S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- BS en 447-2007 Grout For Prestressing Tendons - Basic RequirementsDocument16 paginiBS en 447-2007 Grout For Prestressing Tendons - Basic Requirementsgpred75% (4)
- Document Transmittal: Job No.: Project: Client: Documentation List No.: Sheet NameDocument57 paginiDocument Transmittal: Job No.: Project: Client: Documentation List No.: Sheet NameLampard ChenÎncă nu există evaluări
- Spot Weldability of High-StrengthDocument12 paginiSpot Weldability of High-StrengthAnonymous Qha8B2Încă nu există evaluări
- Mixed Mode I/II Fracture Toughness of Bonded JointsDocument9 paginiMixed Mode I/II Fracture Toughness of Bonded JointsAnonymous Qha8B2Încă nu există evaluări
- The Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelDocument8 paginiThe Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelAnonymous Qha8B2Încă nu există evaluări
- WeldingDocument2 paginiWeldingAnonymous Qha8B2Încă nu există evaluări
- 317 - 1piping Data HandbookDocument1 pagină317 - 1piping Data Handbookran2322Încă nu există evaluări
- QUS 202 - Principles of Engineering MeasurementDocument86 paginiQUS 202 - Principles of Engineering MeasurementGoddey OnofuaÎncă nu există evaluări
- SSR-Building Materials The Year 2022-23-206-372Document167 paginiSSR-Building Materials The Year 2022-23-206-372Mandem VenkatasivaÎncă nu există evaluări
- 1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesDocument2 pagini1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesaravindanÎncă nu există evaluări
- Boronizing and Resistance of SteelDocument3 paginiBoronizing and Resistance of SteelELROHIR CULNAMOÎncă nu există evaluări
- Specimen Preparation Tech ModiDocument39 paginiSpecimen Preparation Tech ModiSundaraMahalingamÎncă nu există evaluări
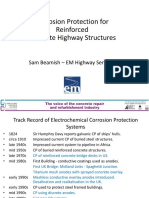
- Corrosion Protection For Reinforced Concrete Highway Structures PDFDocument43 paginiCorrosion Protection For Reinforced Concrete Highway Structures PDFLvisionÎncă nu există evaluări
- Rigid Pavement DesignDocument8 paginiRigid Pavement Designisaacjoe77Încă nu există evaluări
- CAPITAL BUDGETING Ultratech Cements 2015Document87 paginiCAPITAL BUDGETING Ultratech Cements 2015Nair D Sravan50% (2)
- 3MDyneon FKM Compounding Guide 98050413248RevCDocument28 pagini3MDyneon FKM Compounding Guide 98050413248RevCDyaniÎncă nu există evaluări
- SECTION 05730 Ornamental Formed Metal Rev 0Document25 paginiSECTION 05730 Ornamental Formed Metal Rev 0Abdalrahman AntariÎncă nu există evaluări
- NPT Thread Chart - NPT & NPS Fittings Dimensions & SizesDocument2 paginiNPT Thread Chart - NPT & NPS Fittings Dimensions & SizesMarc EdwardsÎncă nu există evaluări
- Screw ConveyorsDocument16 paginiScrew Conveyorsazeez bashaÎncă nu există evaluări
- 11102021MHK Comp Spe Ep Cor 0350 (Eng)Document53 pagini11102021MHK Comp Spe Ep Cor 0350 (Eng)ari onoÎncă nu există evaluări
- Piping Work (Autosaved)Document41 paginiPiping Work (Autosaved)KarthikÎncă nu există evaluări
- 175 PSI WWP Bronze Gate Valves: 175 PSI/12 .1 Bar Non-Shock Cold Water (400 PSI Non-Shock CWP General Service)Document1 pagină175 PSI WWP Bronze Gate Valves: 175 PSI/12 .1 Bar Non-Shock Cold Water (400 PSI Non-Shock CWP General Service)Ncmii AppnÎncă nu există evaluări
- Private Majlis: Corsair Wall Mounted WC Pan White BDS-COR-602011-B-WHDocument57 paginiPrivate Majlis: Corsair Wall Mounted WC Pan White BDS-COR-602011-B-WHmohammadÎncă nu există evaluări
- Stainless Steel Wafer Pattern Butterfly Valve - Viton Liner: Material SpecificationsDocument3 paginiStainless Steel Wafer Pattern Butterfly Valve - Viton Liner: Material SpecificationsMohammad yasinÎncă nu există evaluări
- Slaughterhouse - Condemnation PitDocument24 paginiSlaughterhouse - Condemnation PitJopheth RelucioÎncă nu există evaluări
- PIPE LAYING PROJECT (Sent To Ms. Analyn) PDFDocument1 paginăPIPE LAYING PROJECT (Sent To Ms. Analyn) PDFJamaica RolloÎncă nu există evaluări
- Nitrogen Purging For Stainless SteelDocument4 paginiNitrogen Purging For Stainless Steelmahmoud_allam3Încă nu există evaluări
- Feritic Stainless SteelDocument27 paginiFeritic Stainless SteelAngga Kurnia Darma SastrodikromoÎncă nu există evaluări
- C38 Mpa Type-IDocument17 paginiC38 Mpa Type-IshahulÎncă nu există evaluări
- Dyneema, The World's Strongest FiberDocument25 paginiDyneema, The World's Strongest FiberEuroFibers100% (1)
- ES - Model B3001, B3001NDocument1 paginăES - Model B3001, B3001NSANRAJ TECHNOÎncă nu există evaluări
- CatalogDocument235 paginiCatalogcustomerx50% (4)
- MB Evo/Evo Spare PartsDocument1 paginăMB Evo/Evo Spare PartsBranko FerenčakÎncă nu există evaluări
- 1709 Agriculture Irrigation - ZMDocument65 pagini1709 Agriculture Irrigation - ZMWater Trade Peru PiuraÎncă nu există evaluări