evaluări
- CastingDocument5 paginiCastingSapari VelÎncă nu există evaluări
- The 12 Volt Doctor's Alternator BookDocument120 paginiThe 12 Volt Doctor's Alternator Bookandutza4u86% (7)
- Horse Power ConversionDocument1 paginăHorse Power ConversionSapari VelÎncă nu există evaluări
- Sheet Metal Design-Handbook-Rev3 PDFDocument12 paginiSheet Metal Design-Handbook-Rev3 PDFtnchsg100% (1)
- Geometric tolerances and their characteristicsDocument1 paginăGeometric tolerances and their characteristicsSapari VelÎncă nu există evaluări
- Ae2201 - III SemDocument3 paginiAe2201 - III SemSapari VelÎncă nu există evaluări
- PTC Creo 2.0 m010 Installation GuideDocument69 paginiPTC Creo 2.0 m010 Installation GuideAnonymous 2b4MvrhÎncă nu există evaluări
- Two and Three Wheelers Question Paper Code 71130Document6 paginiTwo and Three Wheelers Question Paper Code 71130Sapari VelÎncă nu există evaluări
- At2029 - Vii SemDocument2 paginiAt2029 - Vii SemSapari VelÎncă nu există evaluări
- Geo Char ChartDocument1 paginăGeo Char ChartSapari VelÎncă nu există evaluări
- ReadmeDocument1 paginăReadmeSapari VelÎncă nu există evaluări
- Anna University Report FormatDocument7 paginiAnna University Report Formatdilip_66690% (10)
- At2021 - Vi SemDocument2 paginiAt2021 - Vi SemSapari VelÎncă nu există evaluări
- Table of ContentDocument6 paginiTable of ContentSapari VelÎncă nu există evaluări
- St. Peter'S University: Design and Analysis of Knuckle JointDocument2 paginiSt. Peter'S University: Design and Analysis of Knuckle JointSapari VelÎncă nu există evaluări
- Analysis and Design of Molybdenum Knuckle JointDocument25 paginiAnalysis and Design of Molybdenum Knuckle JointSapari Vel33% (3)
- Presentation 1Document1 paginăPresentation 1Sapari VelÎncă nu există evaluări
- ICFTET - 2015registraion FormDocument2 paginiICFTET - 2015registraion FormSapari VelÎncă nu există evaluări
- 2 and 3Document18 pagini2 and 3Sapari VelÎncă nu există evaluări
- DFMAS-Unit 4 NotesDocument19 paginiDFMAS-Unit 4 NotesSapari VelÎncă nu există evaluări
- LicenseDocument10 paginiLicenseleakÎncă nu există evaluări
- Cad&cam R 2013Document27 paginiCad&cam R 2013Vinay MPÎncă nu există evaluări
- 2 and 3Document18 pagini2 and 3Sapari VelÎncă nu există evaluări
- ReadmeDocument1 paginăReadmeSapari VelÎncă nu există evaluări
- DFMAS-Unit 4 NotesDocument19 paginiDFMAS-Unit 4 NotesSapari VelÎncă nu există evaluări
- Modeling of Diesel Combustion, Soot and NO Emissions Based On A Modified EddyDocument52 paginiModeling of Diesel Combustion, Soot and NO Emissions Based On A Modified EddyNguyen ChungÎncă nu există evaluări
- Engine Controls & SensorsDocument9 paginiEngine Controls & Sensorsrudey18Încă nu există evaluări
- Model Question Paper 2Document4 paginiModel Question Paper 2Sapari VelÎncă nu există evaluări
- Combustion Process With Def.Document11 paginiCombustion Process With Def.Suresh VaddeÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Solenoid EngineDocument40 paginiSolenoid EngineJilly Arasu50% (2)
- STLE2018 - CMF VI - Session 6B - P. Rabbat - BASF PAG-Based Finished Lubricant Solutions PDFDocument18 paginiSTLE2018 - CMF VI - Session 6B - P. Rabbat - BASF PAG-Based Finished Lubricant Solutions PDFHiMichael LiangÎncă nu există evaluări
- Everything You Need to Know About Air CompressorsDocument7 paginiEverything You Need to Know About Air CompressorsYemaneDibetaÎncă nu există evaluări
- 2Document13 pagini2msaqibraza93Încă nu există evaluări
- Experiment No: 2: Experiment Name: Single Slider-Crank MechanismDocument6 paginiExperiment No: 2: Experiment Name: Single Slider-Crank Mechanismwrya hussainÎncă nu există evaluări
- MS 200-200T Service ManualDocument118 paginiMS 200-200T Service ManualLance Ledgerwood100% (1)
- Dynamics of Machinery Question PapersDocument22 paginiDynamics of Machinery Question PapersMohan Babu S0% (1)
- GooglepreviewDocument78 paginiGooglepreviewziko23100% (1)
- Chapter 14 Reciprocating CompressorDocument8 paginiChapter 14 Reciprocating Compressordesie yalewÎncă nu există evaluări
- Running Gearing Engine AnalysisDocument16 paginiRunning Gearing Engine Analysisabcde0% (1)
- Advantages and disadvantages of different engine designsDocument6 paginiAdvantages and disadvantages of different engine designsJILLIEN KAITH ARELLANOÎncă nu există evaluări
- Mini Jet EngineDocument3 paginiMini Jet EngineGOWRRAJU ANILÎncă nu există evaluări
- Internal Combustion Engine FundamentalsDocument35 paginiInternal Combustion Engine FundamentalsPrashanth JÎncă nu există evaluări
- Geho PumpsDocument5 paginiGeho PumpsSENTHIL NATHANÎncă nu există evaluări
- POWERPLANT1 PPT 9 Diesel Cycle and Brayton CycleDocument31 paginiPOWERPLANT1 PPT 9 Diesel Cycle and Brayton CycleRicky AntonioÎncă nu există evaluări
- CompressorDocument38 paginiCompressorLaurent VitugÎncă nu există evaluări
- Course 8 Chapter 5 Explains Fuel Combustion ProcessesDocument95 paginiCourse 8 Chapter 5 Explains Fuel Combustion ProcessesCirstea AlexandruÎncă nu există evaluări
- Dynamics of Machines Study MaterialDocument20 paginiDynamics of Machines Study Materialsara vanaÎncă nu există evaluări
- A. B. C. D.: Answer: ExplanationDocument73 paginiA. B. C. D.: Answer: ExplanationUpender DhullÎncă nu există evaluări
- Engineering Fundamentals of Internal Combustion EnginesDocument46 paginiEngineering Fundamentals of Internal Combustion EnginesAli ŞENERÎncă nu există evaluări
- BOOST UsersGuideDocument297 paginiBOOST UsersGuideNitish Chiniwar100% (2)
- Bme101 L-3 NotesDocument7 paginiBme101 L-3 NotesDulce DeÎncă nu există evaluări
- ME6505 Dynamics of MachinesDocument21 paginiME6505 Dynamics of MachinesJohn Eric BernardÎncă nu există evaluări
- B EngDocument557 paginiB EngHuniBegeÎncă nu există evaluări
- Cat Lebw0009-00Document104 paginiCat Lebw0009-00Silvio Roman100% (1)
- Scotch Yoke MechanismDocument12 paginiScotch Yoke MechanismAhmad Bin SadiqÎncă nu există evaluări
- Nikola Tesla's Earthquake Machine and Teleforce ConceptsDocument19 paginiNikola Tesla's Earthquake Machine and Teleforce ConceptsDrago MelovÎncă nu există evaluări
- Hydraulics and PneumaticsDocument79 paginiHydraulics and PneumaticsarulmuruganÎncă nu există evaluări
- Balancing of Reciprocating Masses: Experiment - 03Document4 paginiBalancing of Reciprocating Masses: Experiment - 03Muthyala AkhilÎncă nu există evaluări
- Free Piston EngineDocument20 paginiFree Piston EngineEduardo BittencourtÎncă nu există evaluări