S-ar putea să vă placă și
- A Virtual Sensor For Online Fault Detection of Multitooth ToolsDocument24 paginiA Virtual Sensor For Online Fault Detection of Multitooth ToolsLibotÎncă nu există evaluări
- Introduction to N.C.M., a Non Contact Measurement ToolDe la EverandIntroduction to N.C.M., a Non Contact Measurement ToolÎncă nu există evaluări
- Research Paper On Coordinate Measuring MachineDocument4 paginiResearch Paper On Coordinate Measuring MachineafeaoebidÎncă nu există evaluări
- Application of Mechatronics in Manufacturing IndustriesDocument4 paginiApplication of Mechatronics in Manufacturing IndustriesThaneesh Kumar33% (3)
- Advancing Touch Point Corrosion Management White PaperDocument5 paginiAdvancing Touch Point Corrosion Management White PaperVivek PatilÎncă nu există evaluări
- Jumping Into Industry 4.0 With Predictive Maintenance SolutionsDocument26 paginiJumping Into Industry 4.0 With Predictive Maintenance SolutionsNantha Kumara PeriasamyÎncă nu există evaluări
- NonContactwhole Part Inspection FinalDocument10 paginiNonContactwhole Part Inspection Finalkranthi142434Încă nu există evaluări
- Machining Digital Twin Using Real-Time Model-BasedDocument16 paginiMachining Digital Twin Using Real-Time Model-BasedNg YaNyusÎncă nu există evaluări
- Robotic Non-Destructive InspectionDocument8 paginiRobotic Non-Destructive InspectionFadhli AzinnuddinÎncă nu există evaluări
- An Overview of Data Acquisition System For Cutting Force Measuring and Optimization in MillingDocument8 paginiAn Overview of Data Acquisition System For Cutting Force Measuring and Optimization in MillingM Vamshi KrrishnaÎncă nu există evaluări
- Advances in Engineering Software: Bulent Kaya, Cuneyt Oysu, Huseyin M. ErtuncDocument9 paginiAdvances in Engineering Software: Bulent Kaya, Cuneyt Oysu, Huseyin M. ErtuncannevenugopalÎncă nu există evaluări
- Condition-Based Maintenance: Model vs. Statistics A Performance ComparisonDocument7 paginiCondition-Based Maintenance: Model vs. Statistics A Performance ComparisonLourds Egúsquiza EscuderoÎncă nu există evaluări
- Ilovepdf Merged 2Document48 paginiIlovepdf Merged 221146387Încă nu există evaluări
- Calibration Service Provider Works Faster and Smarter To Create More RevenueDocument3 paginiCalibration Service Provider Works Faster and Smarter To Create More Revenuekamala nandulaÎncă nu există evaluări
- Yuanzhi Huang@ucd IeDocument22 paginiYuanzhi Huang@ucd Iehideki hidekiÎncă nu există evaluări
- Electronics 10 01462Document23 paginiElectronics 10 01462Koti ReddyÎncă nu există evaluări
- Research Paper On CNC MachineDocument6 paginiResearch Paper On CNC Machineafnhgewvmftbsm100% (1)
- Unit-I What Is "Mechatronics"?Document35 paginiUnit-I What Is "Mechatronics"?nagsanthosh3Încă nu există evaluări
- Xu 2005 Step Compliant NC Research The SearDocument42 paginiXu 2005 Step Compliant NC Research The Sear林北煎包侠Încă nu există evaluări
- Design of Multisensor Fusion-Based Tool Condition Monitoring System in End MillingDocument14 paginiDesign of Multisensor Fusion-Based Tool Condition Monitoring System in End Millinguamiranda3518Încă nu există evaluări
- An Investigation of Tool-Wear Monitoring in A High-SpeedDocument7 paginiAn Investigation of Tool-Wear Monitoring in A High-SpeedLuiz Andre Silva CorreaÎncă nu există evaluări
- IOT - Based Data Capturing System in Machining: Department of Mechanical EngineeringDocument1 paginăIOT - Based Data Capturing System in Machining: Department of Mechanical EngineeringShankar KÎncă nu există evaluări
- Elysium VLSI 2010Document21 paginiElysium VLSI 2010elysiumtechnologiesÎncă nu există evaluări
- Reliability Characteristics of Machining Systems and Some Queueing Theory Regarding The MachineDocument8 paginiReliability Characteristics of Machining Systems and Some Queueing Theory Regarding The MachineIJRASETPublicationsÎncă nu există evaluări
- Cutting Tool Condition Monitoring using AIDocument24 paginiCutting Tool Condition Monitoring using AISelva GanapathyÎncă nu există evaluări
- State-of-the-Art Predictive Maintenance TechniquesDocument13 paginiState-of-the-Art Predictive Maintenance TechniquesKleber VieiraÎncă nu există evaluări
- Laser-Based Inspection of Cutting Tools For Advanced Manufacturing SystemsDocument8 paginiLaser-Based Inspection of Cutting Tools For Advanced Manufacturing Systemslelag96085Încă nu există evaluări
- Automating Concrete and Mortar Elastic Modulus Test Reports Cpi 5 2010 Eng.Document2 paginiAutomating Concrete and Mortar Elastic Modulus Test Reports Cpi 5 2010 Eng.Asmir SofticÎncă nu există evaluări
- Off-Line Programming of CMMDocument42 paginiOff-Line Programming of CMMLucianÎncă nu există evaluări
- Application of Computers in TextileDocument4 paginiApplication of Computers in TextileMobin AkhandÎncă nu există evaluări
- In-Fixture Measurements Using Vector Network Analyzers: Keysight TechnologiesDocument33 paginiIn-Fixture Measurements Using Vector Network Analyzers: Keysight TechnologiesPaulo Tibúrcio PereiraÎncă nu există evaluări
- Comparison of Machine Learning Approaches For Time-Series-Based Quality Monitoring of Resistance Spot Welding (RSW)Document17 paginiComparison of Machine Learning Approaches For Time-Series-Based Quality Monitoring of Resistance Spot Welding (RSW)Ram PrakashÎncă nu există evaluări
- A Simple Real Time Fault Signature Monit PDFDocument12 paginiA Simple Real Time Fault Signature Monit PDFfares noureddineÎncă nu există evaluări
- Wear Testing RigDocument6 paginiWear Testing Rigibson045001256Încă nu există evaluări
- Benefits of Reverse Engineering For Ensuring Pipeline Integrity en 060502015Document12 paginiBenefits of Reverse Engineering For Ensuring Pipeline Integrity en 060502015Joaquin De Los RiosÎncă nu există evaluări
- Materials: Prediction of Tool Wear Using Artificial Neural Networks During Turning of Hardened SteelDocument15 paginiMaterials: Prediction of Tool Wear Using Artificial Neural Networks During Turning of Hardened Steelrub786Încă nu există evaluări
- Condition Monitoring, Fault Diagnosis and PredictiveDocument8 paginiCondition Monitoring, Fault Diagnosis and PredictiveChaitanya AbhishekÎncă nu există evaluări
- Vision Systems Fall Edition Cfe Media 32 2023Document32 paginiVision Systems Fall Edition Cfe Media 32 2023Jonas BarbosaÎncă nu există evaluări
- Shaft Alignment Measurement System Developed For IDocument13 paginiShaft Alignment Measurement System Developed For IEnerprec SASÎncă nu există evaluări
- Ijdmt: ©iaemeDocument13 paginiIjdmt: ©iaemeIAEME PublicationÎncă nu există evaluări
- Automatic In-Process Chatter Avoidance in The High-Speed Milling ProcessDocument14 paginiAutomatic In-Process Chatter Avoidance in The High-Speed Milling ProcessDeiby Caicedo LeonÎncă nu există evaluări
- Introduction to Sensors and TransducersDocument6 paginiIntroduction to Sensors and TransducersAbraham GmÎncă nu există evaluări
- Deep Learning For The Detection of Machining Vibration ChatterDocument28 paginiDeep Learning For The Detection of Machining Vibration Chatterxh yanÎncă nu există evaluări
- The Modular Compact Rheometer SeriesDocument20 paginiThe Modular Compact Rheometer SeriesSupriyo PÎncă nu există evaluări
- Vibration Signal Diagnosis and Analysis of Rotating Machine by Utilizing Cloud ComputingDocument10 paginiVibration Signal Diagnosis and Analysis of Rotating Machine by Utilizing Cloud ComputingDrRajeev ChauhanÎncă nu există evaluări
- Machine Condition Monitoring Project Final ReportDocument11 paginiMachine Condition Monitoring Project Final ReportSivasidharth EzhilÎncă nu există evaluări
- CNC ThesisDocument4 paginiCNC Thesisbkxk6fzf100% (2)
- Literature Review On CNC MachineDocument7 paginiLiterature Review On CNC Machineaflsnbfir100% (1)
- FstTracer enDocument12 paginiFstTracer enbinukumar100Încă nu există evaluări
- Strategies For High Quality Low Cost Optical Sensors - Automotive v7Document11 paginiStrategies For High Quality Low Cost Optical Sensors - Automotive v7Poovannan PrakashÎncă nu există evaluări
- (b1264b950ce44583bab73d6b965f7616)Document72 pagini(b1264b950ce44583bab73d6b965f7616)jgkothavadeÎncă nu există evaluări
- Innovative Techniques in Non-Destructive Testing and Industrial Applications On Pressure EquipmentDocument13 paginiInnovative Techniques in Non-Destructive Testing and Industrial Applications On Pressure EquipmentJavier Alejandro RodriguezÎncă nu există evaluări
- An Accelerometer Based Digital Pen: I J I R S E TDocument6 paginiAn Accelerometer Based Digital Pen: I J I R S E TmedhaÎncă nu există evaluări
- Aess 2011 SympDocument1 paginăAess 2011 SympSupreeth PrakashÎncă nu există evaluări
- 2019 TUGx Global Seminar Abstracts on Test StrategiesDocument15 pagini2019 TUGx Global Seminar Abstracts on Test StrategiesMahesh MahiÎncă nu există evaluări
- Overview On The Object Rejection and Counting Machine: July 2017Document4 paginiOverview On The Object Rejection and Counting Machine: July 2017dhanshri kolekarÎncă nu există evaluări
- Phase 2 ReportDocument20 paginiPhase 2 ReportSusheel PoonjaÎncă nu există evaluări
- Manufacturing Letters: Daniel Frank Hesser, Bernd MarkertDocument4 paginiManufacturing Letters: Daniel Frank Hesser, Bernd MarkertGijvf GbjjÎncă nu există evaluări
- Making CBM Effective: A Guide To Condition-Based Monitoring Programs, and in Particular, Ultrasound DetectionDocument2 paginiMaking CBM Effective: A Guide To Condition-Based Monitoring Programs, and in Particular, Ultrasound DetectionLuisAlbarranÎncă nu există evaluări
- Understanding & Using Dc-Ac Inverters: Electus Distribution Reference Data Sheet: INVERTER PDFDocument4 paginiUnderstanding & Using Dc-Ac Inverters: Electus Distribution Reference Data Sheet: INVERTER PDFragupathiindiaÎncă nu există evaluări
- Premia Panel Lights Guide with Specs and PricesDocument2 paginiPremia Panel Lights Guide with Specs and PricesNarayan ApteÎncă nu există evaluări
- OM 4 Sept 19Document2 paginiOM 4 Sept 19Narayan ApteÎncă nu există evaluări
- Rapid Brochure PDFDocument66 paginiRapid Brochure PDFankur100% (1)
- 2.2 Conventional Methods of Speed Control: Unit-Ii DC DrivesDocument47 pagini2.2 Conventional Methods of Speed Control: Unit-Ii DC DrivesrajeshÎncă nu există evaluări
- Reactive Power1Document8 paginiReactive Power1Tulika BhattacharjeeÎncă nu există evaluări
- Ultra Fast Switches for Future MV SwitchgearDocument7 paginiUltra Fast Switches for Future MV SwitchgearNarayan ApteÎncă nu există evaluări
- Maharashtra State Board of Technical EducationDocument1 paginăMaharashtra State Board of Technical EducationNarayan ApteÎncă nu există evaluări
- Tel: (592) 252-9530 (P. R. China) Email:: 2.6 5.5V Avdd DVDD Refp 0.1u Vout R3Document1 paginăTel: (592) 252-9530 (P. R. China) Email:: 2.6 5.5V Avdd DVDD Refp 0.1u Vout R3Narayan ApteÎncă nu există evaluări
- Prezi ShortcutsDocument1 paginăPrezi ShortcutsNarayan ApteÎncă nu există evaluări
- Vacuum Switching in Low VoltageDocument3 paginiVacuum Switching in Low Voltageandrei_filip_3Încă nu există evaluări
- CN0350Document7 paginiCN0350Narayan ApteÎncă nu există evaluări
- Biasing Internally Amplified Accelerometers: Bias RequirementsDocument4 paginiBiasing Internally Amplified Accelerometers: Bias RequirementsNarayan ApteÎncă nu există evaluări
- PcbsDocument4 paginiPcbsNarayan ApteÎncă nu există evaluări
- LCL - LC Comparison and DesignDocument5 paginiLCL - LC Comparison and DesignSimon ZhangÎncă nu există evaluări
- Tata Docomo Recharge Receipt 350 Rs SuccessfulDocument1 paginăTata Docomo Recharge Receipt 350 Rs SuccessfulNarayan ApteÎncă nu există evaluări
- TrialDocument1 paginăTrialNarayan ApteÎncă nu există evaluări
- Ascii ChartDocument6 paginiAscii ChartNarayan ApteÎncă nu există evaluări
- HNM BookDocument268 paginiHNM BookasnsashankÎncă nu există evaluări
- Varistores SIOV - Leaded - StandarD PDFDocument36 paginiVaristores SIOV - Leaded - StandarD PDFDavid RosalesÎncă nu există evaluări
- 5.5" PmoledDocument4 pagini5.5" PmoledNarayan ApteÎncă nu există evaluări
- 5.5" PmoledDocument4 pagini5.5" PmoledNarayan ApteÎncă nu există evaluări
- Ermaksan Fiber LaserDocument40 paginiErmaksan Fiber LaserJohan SneiderÎncă nu există evaluări
- ALARM 410 (Excessive Position Error Amount During Stop)Document1 paginăALARM 410 (Excessive Position Error Amount During Stop)Cicero MelloÎncă nu există evaluări
- Opticut V: Panel and Profile Cutting OptimizationDocument23 paginiOpticut V: Panel and Profile Cutting OptimizationLjuboVukadinÎncă nu există evaluări
- Mazak Fusion 640 Series How To Replace The HDDDocument7 paginiMazak Fusion 640 Series How To Replace The HDDElida Rodriguez Garcia100% (5)
- SBTET AP C-14 SYLLABUS DME VI SemesterDocument41 paginiSBTET AP C-14 SYLLABUS DME VI Semesterthirukumar100% (4)
- Incremental Sheet Metal Forming On CNC Milling Machine-Tool: J. Kopac, Z. KampusDocument7 paginiIncremental Sheet Metal Forming On CNC Milling Machine-Tool: J. Kopac, Z. KampusRhahli JamelÎncă nu există evaluări
- Long Foam Cutting Tools EPS Foam Milling Router Bits Ball End and Flat EndDocument3 paginiLong Foam Cutting Tools EPS Foam Milling Router Bits Ball End and Flat EndSalce SmithÎncă nu există evaluări
- Machine Tools-2011 PDFDocument28 paginiMachine Tools-2011 PDFRustaiderÎncă nu există evaluări
- X4 User ManualDocument78 paginiX4 User ManualJeff RyersonÎncă nu există evaluări
- PBB Da56 80 250Document114 paginiPBB Da56 80 250Paganini CombaÎncă nu există evaluări
- Proceso Cold RollingDocument7 paginiProceso Cold RollingFernando FiallosÎncă nu există evaluări
- Cosmos Imtex Die MouldDocument2 paginiCosmos Imtex Die MouldAbhishek Velaga100% (2)
- Visi Cad ManualDocument4 paginiVisi Cad ManualserdarÎncă nu există evaluări
- ACE - Vantage SeriesDocument4 paginiACE - Vantage SeriesTECH TALOSÎncă nu există evaluări
- OCTOBER 2018 Surplus Record Machinery & Equipment DirectoryDocument715 paginiOCTOBER 2018 Surplus Record Machinery & Equipment DirectorySurplus RecordÎncă nu există evaluări
- Plasma CamDocument20 paginiPlasma CamkairotdfÎncă nu există evaluări
- Cad, Cam, 3d PrintingDocument20 paginiCad, Cam, 3d Printingvanikv40Încă nu există evaluări
- 6000 I Tech ManualDocument944 pagini6000 I Tech ManualarslansarÎncă nu există evaluări
- Cycle Time Reduction Studies in Threading: K. Palaksha Reddy, Deepak Kumar, R. Venkatraman & V. VishweshvarDocument8 paginiCycle Time Reduction Studies in Threading: K. Palaksha Reddy, Deepak Kumar, R. Venkatraman & V. VishweshvarTJPRC PublicationsÎncă nu există evaluări
- Implementation 3-Axis CNC Router For Small Scale Industry: Telkom Applied Science School, Telkom University, IndonesiaDocument6 paginiImplementation 3-Axis CNC Router For Small Scale Industry: Telkom Applied Science School, Telkom University, IndonesiaAnonymous gzC9adeÎncă nu există evaluări
- Modern Steel Construction 2020-12 - 2020 PDFDocument70 paginiModern Steel Construction 2020-12 - 2020 PDFCaro AGÎncă nu există evaluări
- COFMOW CompendiumDocument22 paginiCOFMOW CompendiumRajiv Mahajan100% (1)
- En Ac-cnc2019-1d-Mega r1.x Diagram JogwheelDocument4 paginiEn Ac-cnc2019-1d-Mega r1.x Diagram JogwheelpeterÎncă nu există evaluări
- GE Fanuc CNC: Series 0/00/0-Mate Maintenance ManualDocument312 paginiGE Fanuc CNC: Series 0/00/0-Mate Maintenance ManualООО ЛантисÎncă nu există evaluări
- Short Term Courses Offered at Adtec Taiping 2014/2015Document2 paginiShort Term Courses Offered at Adtec Taiping 2014/2015Safar BrolyÎncă nu există evaluări
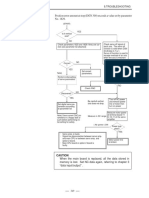
- Troubleshooting FSSB Alarm 926Document1 paginăTroubleshooting FSSB Alarm 926manuali-calogero0% (1)
- Durant InternetDocument56 paginiDurant Internettomjordan12321Încă nu există evaluări
- Laser CladdingDocument22 paginiLaser CladdingHabeebMohammedFarooq100% (1)
- Buyers Guide To CNC Machined PartsDocument16 paginiBuyers Guide To CNC Machined PartsnadoÎncă nu există evaluări