S-ar putea să vă placă și
- Modelamiento y simulación de sistemas con Simulink: Aplicaciones en ingeniería estructuralDe la EverandModelamiento y simulación de sistemas con Simulink: Aplicaciones en ingeniería estructuralEvaluare: 4.5 din 5 stele4.5/5 (4)
- Métodos Matriciales para ingenieros con MATLABDe la EverandMétodos Matriciales para ingenieros con MATLABEvaluare: 5 din 5 stele5/5 (1)
- Celdas de ManufacturaDocument10 paginiCeldas de ManufacturaRogelio PerezÎncă nu există evaluări
- Tema 3Document13 paginiTema 3liopt123Încă nu există evaluări
- Isnardo BEADocument51 paginiIsnardo BEAdanny mottaÎncă nu există evaluări
- Articulo 10 ResumenDocument1 paginăArticulo 10 ResumenDiego LopezÎncă nu există evaluări
- Distribución de Una Planta MATRIZ ORDENADA ITSEL2Document9 paginiDistribución de Una Planta MATRIZ ORDENADA ITSEL2JUANA ITSEL VAZQUEZ VELAZQUEZÎncă nu există evaluări
- Algunos Algoritmo de Tecnología de GruposDocument11 paginiAlgunos Algoritmo de Tecnología de GruposNabilah SchnaidÎncă nu există evaluări
- Manufactura CelularDocument11 paginiManufactura CelularGabriel Alexis Yucra ChambiÎncă nu există evaluări
- Método Hungaro Problemas ResueltosDocument7 paginiMétodo Hungaro Problemas ResueltosManuel Alvariño TorresÎncă nu există evaluări
- EjerciciosDocument3 paginiEjerciciosCarlos Andre50% (2)
- Pregun 3Document66 paginiPregun 3jjorexd12Încă nu există evaluări
- AP Guiadetrabajo 03 SistemasdeplanificacionDocument14 paginiAP Guiadetrabajo 03 SistemasdeplanificacionNicole Muñoz ValenzuelaÎncă nu există evaluări
- Operaciones Con Vectores y MatricesDocument15 paginiOperaciones Con Vectores y MatricesAMYNNXXXXÎncă nu există evaluări
- INVESTIGACIÓN DE OPERACIONES. Problema de Asignación.Document4 paginiINVESTIGACIÓN DE OPERACIONES. Problema de Asignación.Diana YeselyÎncă nu există evaluări
- Dialnet GeneracionDeCeldasDeManufacturaUsandoElAlgoritmoDe 4562386 PDFDocument5 paginiDialnet GeneracionDeCeldasDeManufacturaUsandoElAlgoritmoDe 4562386 PDFPaola RodriguezÎncă nu există evaluări
- Tecnología de GruposDocument2 paginiTecnología de GruposKika RosMonÎncă nu există evaluări
- Tarea 4.1 Io VeranoDocument19 paginiTarea 4.1 Io Veranothania alvarez100% (1)
- Apuntes Metodos Numericos Autovalores y AutovectoresDocument44 paginiApuntes Metodos Numericos Autovalores y AutovectoresChristian RafaelÎncă nu există evaluări
- 3.2 Proceso Sistemático para La Planificación de Distribución en Planta PDFDocument66 pagini3.2 Proceso Sistemático para La Planificación de Distribución en Planta PDFcarlos laraÎncă nu există evaluări
- Ejercicios de Arreglos - Algoritmo 3er CorteDocument3 paginiEjercicios de Arreglos - Algoritmo 3er CorteRay David Torres GomezÎncă nu există evaluări
- Resta de ComplejosDocument14 paginiResta de ComplejosJoelGal100% (1)
- Procesamiento de Datos Bidimensionales Stat GraphicsDocument106 paginiProcesamiento de Datos Bidimensionales Stat Graphicslebiatan89Încă nu există evaluări
- Unida 2 Familia de PiezasDocument27 paginiUnida 2 Familia de PiezasLudwig AngelusÎncă nu există evaluări
- Exa Mod5 2007 - 2010 v1Document9 paginiExa Mod5 2007 - 2010 v1Cesar Merino ChevezÎncă nu există evaluări
- EPII Investigacion Operaciones 06 Modelo Asignacion ALUMNOSDocument12 paginiEPII Investigacion Operaciones 06 Modelo Asignacion ALUMNOSLAZYÎncă nu există evaluări
- Matemáticas Unidad 2Document55 paginiMatemáticas Unidad 2Kamyla GonzalezÎncă nu există evaluări
- Multiplicacion Complejos PDFDocument13 paginiMultiplicacion Complejos PDFJoelGalÎncă nu există evaluări
- Una HojaDocument7 paginiUna HojaCrsitian Salazar VázquezÎncă nu există evaluări
- UD05 Examen Solucion TIC IDocument4 paginiUD05 Examen Solucion TIC ICACO100% (1)
- Proyecto 2 ActualizadoDocument9 paginiProyecto 2 ActualizadoFrancisco Javier Rivera AcuÑa0% (1)
- Proyecto ALGORITMICA 2PDocument3 paginiProyecto ALGORITMICA 2PJavier CGÎncă nu există evaluări
- Labores Balanceo PDFDocument10 paginiLabores Balanceo PDFsantiago foreroÎncă nu există evaluări
- TCC - MatematicasDocument15 paginiTCC - MatematicasOscar SepulvedaÎncă nu există evaluări
- 16 UTP PG 2020 DP Celdas de Manufactura I NEWDocument19 pagini16 UTP PG 2020 DP Celdas de Manufactura I NEWYoel SalasÎncă nu există evaluări
- Uso de Excel para Formular y Resolver Problemas de Transporte y AsignacinDocument6 paginiUso de Excel para Formular y Resolver Problemas de Transporte y AsignacinJuan Carlos Correa GiraldoÎncă nu există evaluări
- Sesion PresencialDocument53 paginiSesion PresencialLuis CarlosÎncă nu există evaluări
- Ejemplo Examen Lógica 1Document7 paginiEjemplo Examen Lógica 1Héctor Salas AriasÎncă nu există evaluări
- Metodos Cuantitativos MaestriaDocument10 paginiMetodos Cuantitativos MaestriaPaola CarrascoÎncă nu există evaluări
- Metodo HungaroDocument22 paginiMetodo HungaroRoxiThali100% (1)
- Problemas de AsignaciónDocument11 paginiProblemas de AsignaciónMiguelA.MoraLunaÎncă nu există evaluări
- PLEMDocument4 paginiPLEMRUDY HERCULESÎncă nu există evaluări
- Trabajo Practico Distribucion de Las InstalacionesDocument3 paginiTrabajo Practico Distribucion de Las InstalacionesAlejandro VargasÎncă nu există evaluări
- INAR20-TP1 Procesamiento NumericoDocument6 paginiINAR20-TP1 Procesamiento NumericoNatux LopezÎncă nu există evaluări
- Algebra 2Document10 paginiAlgebra 2Luis Alexander Seguel HenriquezÎncă nu există evaluări
- Atajos de Teclado APU-EXCEL 2015 Version 5Document5 paginiAtajos de Teclado APU-EXCEL 2015 Version 5Jorge SivisakaÎncă nu există evaluări
- UntitledDocument71 paginiUntitledleon RÎncă nu există evaluări
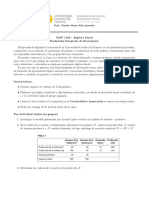
- MAT1193 Evaluación de DesempeñoDocument4 paginiMAT1193 Evaluación de DesempeñoRomina Javiera BahamondeÎncă nu există evaluări
- Hoja de Ejercicios Del Tema 6: Fundamentos de La ProgramaciónDocument5 paginiHoja de Ejercicios Del Tema 6: Fundamentos de La ProgramaciónSandro JavÎncă nu există evaluări
- Actividad 3 Distribución de PlantaDocument19 paginiActividad 3 Distribución de PlantaErick Alvarado TenorioÎncă nu există evaluări
- Calculo de Presupuestos Utilizando Matrices-Mat.Document12 paginiCalculo de Presupuestos Utilizando Matrices-Mat.Percil AF50% (2)
- Semana 07 - Disposición de PlantasDocument26 paginiSemana 07 - Disposición de PlantasManuel OrtizÎncă nu există evaluări
- SEGUNDA EP DE INFORMÁTICA 10mo GradoDocument7 paginiSEGUNDA EP DE INFORMÁTICA 10mo GradoAlbert Rodriguez CruzÎncă nu există evaluări
- Guia 8Document10 paginiGuia 8Luis ApazaÎncă nu există evaluări
- Enunciados LayoutDocument7 paginiEnunciados LayoutJose Felipe Arce MateosÎncă nu există evaluări
- Estructura de DatosDocument9 paginiEstructura de DatoschrisrockÎncă nu există evaluări
- Fem Deformación Plana Presa de Gravedad t3nDocument14 paginiFem Deformación Plana Presa de Gravedad t3nEber Cconislla ChacmanaÎncă nu există evaluări
- Dibujo técnico para la transformación de polímeros. QUIT0209De la EverandDibujo técnico para la transformación de polímeros. QUIT0209Încă nu există evaluări
- Diseño y construcción de algoritmosDe la EverandDiseño y construcción de algoritmosEvaluare: 4 din 5 stele4/5 (6)
- Especificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209De la EverandEspecificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Încă nu există evaluări
- Proyecto Parte 3 InstruccionesDocument5 paginiProyecto Parte 3 InstruccionesGabriela SagastumeÎncă nu există evaluări
- 3F Filippi - Catalogo Generale LED 2022 - ES-LATAM PDFDocument696 pagini3F Filippi - Catalogo Generale LED 2022 - ES-LATAM PDFDairy González ColinaÎncă nu există evaluări
- Inteligencia ArtificialDocument14 paginiInteligencia ArtificialAlejandra Espitia 10BÎncă nu există evaluări
- Navi Y Strongnavi Store: Página Principal de La Tienda Productos Artículos en Oferta Más Vendidos Novedades ComentariosDocument38 paginiNavi Y Strongnavi Store: Página Principal de La Tienda Productos Artículos en Oferta Más Vendidos Novedades ComentariosAlfonso Sierra MontalvoÎncă nu există evaluări
- Ingeniería de Software - Tarea 2Document3 paginiIngeniería de Software - Tarea 2Lonely StevenÎncă nu există evaluări
- Capítulo 1 OPERACIONESDocument15 paginiCapítulo 1 OPERACIONESRoberto MendezÎncă nu există evaluări
- 1 Interfaces IHC 2020Document99 pagini1 Interfaces IHC 2020Julio MontielÎncă nu există evaluări
- Eicd-509 - Cuaderno de Informes Semana04Document9 paginiEicd-509 - Cuaderno de Informes Semana04isatanico89Încă nu există evaluări
- Atrapaniebla Tecnologia Alternativa para El Desarrollo RuralDocument6 paginiAtrapaniebla Tecnologia Alternativa para El Desarrollo RuralCristobal Pinche LaurreÎncă nu există evaluări
- 5-12 TyC Oferta DiciembreDocument8 pagini5-12 TyC Oferta DiciembreLuis VargasÎncă nu există evaluări
- La Biblioteca Más Fascinante Del MundoDocument2 paginiLa Biblioteca Más Fascinante Del MundoAlberto suarez beltranÎncă nu există evaluări
- Fase 4 ProyectoDocument6 paginiFase 4 ProyectoGustavo Andres Dominguez AguilarÎncă nu există evaluări
- Capitulo 2: Electrical Power Equipment Maintenance and TestingDocument48 paginiCapitulo 2: Electrical Power Equipment Maintenance and TestingEddit MercuryÎncă nu există evaluări
- Actividad 1 - Mod 1 - InternetDocument6 paginiActividad 1 - Mod 1 - InternetSolanlly CabralÎncă nu există evaluări
- Clases pc1 Dirección EstrategicaDocument56 paginiClases pc1 Dirección EstrategicaALI VIZOÎncă nu există evaluări
- Curso - DIPLOMADO EN CONSTRUCCIÓN Y MANTENIMIENTO DE REDES ELÉCTRICAS, Tema - ARTICULACIÓN DEL SISTEMA DE POTENCIA PDFDocument3 paginiCurso - DIPLOMADO EN CONSTRUCCIÓN Y MANTENIMIENTO DE REDES ELÉCTRICAS, Tema - ARTICULACIÓN DEL SISTEMA DE POTENCIA PDFEdward RinconÎncă nu există evaluări
- Guia Carding BasicaDocument2 paginiGuia Carding BasicaJoel AungÎncă nu există evaluări
- La Filosofia Del LenguanjeDocument20 paginiLa Filosofia Del LenguanjeUrbano VelascoÎncă nu există evaluări
- Guion de DiscursoDocument3 paginiGuion de Discursorenzo manriqueÎncă nu există evaluări
- Curso Tecnicas Operacion Controles Automatizados Stick Cargadores Frontales Sistemas Afex Vorad Vims Caes CTCVDocument70 paginiCurso Tecnicas Operacion Controles Automatizados Stick Cargadores Frontales Sistemas Afex Vorad Vims Caes CTCVpatricio_2769Încă nu există evaluări
- Instituto Tecnológico de Tepic: Licenciatura en ArquitecturaDocument30 paginiInstituto Tecnológico de Tepic: Licenciatura en ArquitecturaBRYAN GONZALEZ ORTEGAÎncă nu există evaluări
- Sistema de Agua Potable Por Gravedad Sin Planta de TratamientoDocument3 paginiSistema de Agua Potable Por Gravedad Sin Planta de TratamientoJim RaynorÎncă nu există evaluări
- Matriz de ConsistenciaDocument1 paginăMatriz de ConsistenciaJulio MorenoÎncă nu există evaluări
- Guía de Referencia Documento Del Proyecto Terminal de La EstadíaDocument32 paginiGuía de Referencia Documento Del Proyecto Terminal de La EstadíaRicardo GonzalezÎncă nu există evaluări
- Reporte 1 Mesa SemiautomáticaDocument13 paginiReporte 1 Mesa Semiautomáticanorberto soto jacoboÎncă nu există evaluări
- Ensamblador PDFDocument25 paginiEnsamblador PDFDaniel Ortega TalaberaÎncă nu există evaluări
- Trabajo Final Del CursoDocument9 paginiTrabajo Final Del CursoEstrella Masias temocheÎncă nu există evaluări
- Cap.1 Marco Conceptual de La EcoeficienciaDocument7 paginiCap.1 Marco Conceptual de La EcoeficienciaALEJANDRO GARCIA GALVEZÎncă nu există evaluări
- Relleno FluidoDocument5 paginiRelleno Fluidokalita_83Încă nu există evaluări
- Universidad Galileo Presentacion 1 Tema 3Document20 paginiUniversidad Galileo Presentacion 1 Tema 3Keysha GonzalezÎncă nu există evaluări