S-ar putea să vă placă și
- Smlink UgDocument126 paginiSmlink UgAdriano GodoyÎncă nu există evaluări
- Smlink UgDocument126 paginiSmlink UgAdriano GodoyÎncă nu există evaluări
- Id 3232 2012 AseeDocument15 paginiId 3232 2012 AseeseracorÎncă nu există evaluări
- TutorialDocument240 paginiTutorialseracorÎncă nu există evaluări
- Solidworks Simulation Tutorial REVISED PDFDocument32 paginiSolidworks Simulation Tutorial REVISED PDFKhairun NisaÎncă nu există evaluări
- App BDocument12 paginiApp BseracorÎncă nu există evaluări
- Autocad-Parametric DrawingDocument30 paginiAutocad-Parametric DrawingTiberiu ScarlatÎncă nu există evaluări
- App BDocument12 paginiApp BseracorÎncă nu există evaluări
- Advance Steel PDFDocument182 paginiAdvance Steel PDFAndres Peña100% (2)
- SolidworksDocument5 paginiSolidworksseracorÎncă nu există evaluări
- MSB05 Joint Design 2010-08-05 PDFDocument119 paginiMSB05 Joint Design 2010-08-05 PDFseracorÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Computational Fluid Dynamics Modeling of Cell Cultures in Bioreactors and Its Potential For Cultivated Meat Production - A Mini-ReviewDocument10 paginiComputational Fluid Dynamics Modeling of Cell Cultures in Bioreactors and Its Potential For Cultivated Meat Production - A Mini-ReviewArianna RechÎncă nu există evaluări
- ملزمة انتقال موائع الكورس الاولDocument42 paginiملزمة انتقال موائع الكورس الاولshathaÎncă nu există evaluări
- Blind Flange (10 Bar)Document7 paginiBlind Flange (10 Bar)SyedZainAliÎncă nu există evaluări
- Reinforced Concrete Design of A 5 Storey Seminary Main BuildingDocument121 paginiReinforced Concrete Design of A 5 Storey Seminary Main BuildingEmmanuel Lazo100% (21)
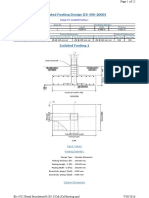
- ISOLATED FOOTING DESIGNDocument12 paginiISOLATED FOOTING DESIGNSaketRusiaÎncă nu există evaluări
- Rankine Lectures 1981 To 1990Document308 paginiRankine Lectures 1981 To 1990Scott Downs100% (4)
- Curricula Civil - HstuDocument22 paginiCurricula Civil - HstuMononÎncă nu există evaluări
- Modeling wear in a pin-on-disc tribometerDocument10 paginiModeling wear in a pin-on-disc tribometerDanilo SouzaÎncă nu există evaluări
- Bridge Components and ElementsDocument59 paginiBridge Components and ElementsHaris khanÎncă nu există evaluări
- Pillar Design FundamentalsDocument9 paginiPillar Design FundamentalsMichael David Altamirano MackenzieÎncă nu există evaluări
- Outlines of JSCE Recommendations For Design and CoDocument9 paginiOutlines of JSCE Recommendations For Design and CoIngénieurCivilÎncă nu există evaluări
- Maximum Distance Between Busbar Supports: A.G.N BandaraDocument4 paginiMaximum Distance Between Busbar Supports: A.G.N BandaraOswaldo Javier100% (1)
- StrainGauges E1007DDocument100 paginiStrainGauges E1007DOWEMÎncă nu există evaluări
- Design of Machine Elements IDocument8 paginiDesign of Machine Elements Imesab100Încă nu există evaluări
- 1 BASIC Building Static Load Cases - Kiran - Suresh - ManoharanDocument26 pagini1 BASIC Building Static Load Cases - Kiran - Suresh - ManoharanzahoorÎncă nu există evaluări
- Basic Principles of PSC-July2019Document119 paginiBasic Principles of PSC-July2019kesharinareshÎncă nu există evaluări
- Modelling of Preconditioning by Blasting in Block and Panel CavingDocument19 paginiModelling of Preconditioning by Blasting in Block and Panel CavingEduardo CepedaÎncă nu există evaluări
- Panciroli Riccardo TesiDocument126 paginiPanciroli Riccardo TesiA_saravanavelÎncă nu există evaluări
- Nozzle Pro ReportDocument7 paginiNozzle Pro ReportZahir HussainÎncă nu există evaluări
- Chapter 09Document119 paginiChapter 09vschein333Încă nu există evaluări
- Technical Officer (A&C) Level 7 PDFDocument5 paginiTechnical Officer (A&C) Level 7 PDFPrashant GautamÎncă nu există evaluări
- 1) ATRIUM-CAL-002 - Connection Calculations (23!09!2015 Updated)Document39 pagini1) ATRIUM-CAL-002 - Connection Calculations (23!09!2015 Updated)Suresh DÎncă nu există evaluări
- Contact Mechanics and Friction: Fig. A3.1 Friction Caused (A)Document12 paginiContact Mechanics and Friction: Fig. A3.1 Friction Caused (A)Nrl SyafiniÎncă nu există evaluări
- Ship Construction and Structure by Azaruddin MominDocument147 paginiShip Construction and Structure by Azaruddin MominNaman joshi100% (2)
- Static Structural Analysis: Introduction To ANSYS MechanicalDocument48 paginiStatic Structural Analysis: Introduction To ANSYS Mechanical蔡建雄Încă nu există evaluări
- Reinforced Concrete Design Notes PDFDocument34 paginiReinforced Concrete Design Notes PDFJamesÎncă nu există evaluări
- 18BEFE31-Thermodynamics in Food Processing: Unit - IvDocument53 pagini18BEFE31-Thermodynamics in Food Processing: Unit - IvPooja Sri V S BE FPPTÎncă nu există evaluări
- Concrete Center - Strut-And-Tie Models - EC2 PDFDocument69 paginiConcrete Center - Strut-And-Tie Models - EC2 PDFJm CampitanÎncă nu există evaluări
- Reliability-Based Design For Transmission Line Structure Foundations PDFDocument17 paginiReliability-Based Design For Transmission Line Structure Foundations PDFIbnu RiswanÎncă nu există evaluări