S-ar putea să vă placă și
- Fracture Toughness Testing of Aluminum Alloys: Standard Practice ForDocument5 paginiFracture Toughness Testing of Aluminum Alloys: Standard Practice Forcaop217Încă nu există evaluări
- B 871 - 01 - QJG3MQDocument6 paginiB 871 - 01 - QJG3MQmalika_00Încă nu există evaluări
- b 557m - 02 عينة الشد المستطيلةDocument19 paginib 557m - 02 عينة الشد المستطيلةMohamad Marwan HamwiÎncă nu există evaluări
- B645 20547 PDFDocument6 paginiB645 20547 PDFunknown1711Încă nu există evaluări
- F1160 1479757-1Document8 paginiF1160 1479757-1Thaweekarn ChangthongÎncă nu există evaluări
- Astm B557Document15 paginiAstm B557Anonymous 7ZTcBnÎncă nu există evaluări
- Uniaxial Tensile Test Is Known As A Basic and Universal Engineering Test To Achieve Material Parameters Such As Ultimate StrengthDocument5 paginiUniaxial Tensile Test Is Known As A Basic and Universal Engineering Test To Achieve Material Parameters Such As Ultimate StrengthSyed Imtinan AhmedÎncă nu există evaluări
- Astm B557Document16 paginiAstm B557unknown17110% (1)
- C 158 Â " 95 R00 QZE1OC1SRUQDocument12 paginiC 158 Â " 95 R00 QZE1OC1SRUQCesar PazÎncă nu există evaluări
- Plane-Strain Fracture Toughness and Strain Energy Release Rate of Plastic MaterialsDocument9 paginiPlane-Strain Fracture Toughness and Strain Energy Release Rate of Plastic MaterialsFaizan RashidÎncă nu există evaluări
- ASTM D-1922-03a (Tear Resistance of Plastic Film by Pendulum Method)Document9 paginiASTM D-1922-03a (Tear Resistance of Plastic Film by Pendulum Method)T Aaa100% (1)
- Shear Strength of Continuous Fiber-Reinforced Advanced Ceramics at Ambient TemperaturesDocument8 paginiShear Strength of Continuous Fiber-Reinforced Advanced Ceramics at Ambient TemperaturessenthilÎncă nu există evaluări
- ASTMDocument6 paginiASTMcarmin79100% (2)
- ENERGYRELEASERATEASTMDocument11 paginiENERGYRELEASERATEASTMehsan.sadeghi1545Încă nu există evaluări
- ASTM C1421 - 10 Standard Methods For Determination of Toughness of CeramicsDocument31 paginiASTM C1421 - 10 Standard Methods For Determination of Toughness of CeramicslubsalvianoÎncă nu există evaluări
- C1399.1613807-1-Standard Test Method For Obtaining Average Residual-StrengthDocument6 paginiC1399.1613807-1-Standard Test Method For Obtaining Average Residual-Strengthsyndicate_mauliÎncă nu există evaluări
- ASTM C78 - Flexural Strength of ConcreteDocument5 paginiASTM C78 - Flexural Strength of Concretejhon jairo portillaÎncă nu există evaluări
- Norma TestDocument3 paginiNorma TestIvan Huilcapaz MoraÎncă nu există evaluări
- C 158 - 02 - Qze1oaDocument9 paginiC 158 - 02 - Qze1oaStuartÎncă nu există evaluări
- Astm B 557M-06Document15 paginiAstm B 557M-06Jorge HinojosaÎncă nu există evaluări
- E488 15Document20 paginiE488 15picott100% (1)
- Tension Testing of Metallic Foil: Standard Test Methods ofDocument5 paginiTension Testing of Metallic Foil: Standard Test Methods ofNilton SantillanÎncă nu există evaluări
- C 273-00Document4 paginiC 273-00Khan ShahzebÎncă nu există evaluări
- ASTM-C-42 - Obtainig and Testing Drilled Cores and Sawed Bemas of ConcreteDocument8 paginiASTM-C-42 - Obtainig and Testing Drilled Cores and Sawed Bemas of ConcreteAnonymous 5exSerÎncă nu există evaluări
- Document PDFDocument21 paginiDocument PDFDiego Alberto Espitia RojasÎncă nu există evaluări
- C78C78M.38385 Flexión de Vigas de HormigónDocument5 paginiC78C78M.38385 Flexión de Vigas de HormigónMary PalaciosÎncă nu există evaluări
- C1421 PDFDocument33 paginiC1421 PDFjodapero13Încă nu există evaluări
- C749-13 Standard Test Method For Tensile Stress-Strain of Carbon and GraphiteDocument12 paginiC749-13 Standard Test Method For Tensile Stress-Strain of Carbon and Graphiteastewayb_964354182Încă nu există evaluări
- Astm C78 C78M 22Document3 paginiAstm C78 C78M 22Ajit P. SinghÎncă nu există evaluări
- Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteDocument8 paginiCorrosion Potentials of Uncoated Reinforcing Steel in ConcreteSantosh ZunjarÎncă nu există evaluări
- C 297 - 94 R99 - Qzi5ny9dmjk3ts1sruqDocument9 paginiC 297 - 94 R99 - Qzi5ny9dmjk3ts1sruqDonaciano Ramirez PantojaÎncă nu există evaluări
- D 6742 - D 6742m - 01 Rdy3ndivrdy3ndjnlvjfraDocument8 paginiD 6742 - D 6742m - 01 Rdy3ndivrdy3ndjnlvjfraJuanÎncă nu există evaluări
- Astm C273-00Document4 paginiAstm C273-00Arash AghagolÎncă nu există evaluări
- ASTM - E488E488M - 15 - Standard Test Methods For Strength of Anchors in Concrete ElementsDocument21 paginiASTM - E488E488M - 15 - Standard Test Methods For Strength of Anchors in Concrete ElementsAniket InarkarÎncă nu există evaluări
- ASTM D 1633-00 Standard Methods For Compressive Strength of Molded Soil-Cement CylindersDocument4 paginiASTM D 1633-00 Standard Methods For Compressive Strength of Molded Soil-Cement CylindersPablo Antonio Valcárcel VargasÎncă nu există evaluări
- Astm E561Document16 paginiAstm E561Paulo Vitor Castro CardosoÎncă nu există evaluări
- Astm D 897 - 01 - RDG5NWDocument3 paginiAstm D 897 - 01 - RDG5NWphaindikaÎncă nu există evaluări
- Ensayo de Corrosion Bajo Esfuerzos de FlexionDocument7 paginiEnsayo de Corrosion Bajo Esfuerzos de Flexionkrlos1589Încă nu există evaluări
- N.004 - ASTM B557 - Standard Methods of Tension Testing Wrought and Cast Aluminum - and Magnesium - Alloy ProductsDocument20 paginiN.004 - ASTM B557 - Standard Methods of Tension Testing Wrought and Cast Aluminum - and Magnesium - Alloy ProductsAdriene SantosÎncă nu există evaluări
- Tensile Properties of Glass Fiber Strands, Yarns, and Rovings Used in Reinforced PlasticsDocument6 paginiTensile Properties of Glass Fiber Strands, Yarns, and Rovings Used in Reinforced PlasticsPablo AlcázarÎncă nu există evaluări
- C 78 18 Astm c78Document6 paginiC 78 18 Astm c78Milagros VargasÎncă nu există evaluări
- ASTM C876 - 15 Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteDocument8 paginiASTM C876 - 15 Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteMalaz Abdul Jalil100% (1)
- Tension Testing Wrought and Cast Aluminum-And Magnesium-Alloy ProductsDocument15 paginiTension Testing Wrought and Cast Aluminum-And Magnesium-Alloy ProductsharikaÎncă nu există evaluări
- ASTM D6241 (Static Puncture Strength)Document6 paginiASTM D6241 (Static Puncture Strength)Rahmadika Arizal NugrahaÎncă nu există evaluări
- Tension Testing Wrought and Cast Aluminum-And Magnesium-Alloy ProductsDocument16 paginiTension Testing Wrought and Cast Aluminum-And Magnesium-Alloy ProductsEhab HarbÎncă nu există evaluări
- Shear Testing of Aluminum and Aluminum-Alloy Rivets and Cold-Heading Wire and RodsDocument3 paginiShear Testing of Aluminum and Aluminum-Alloy Rivets and Cold-Heading Wire and RodsJefferson Castro AriasÎncă nu există evaluări
- ASTM B557 15 Standard Test Methods For Tension Testing Wrought and Cast Aluminum and Magnesium Alloy ProductsDocument32 paginiASTM B557 15 Standard Test Methods For Tension Testing Wrought and Cast Aluminum and Magnesium Alloy ProductsPuchi Ceballo100% (1)
- Ensaios Dos MateriaisDocument28 paginiEnsaios Dos Materiaisjoao pauloÎncă nu există evaluări
- 3600 1Document2 pagini3600 1shanmugasundaram_rÎncă nu există evaluări
- F1044 1479757-1Document5 paginiF1044 1479757-1Thaweekarn ChangthongÎncă nu există evaluări
- B769Document4 paginiB769wpwmhatÎncă nu există evaluări
- Contentcode 4Document4 paginiContentcode 4mohamed ahmedÎncă nu există evaluări
- B 565 - 94 R00 - Qju2ns05nfiwmaDocument3 paginiB 565 - 94 R00 - Qju2ns05nfiwmamalika_00Încă nu există evaluări
- Astm G49 2011Document6 paginiAstm G49 2011prabu prasadÎncă nu există evaluări
- Astm B557M-15 (2023)Document15 paginiAstm B557M-15 (2023)Saravana VelÎncă nu există evaluări
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingDe la EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingÎncă nu există evaluări
- Reinforced Concrete Buildings: Behavior and DesignDe la EverandReinforced Concrete Buildings: Behavior and DesignEvaluare: 5 din 5 stele5/5 (1)
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryDe la EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryÎncă nu există evaluări
- Design of Steel Structures: Materials, Connections, and ComponentsDe la EverandDesign of Steel Structures: Materials, Connections, and ComponentsÎncă nu există evaluări
- Pipings CalculationDocument6 paginiPipings CalculationZoebairÎncă nu există evaluări
- Campbell Reece Biology 10th Free PDFDocument7 paginiCampbell Reece Biology 10th Free PDFmalika_00100% (1)
- Assignment Submission Details: Program / Semester Specialization Course Name Course CodeDocument1 paginăAssignment Submission Details: Program / Semester Specialization Course Name Course Codemalika_00Încă nu există evaluări
- Z 002 DP 2556556Document38 paginiZ 002 DP 2556556malika_00Încă nu există evaluări
- Tl-wr941nd User GuideDocument113 paginiTl-wr941nd User Guidemalika_00Încă nu există evaluări
- 8-Trouble ShottingDocument14 pagini8-Trouble Shottingmalika_00Încă nu există evaluări
- gs110 1Document12 paginigs110 1malika_00Încă nu există evaluări
- Saes X 800Document18 paginiSaes X 800malika_00Încă nu există evaluări
- ListDocument1 paginăListmalika_00Încă nu există evaluări
- Esr97er089 (Relieve Valve)Document17 paginiEsr97er089 (Relieve Valve)malika_00Încă nu există evaluări
- !about Saes1Document1 pagină!about Saes1Janakiraman MalligaÎncă nu există evaluări
- 15 Saip 51Document5 pagini15 Saip 51malika_00Încă nu există evaluări
- Construction Standard For Large Welded Low Pressure Storage TanksDocument16 paginiConstruction Standard For Large Welded Low Pressure Storage TanksSuleyman HaliciogluÎncă nu există evaluări
- Winterisation - Low 44-2Document15 paginiWinterisation - Low 44-2malika_00Încă nu există evaluări
- 01 Saip 06Document7 pagini01 Saip 06malika_00Încă nu există evaluări
- Wed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998Document1 paginăWed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998malika_00Încă nu există evaluări
- RphazopDocument37 paginiRphazopmalika_00Încă nu există evaluări
- !about SaipDocument1 pagină!about SaipMuhammad Nasir SiddiqueÎncă nu există evaluări
- 32 Saip 11Document9 pagini32 Saip 11malika_00Încă nu există evaluări
- 00 Saip 12Document8 pagini00 Saip 12aamirtec301Încă nu există evaluări
- 01 Saip 02Document6 pagini01 Saip 02malika_00Încă nu există evaluări
- 00 Saip 72Document6 pagini00 Saip 72aamirtec301Încă nu există evaluări
- 32 Saip 11Document9 pagini32 Saip 11malika_00Încă nu există evaluări
- 00 Saip 72Document6 pagini00 Saip 72aamirtec301Încă nu există evaluări
- !indx SaipDocument2 pagini!indx Saipimrankhan22Încă nu există evaluări
- 12 Saip 50Document5 pagini12 Saip 50malika_00Încă nu există evaluări
- 15 Saip 50Document5 pagini15 Saip 50malika_00Încă nu există evaluări
- 00 Saip 06Document4 pagini00 Saip 06YongBolitz Vbfz100% (1)
- 02 Saip 01Document6 pagini02 Saip 01malika_00Încă nu există evaluări
- Inspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection DepartmentDocument8 paginiInspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection Departmentaamirtec301100% (1)
- Helicoflex SpecsDocument12 paginiHelicoflex SpecsyanjiayuÎncă nu există evaluări
- Kertas Penerangan 1Document14 paginiKertas Penerangan 1Eizanie MuhamadÎncă nu există evaluări
- LS-DYNA Theory Manual (Updated 13dec2016) PDFDocument872 paginiLS-DYNA Theory Manual (Updated 13dec2016) PDFЮрий НовожиловÎncă nu există evaluări
- Centrifugal Pump Sizing, Selection and Design Practices (Hay)Document77 paginiCentrifugal Pump Sizing, Selection and Design Practices (Hay)Scribd_del75% (8)
- Electron Configuration DLP CalatravaDocument13 paginiElectron Configuration DLP CalatravaGwendolyn CalatravaÎncă nu există evaluări
- The Science and Engineering of Granulation ProcessesDocument258 paginiThe Science and Engineering of Granulation Processesdiegotorete1994100% (2)
- Column Design - As Per BS CodeDocument16 paginiColumn Design - As Per BS CodeYam BalaoingÎncă nu există evaluări
- Static Load Plate TestDocument11 paginiStatic Load Plate TestGechmcz100% (5)
- Shear Strength Model For Interior Flat Plate-ColumDocument13 paginiShear Strength Model For Interior Flat Plate-Colummohammed abrahimeÎncă nu există evaluări
- Henan BEBON International Co.,ltd Carbon and Low Alloy Steel EN10025 S275J0 Steel PlateDocument1 paginăHenan BEBON International Co.,ltd Carbon and Low Alloy Steel EN10025 S275J0 Steel PlateMazin BallaÎncă nu există evaluări
- Metals 07 00229Document16 paginiMetals 07 00229Pavitar SinghÎncă nu există evaluări
- Thermodynamics - Theory T-V Diagram: Phase Change Process Under Constant Pressure (112 KB)Document3 paginiThermodynamics - Theory T-V Diagram: Phase Change Process Under Constant Pressure (112 KB)rajaraghuramvarmaÎncă nu există evaluări
- B32344E4252A080Document10 paginiB32344E4252A080GerardoÎncă nu există evaluări
- Materials Science and Engineering Concept Check Part3 PDFDocument26 paginiMaterials Science and Engineering Concept Check Part3 PDF李宛芸Încă nu există evaluări
- Nigatu Gurmessa ThesisDocument47 paginiNigatu Gurmessa ThesisNigatu GurmessaÎncă nu există evaluări
- LAMMPS For BeginnersDocument41 paginiLAMMPS For Beginnersaravindrammohan100% (3)
- A Comprehensive Parametric Study of Grain-Based Models For Rock FailureDocument17 paginiA Comprehensive Parametric Study of Grain-Based Models For Rock FailureLorenzoÎncă nu există evaluări
- FAG Bearings For Rolling Mills Application PDFDocument69 paginiFAG Bearings For Rolling Mills Application PDFPintu SarkarÎncă nu există evaluări
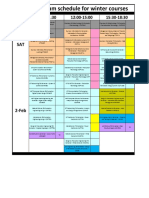
- Make Up Exam Schedule For Winter Courses 1.2Document6 paginiMake Up Exam Schedule For Winter Courses 1.2ANÎncă nu există evaluări
- Lab Manual-Michelson Interferometer V.aug.2023Document24 paginiLab Manual-Michelson Interferometer V.aug.2023Sanjieth R.VÎncă nu există evaluări
- MPD 02 - Breakdown Dan Teori PDDocument34 paginiMPD 02 - Breakdown Dan Teori PDAriÎncă nu există evaluări
- Nishihara PDFDocument15 paginiNishihara PDFBill BatÎncă nu există evaluări
- 20170214160241lecture 2 Skm3013-Virial and GraphicalDocument9 pagini20170214160241lecture 2 Skm3013-Virial and GraphicalAnonymous eGc6IFJc8GÎncă nu există evaluări
- Glass-Ceramics Their ProductionDocument69 paginiGlass-Ceramics Their ProductionTomas Jefferson100% (1)
- Locating Hydraulic Jump ExampleDocument4 paginiLocating Hydraulic Jump ExampleVirginia MillerÎncă nu există evaluări
- Input - Output Module IOX SA 102 W-IDocument1 paginăInput - Output Module IOX SA 102 W-IMarcelo Fabián OrtizÎncă nu există evaluări
- Classification of Composites: Stop Crashing MoldsDocument3 paginiClassification of Composites: Stop Crashing Moldsrahul srivastavaÎncă nu există evaluări
- Mechanical Systems and Signal Processing: Veronica Bonilla Mora, Magdalena Mieloszyk, Wieslaw OstachowiczDocument16 paginiMechanical Systems and Signal Processing: Veronica Bonilla Mora, Magdalena Mieloszyk, Wieslaw OstachowiczCarlos AyamamaniÎncă nu există evaluări
- Material Selection in High Speed Car-A Case StudyDocument33 paginiMaterial Selection in High Speed Car-A Case StudyRajat Kumar SamantrayÎncă nu există evaluări
- Chemical Bonding 01Document151 paginiChemical Bonding 01Rao GootleyÎncă nu există evaluări