S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Infinique Structured Cabling Installation ChecklistDocument2 paginiInfinique Structured Cabling Installation Checklistroot75% (4)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
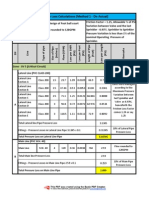
- Friction Loss Calculations of Irrigation Design A Foot Ball CourtDocument13 paginiFriction Loss Calculations of Irrigation Design A Foot Ball Courtmathewmanjooran100% (2)
- Mathcad - 01 - Sump TankDocument10 paginiMathcad - 01 - Sump Tankisrar khan0% (1)
- Swimming Pool Pump & Filter SystemDocument8 paginiSwimming Pool Pump & Filter SystemDedy KristiantoÎncă nu există evaluări
- Distance Measuring EquipmentDocument12 paginiDistance Measuring Equipmentमेनसन लाखेमरूÎncă nu există evaluări
- 350W AmplifierDocument5 pagini350W AmplifiermoisesÎncă nu există evaluări
- O&M TransformerDocument47 paginiO&M TransformerAshish PatelÎncă nu există evaluări
- Typical Material Specifications For Major Component PartsDocument9 paginiTypical Material Specifications For Major Component PartsSampath KumarÎncă nu există evaluări
- KM Adhikarya - TBK KomplitDocument15 paginiKM Adhikarya - TBK KomplitHelloMotion AcademyÎncă nu există evaluări
- Distance Between Weld To WeldDocument1 paginăDistance Between Weld To WeldSampath KumarÎncă nu există evaluări
- Sampath Kumar: From: Sent: To: CC: SubjectDocument12 paginiSampath Kumar: From: Sent: To: CC: SubjectSampath KumarÎncă nu există evaluări
- API 510 PC 05mar05 Summmary of NDT Asme Viii 1Document1 paginăAPI 510 PC 05mar05 Summmary of NDT Asme Viii 1Sampath KumarÎncă nu există evaluări
- Pressure Vessel Head Shapes - Piping DesignerDocument3 paginiPressure Vessel Head Shapes - Piping DesignerSampath KumarÎncă nu există evaluări
- Heat Treatment Cracking)Document132 paginiHeat Treatment Cracking)Usman LiaqatÎncă nu există evaluări
- Cswip3.1 Part2Document140 paginiCswip3.1 Part2Sampath KumarÎncă nu există evaluări
- Icp Fee Structure Effective January 2014: Initial Certification API Member Price Non Member PriceDocument2 paginiIcp Fee Structure Effective January 2014: Initial Certification API Member Price Non Member PriceSampath KumarÎncă nu există evaluări
- Cswip Part 1Document140 paginiCswip Part 1Sampath KumarÎncă nu există evaluări
- Wide Flange Beam SpecificationDocument3 paginiWide Flange Beam SpecificationSampath KumarÎncă nu există evaluări
- Structural Steel W Flange Section Properties Moment of Inertia, Steel Beam Size, Cross Section Area - Engineers EdgeDocument2 paginiStructural Steel W Flange Section Properties Moment of Inertia, Steel Beam Size, Cross Section Area - Engineers EdgeSampath Kumar50% (2)
- API vs. ASME/ANSI Flanges: Pressure Class RatingDocument1 paginăAPI vs. ASME/ANSI Flanges: Pressure Class RatingSampath KumarÎncă nu există evaluări
- A StandardsDocument5 paginiA StandardsSampath KumarÎncă nu există evaluări
- Equivalent SpecDocument1 paginăEquivalent SpecSampath KumarÎncă nu există evaluări
- API-570 Piping Inspector Certification Program: Publications For ICP CERTIFICATION EXAMS May Be Ordered Through IHSDocument15 paginiAPI-570 Piping Inspector Certification Program: Publications For ICP CERTIFICATION EXAMS May Be Ordered Through IHSSampath KumarÎncă nu există evaluări
- Btree Practice ProbsDocument2 paginiBtree Practice ProbsAbyssman ManÎncă nu există evaluări
- Valbart: API 6D & 6A Trunnion Mounted Ball ValvesDocument36 paginiValbart: API 6D & 6A Trunnion Mounted Ball Valvesbabis1980Încă nu există evaluări
- 2014 03 Istanbul PDFDocument3 pagini2014 03 Istanbul PDFFaraj DividÎncă nu există evaluări
- Language Translation Software Market Industry Size, Share, Growth, Trends, Statistics and Forecast 2014 - 2020Document9 paginiLanguage Translation Software Market Industry Size, Share, Growth, Trends, Statistics and Forecast 2014 - 2020api-289551327Încă nu există evaluări
- Esc101: Fundamentals of Computing: 2011-12-Monsoon SemesterDocument6 paginiEsc101: Fundamentals of Computing: 2011-12-Monsoon SemesterMukesh Kumar DewraÎncă nu există evaluări
- Astm D 2699 - 01 - Rdi2otktmdeDocument49 paginiAstm D 2699 - 01 - Rdi2otktmdeSamuel EduardoÎncă nu există evaluări
- Inspection & Maintenance of Dams: Dam Safety GuidelinesDocument79 paginiInspection & Maintenance of Dams: Dam Safety Guidelinesvishu1909100% (1)
- Catalogo GIACOMINIDocument45 paginiCatalogo GIACOMINIIsrael Silva Hgo.Încă nu există evaluări
- IJEART02714Document6 paginiIJEART02714erpublicationÎncă nu există evaluări
- TS2015 Quick Start Guide PDFDocument7 paginiTS2015 Quick Start Guide PDFAbel Otero RamírezÎncă nu există evaluări
- XXX Lss XXX: NotesDocument2 paginiXXX Lss XXX: NotesMoisés Vázquez ToledoÎncă nu există evaluări
- Assignment 1 Low Temperature and SuperconductivityDocument3 paginiAssignment 1 Low Temperature and SuperconductivityNadhrah MuradÎncă nu există evaluări
- ASSAM - Uniform Zoning Regulation 2000Document35 paginiASSAM - Uniform Zoning Regulation 2000rajatesh1Încă nu există evaluări
- 07 Power Voltage FeedthroughsDocument52 pagini07 Power Voltage FeedthroughsDeepak SomanÎncă nu există evaluări
- Heat Ad Mass Transfer in A Cooling Tower With Special Attention To The Tower Characteristic RatioDocument5 paginiHeat Ad Mass Transfer in A Cooling Tower With Special Attention To The Tower Characteristic RatioAathithyayanSoundararajanÎncă nu există evaluări
- TYBTech Syllabus MechanicalDocument49 paginiTYBTech Syllabus MechanicalswapnillkÎncă nu există evaluări
- B Indice F400 EDocument8 paginiB Indice F400 EIslam ShoukryÎncă nu există evaluări
- Study of LZ77 and LZ78 Data CompressionDocument5 paginiStudy of LZ77 and LZ78 Data CompressionYa SaÎncă nu există evaluări
- SuperOrca ManualDocument22 paginiSuperOrca Manualarm usaÎncă nu există evaluări
- Power Quality Standards in ChinaDocument21 paginiPower Quality Standards in ChinaCarlos Talavera VillamarínÎncă nu există evaluări
- Mobile Network LayerDocument25 paginiMobile Network LayerAmrendra Kumar Mishra100% (2)
- ENG052010 Mechanic JD - 2Document1 paginăENG052010 Mechanic JD - 2Satria SujatmikoÎncă nu există evaluări