S-ar putea să vă placă și
- Sivakumar KomarasamyDocument6 paginiSivakumar KomarasamySIVAÎncă nu există evaluări
- Fire Fight TACDocument92 paginiFire Fight TACSIVAÎncă nu există evaluări
- Operation Mode: Central Monitoring BasinDocument1 paginăOperation Mode: Central Monitoring BasinSIVAÎncă nu există evaluări
- A00 A Doc Ve 722722 - 0001Document25 paginiA00 A Doc Ve 722722 - 0001SIVA0% (1)
- Goat Farm AddressDocument3 paginiGoat Farm AddressSIVAÎncă nu există evaluări
- Good MannersDocument4 paginiGood MannersSIVAÎncă nu există evaluări
- Renewal Premium Acknowledgement: Collecting Branch: E-Mail: Phone: Transaction No.: Date (Time) : Servicing BranchDocument1 paginăRenewal Premium Acknowledgement: Collecting Branch: E-Mail: Phone: Transaction No.: Date (Time) : Servicing BranchSIVAÎncă nu există evaluări
- Schedule BDocument122 paginiSchedule BSIVA100% (6)
- A43 A Doc Ve 728823 - 0001Document14 paginiA43 A Doc Ve 728823 - 0001SIVA100% (1)
- Printer Friendly TOCDocument19 paginiPrinter Friendly TOCSIVAÎncă nu există evaluări
- Schedule DDocument17 paginiSchedule DSIVA100% (4)
- Filter TOCDocument38 paginiFilter TOCSIVAÎncă nu există evaluări
- TOC DISK - User GuideDocument13 paginiTOC DISK - User GuideSIVAÎncă nu există evaluări
- Schedule Q - Attachment VIDocument8 paginiSchedule Q - Attachment VISIVAÎncă nu există evaluări
- Tubular Heat Exchanger Rating Sheet: Start 2 o 2 oDocument1 paginăTubular Heat Exchanger Rating Sheet: Start 2 o 2 oSIVAÎncă nu există evaluări
- Tubular Heat Exchanger Rating Sheet: Start o 2 o o 3 2 o 2 oDocument1 paginăTubular Heat Exchanger Rating Sheet: Start o 2 o o 3 2 o 2 oSIVAÎncă nu există evaluări
- Inputs From Client: 1. bfp132401 1 0 (G.A. Drawing For SWS Gas KO Drum)Document3 paginiInputs From Client: 1. bfp132401 1 0 (G.A. Drawing For SWS Gas KO Drum)SIVAÎncă nu există evaluări
- S.No Scope of Work Manhour Estimate For IGCC Sulfur Recovery Unit GeneralDocument4 paginiS.No Scope of Work Manhour Estimate For IGCC Sulfur Recovery Unit GeneralSIVAÎncă nu există evaluări
- Technical Aspects of Desalination PlantDocument0 paginiTechnical Aspects of Desalination PlantSIVAÎncă nu există evaluări
- S.O.W Between Sdi, Msog & AcidchemDocument4 paginiS.O.W Between Sdi, Msog & AcidchemSIVAÎncă nu există evaluări
- Flowmeter Piping RequirementsDocument11 paginiFlowmeter Piping RequirementskarthipetroÎncă nu există evaluări
- S.No Scope of Work Feed Water Pumping Skid Manhour Estimate For Prebid Engineering of Fuel Gas SystemDocument2 paginiS.No Scope of Work Feed Water Pumping Skid Manhour Estimate For Prebid Engineering of Fuel Gas SystemSIVAÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Phase Changes Phase DiagramDocument24 paginiPhase Changes Phase DiagramNicolette BingtanÎncă nu există evaluări
- 04 - Analisa Pondasi DangkalDocument50 pagini04 - Analisa Pondasi DangkalWak HoÎncă nu există evaluări
- ELECTRIC MOTORS IN Explosion PDFDocument43 paginiELECTRIC MOTORS IN Explosion PDFanisÎncă nu există evaluări
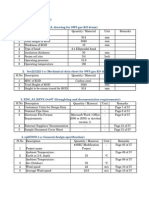
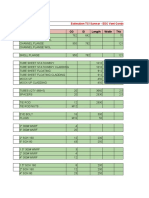
- Estimation TCI Sanmar - EDC Vent Condenser Tag No E-102Document5 paginiEstimation TCI Sanmar - EDC Vent Condenser Tag No E-102Raviraj Shashikant PatilÎncă nu există evaluări
- Screws Self-DrillingDocument22 paginiScrews Self-DrillingSamra DukićÎncă nu există evaluări
- BRH 625 Sandvi̇k BreakerDocument87 paginiBRH 625 Sandvi̇k BreakerSerkanAl100% (1)
- Bellows Sealed Matering Valves BM Series (Ms-01-23) R3Document4 paginiBellows Sealed Matering Valves BM Series (Ms-01-23) R3herysyam1980Încă nu există evaluări
- CEN TOOL Standard Padeyes V4 Rollup Padeye SheaveDocument5 paginiCEN TOOL Standard Padeyes V4 Rollup Padeye SheaveMarvan100% (1)
- 1-Fundamentals of Creep in MaterialsDocument6 pagini1-Fundamentals of Creep in MaterialsLucianoBorasiÎncă nu există evaluări
- PROBLEM 17.137: SolutionDocument7 paginiPROBLEM 17.137: SolutiontaÎncă nu există evaluări
- ) - (75 Meters) (M) - (9.8: 64 Solutions and Tests For Exploring Creation With PhysicsDocument1 pagină) - (75 Meters) (M) - (9.8: 64 Solutions and Tests For Exploring Creation With Physicsgjw1684Încă nu există evaluări
- MAN 7020-0145 - Uk PDFDocument99 paginiMAN 7020-0145 - Uk PDFthis9999Încă nu există evaluări
- Function: Torque-Induced Gyroscopic Precession Heading Indicators or Directional GyrosDocument2 paginiFunction: Torque-Induced Gyroscopic Precession Heading Indicators or Directional GyrosViceÎncă nu există evaluări
- Training ReportDocument60 paginiTraining Reportarjun100% (1)
- PNSMV025Document36 paginiPNSMV025Philippe Alexandre100% (1)
- Product 1301454674 PDFDocument4 paginiProduct 1301454674 PDFGabriela E MateiÎncă nu există evaluări
- Shear Strenght ExampleDocument11 paginiShear Strenght ExamplealvinÎncă nu există evaluări
- Technical Specifications For ValvesDocument32 paginiTechnical Specifications For ValvesEr Hussain GhadialiÎncă nu există evaluări
- WRC 302-1985Document38 paginiWRC 302-1985CarlosÎncă nu există evaluări
- Concrete PoolDocument2 paginiConcrete Pooljorge010% (2)
- Flex Separation System - S and P - Operating Instructions - 2014Document51 paginiFlex Separation System - S and P - Operating Instructions - 2014Centrifugal SeparatorÎncă nu există evaluări
- 1B) Manicooler & Outlet BoxDocument2 pagini1B) Manicooler & Outlet BoxSonthi MooljindaÎncă nu există evaluări
- Computational Fluid Dynamics (CFD) Modeling of Grain-Water Suspensions in TubeDocument15 paginiComputational Fluid Dynamics (CFD) Modeling of Grain-Water Suspensions in TubebhuniakanishkaÎncă nu există evaluări
- SWD Pipe Size Calculation For South CampusDocument4 paginiSWD Pipe Size Calculation For South Campussalmaan mastanÎncă nu există evaluări
- Centre of Mass - TheoryDocument46 paginiCentre of Mass - TheoryNiteshÎncă nu există evaluări
- 2p36907 SwivelDocument42 pagini2p36907 SwivelIFI ARGENTINA S.A.Încă nu există evaluări
- Heat Exchangers Designing For Super-Critical Fluid ServiceDocument6 paginiHeat Exchangers Designing For Super-Critical Fluid ServiceHsein WangÎncă nu există evaluări
- Get PTC Thermistor and Single Phasing Preventer Series PD 225 - GIC IndiaDocument3 paginiGet PTC Thermistor and Single Phasing Preventer Series PD 225 - GIC IndiaPrasadPurohitÎncă nu există evaluări
- Catalog MotoreductoareDocument20 paginiCatalog MotoreductoareNitzu Holhorea CornelÎncă nu există evaluări
- Seams & Joint Design For Emc EnclosuresDocument7 paginiSeams & Joint Design For Emc Enclosureszackhack01Încă nu există evaluări