S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- JBR Sal PNJM RyazyDocument102 paginiJBR Sal PNJM RyazyshauhramÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Salman Farsi PDFDocument0 paginiSalman Farsi PDFshauhramÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hafz Ba TsvyrDocument420 paginiHafz Ba TsvyrshauhramÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- فرهنگ لغات حقوقیDocument33 paginiفرهنگ لغات حقوقیshauhramÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- GahRouzaneh10 ChoupanZadehDocument21 paginiGahRouzaneh10 ChoupanZadehshauhramÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Pad Sander ManualDocument22 paginiPad Sander ManualshauhramÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Ebook6708 (WWW Takbook Com)Document19 paginiEbook6708 (WWW Takbook Com)shauhramÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- انقلاب مشروطه، از آغاز تا انجامDocument44 paginiانقلاب مشروطه، از آغاز تا انجامshauhramÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- 01 55 26 - TrafficDocument5 pagini01 55 26 - TrafficshauhramÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- 01 57 19 - Environmental ControlsDocument84 pagini01 57 19 - Environmental ControlsshauhramÎncă nu există evaluări
- 01 41 00 - Regulatory RequirementsDocument4 pagini01 41 00 - Regulatory RequirementsshauhramÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
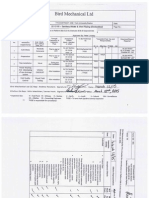
- ITP & QA QC of STM, SAN & Vent Piping (Embedded) by Bird MechanicalDocument9 paginiITP & QA QC of STM, SAN & Vent Piping (Embedded) by Bird MechanicalshauhramÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- 01 59 00 - SafetyDocument31 pagini01 59 00 - SafetyshauhramÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- 01 40 00 - Quality RequirementsDocument27 pagini01 40 00 - Quality RequirementsshauhramÎncă nu există evaluări
- Tarykh KashanDocument702 paginiTarykh KashanshauhramÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Book of Arda VirafDocument40 paginiBook of Arda VirafshauhramÎncă nu există evaluări
- 01 33 23 - Shop DrawingsDocument2 pagini01 33 23 - Shop DrawingsshauhramÎncă nu există evaluări
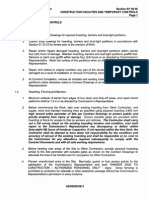
- 01 50 00 - Construction Facilities and Temporary ControlsDocument23 pagini01 50 00 - Construction Facilities and Temporary ControlsshauhramÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- 01 42 13 - Abbreviations and SymbolsDocument4 pagini01 42 13 - Abbreviations and SymbolsshauhramÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Pelekane MakhfiDocument178 paginiPelekane MakhfishauhramÎncă nu există evaluări
- Concrete BasicsDocument56 paginiConcrete Basicsengcecbepc100% (6)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Why Concrete CracksDocument7 paginiWhy Concrete CracksMohamed Abd ElmonemÎncă nu există evaluări
- Yek Adam Cheghadr Zamin MikhahadDocument34 paginiYek Adam Cheghadr Zamin MikhahadshauhramÎncă nu există evaluări
- Jasso Sandar TehranDocument209 paginiJasso Sandar TehranshauhramÎncă nu există evaluări
- Jang 2 1Document51 paginiJang 2 1shauhramÎncă nu există evaluări
- CPR Techniques in Ontario - 15 Years ExperienceDocument17 paginiCPR Techniques in Ontario - 15 Years ExperienceshauhramÎncă nu există evaluări
- Repair Terminology 2010Document75 paginiRepair Terminology 2010shauhramÎncă nu există evaluări
- Jang 2 2Document51 paginiJang 2 2shauhramÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Jang 2 3Document73 paginiJang 2 3shauhramÎncă nu există evaluări
- Table of ContentsDocument5 paginiTable of ContentsRico T. MusongÎncă nu există evaluări
- JASCO CD Webinar Part 2 FINALDocument44 paginiJASCO CD Webinar Part 2 FINALpls nospamÎncă nu există evaluări
- NotesDocument16 paginiNotesAviatorX JobinÎncă nu există evaluări
- Optical Size Is ImportantDocument2 paginiOptical Size Is ImportantBurak SunanÎncă nu există evaluări
- Dielectric Slab Waveguides: 17.1 Generalized Transverse Resonance ConditionDocument10 paginiDielectric Slab Waveguides: 17.1 Generalized Transverse Resonance ConditionNeelesh SahuÎncă nu există evaluări
- Substrate Integrated Waveguide PaperDocument3 paginiSubstrate Integrated Waveguide PaperSabirSayedÎncă nu există evaluări
- Wave MCQDocument20 paginiWave MCQZubairHassanÎncă nu există evaluări
- 2007-1-Applied Optics 1 PDFDocument274 pagini2007-1-Applied Optics 1 PDFUni NgoÎncă nu există evaluări
- Omnicure S2000: The Most Intelligent Uv Spot Curing System of Its KindDocument4 paginiOmnicure S2000: The Most Intelligent Uv Spot Curing System of Its KinddamboÎncă nu există evaluări
- Fisa de Lucru - Color SensorDocument7 paginiFisa de Lucru - Color SensorDana AlinaÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Canon - Sureshot - Max-1 Manual Prima 5Document36 paginiCanon - Sureshot - Max-1 Manual Prima 5Ana Valentina BorsaniÎncă nu există evaluări
- Design of Lighting SchemesDocument39 paginiDesign of Lighting Schemesg3v5Încă nu există evaluări
- Plane Earth LossDocument14 paginiPlane Earth LossHappy BhaaiÎncă nu există evaluări
- Amaze Premium 1500WDocument12 paginiAmaze Premium 1500Wvaibhavjain20Încă nu există evaluări
- Abbe Refractometro1Document4 paginiAbbe Refractometro1jrlr65Încă nu există evaluări
- Figure 2-17 Dependence of Effective Near-Field Length On Refracted Angle Longitudinal WavesDocument5 paginiFigure 2-17 Dependence of Effective Near-Field Length On Refracted Angle Longitudinal WavesKevin HuangÎncă nu există evaluări
- Topic 2 Waveguide and Components 1Document19 paginiTopic 2 Waveguide and Components 1Muhammad RizalÎncă nu există evaluări
- Photonics of Quantum-Dot Nanomaterials and Devices - Theory and Modelling 2011Document182 paginiPhotonics of Quantum-Dot Nanomaterials and Devices - Theory and Modelling 2011HLÎncă nu există evaluări
- PHILIPSDocument6 paginiPHILIPSAndreas KriswantoÎncă nu există evaluări
- Pe4000 Datasheet PDFDocument3 paginiPe4000 Datasheet PDFtek5Încă nu există evaluări
- A Comprehensive Beginner's Guide To Aperture, Shutter Speed, and ISODocument17 paginiA Comprehensive Beginner's Guide To Aperture, Shutter Speed, and ISOimdadareephÎncă nu există evaluări
- Summative Test No. 2 Science Iii Table of Specification Objectives No. of Items Item Placement %Document3 paginiSummative Test No. 2 Science Iii Table of Specification Objectives No. of Items Item Placement %Scholar Winterflame100% (1)
- Brochure CellaTemp PK PKF PKLDocument16 paginiBrochure CellaTemp PK PKF PKLpedro 1Încă nu există evaluări
- Reflection RefractionDocument20 paginiReflection RefractionCarl Daniel FandiñoÎncă nu există evaluări
- Calculator Excel GPDocument121 paginiCalculator Excel GPTrip TollisonÎncă nu există evaluări
- Kiev 4aDocument11 paginiKiev 4aGianni Schwegar100% (1)
- Introduction To Microwave Imagi - Natalia NikolovaDocument591 paginiIntroduction To Microwave Imagi - Natalia NikolovaSandeep SrikumarÎncă nu există evaluări
- 18 Samss 625Document38 pagini18 Samss 625seeralan balakrishnanÎncă nu există evaluări
- Chem 20 A Cheat SheetDocument1 paginăChem 20 A Cheat SheetcuriousitykilledkittyÎncă nu există evaluări
- Colorimetria ISO 7724-1-1984Document8 paginiColorimetria ISO 7724-1-1984Lluís Font100% (1)
- These are the Plunderers: How Private Equity Runs—and Wrecks—AmericaDe la EverandThese are the Plunderers: How Private Equity Runs—and Wrecks—AmericaEvaluare: 4.5 din 5 stele4.5/5 (14)
- Finance Basics (HBR 20-Minute Manager Series)De la EverandFinance Basics (HBR 20-Minute Manager Series)Evaluare: 4.5 din 5 stele4.5/5 (32)
- Ready, Set, Growth hack:: A beginners guide to growth hacking successDe la EverandReady, Set, Growth hack:: A beginners guide to growth hacking successEvaluare: 4.5 din 5 stele4.5/5 (93)
- 2019 Business Credit with no Personal Guarantee: Get over 200K in Business Credit without using your SSNDe la Everand2019 Business Credit with no Personal Guarantee: Get over 200K in Business Credit without using your SSNEvaluare: 4.5 din 5 stele4.5/5 (3)
- Summary of The Black Swan: by Nassim Nicholas Taleb | Includes AnalysisDe la EverandSummary of The Black Swan: by Nassim Nicholas Taleb | Includes AnalysisEvaluare: 5 din 5 stele5/5 (6)
- John D. Rockefeller on Making Money: Advice and Words of Wisdom on Building and Sharing WealthDe la EverandJohn D. Rockefeller on Making Money: Advice and Words of Wisdom on Building and Sharing WealthEvaluare: 4 din 5 stele4/5 (20)