S-ar putea să vă placă și
- Icpr-Saina PRDGDocument6 paginiIcpr-Saina PRDGhaddig8Încă nu există evaluări
- Major Radiation Exposure - What To Expect and How To RespondDocument8 paginiMajor Radiation Exposure - What To Expect and How To RespondMiguel Angel VegaÎncă nu există evaluări
- 200557233614Document8 pagini200557233614haddig8Încă nu există evaluări
- Liu 8Document7 paginiLiu 8haddig8Încă nu există evaluări
- 1993 Am RL CT VPSCDocument14 pagini1993 Am RL CT VPSChaddig8Încă nu există evaluări
- Unite: Sartori Et A1.Document13 paginiUnite: Sartori Et A1.haddig8Încă nu există evaluări
- FullDocument8 paginiFullhaddig8Încă nu există evaluări
- 1997 Goessler Etal Arsenic Compounds in A Marine Food ChainDocument4 pagini1997 Goessler Etal Arsenic Compounds in A Marine Food Chainhaddig8Încă nu există evaluări
- Yeast Agglutinin Interaction Characterized at Molecular LevelDocument8 paginiYeast Agglutinin Interaction Characterized at Molecular Levelhaddig8Încă nu există evaluări
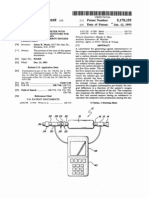
- Us4737166 1Document11 paginiUs4737166 1haddig8Încă nu există evaluări
- United States Patent 1191: RedfordDocument6 paginiUnited States Patent 1191: Redfordhaddig8Încă nu există evaluări
- Eq or Bond StrengthDocument4 paginiEq or Bond Strengthhaddig8Încă nu există evaluări
- Susen George ThiessDocument119 paginiSusen George Thiesshaddig8100% (1)
- Us 5178155Document5 paginiUs 5178155haddig8100% (1)
- United States Patent (191: Hansen Et AlDocument7 paginiUnited States Patent (191: Hansen Et Alhaddig8Încă nu există evaluări
- PNAS 1995 Proc. Natl. AcadDocument5 paginiPNAS 1995 Proc. Natl. Acadhaddig8Încă nu există evaluări
- Cattle As A Possible Source of Verocytotoxin-Producing Escherichia Coli 0157 Infections in ManDocument9 paginiCattle As A Possible Source of Verocytotoxin-Producing Escherichia Coli 0157 Infections in Manhaddig8Încă nu există evaluări
- Eq or Bond StrengthDocument4 paginiEq or Bond Strengthhaddig8Încă nu există evaluări
- Thomas 95Document4 paginiThomas 95haddig8Încă nu există evaluări
- Cattle As A Possible Source of Verocytotoxin-Producing Escherichia Coli 0157 Infections in ManDocument9 paginiCattle As A Possible Source of Verocytotoxin-Producing Escherichia Coli 0157 Infections in Manhaddig8Încă nu există evaluări
- Free Rad Tissue Antioxidant NutrientsDocument5 paginiFree Rad Tissue Antioxidant Nutrientshaddig8Încă nu există evaluări
- Niobium (V) Oxide (Nb2O5) - Application ToDocument8 paginiNiobium (V) Oxide (Nb2O5) - Application Tohaddig8Încă nu există evaluări
- Appl. Environ. Microbiol. 2001 Zhao 5431 6Document7 paginiAppl. Environ. Microbiol. 2001 Zhao 5431 6haddig8Încă nu există evaluări
- Appl. Environ. Microbiol. 2001 Zhao 5431 6Document7 paginiAppl. Environ. Microbiol. 2001 Zhao 5431 6haddig8Încă nu există evaluări
- PNAS 2000 Elder 2999 3003Document5 paginiPNAS 2000 Elder 2999 3003haddig8Încă nu există evaluări
- Escherichia Coli 0157 H7 in Dairy and BeefDocument9 paginiEscherichia Coli 0157 H7 in Dairy and Beefhaddig8Încă nu există evaluări
- The Survival and Growth of Bacillus Cereus in RiceDocument12 paginiThe Survival and Growth of Bacillus Cereus in Ricehaddig8Încă nu există evaluări
- 7 FTPDocument6 pagini7 FTPhaddig8Încă nu există evaluări
- Statistical Estimations in Enzyme Kinetics: InvestigationDocument9 paginiStatistical Estimations in Enzyme Kinetics: Investigationhaddig8Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Essay On StalinDocument8 paginiEssay On Stalinfz6zke9m100% (2)
- A Comprehensive Review On The Genus: Mussaenda: Astalakshmi N and Sundara Ganapathy RDocument8 paginiA Comprehensive Review On The Genus: Mussaenda: Astalakshmi N and Sundara Ganapathy RSahabat Baljai100% (1)
- Selig Sealing ProductsDocument60 paginiSelig Sealing Productslaurentiu29Încă nu există evaluări
- Presentation1. AEC GeoTech LANDFILLDocument22 paginiPresentation1. AEC GeoTech LANDFILLAyan BorgohainÎncă nu există evaluări
- Biopharmaceutics and Pharmacokinetics in Drug ResearchDocument20 paginiBiopharmaceutics and Pharmacokinetics in Drug Researchlenanazarova1969Încă nu există evaluări
- Rition Feeaing: Ruminant AnatomyDocument30 paginiRition Feeaing: Ruminant AnatomySMP SeriesÎncă nu există evaluări
- Atomic Structure Part 6Document38 paginiAtomic Structure Part 6xenaÎncă nu există evaluări
- Biopolymers - Sustainability For The Automotive Value-Added ChainDocument4 paginiBiopolymers - Sustainability For The Automotive Value-Added ChainDiana LondoñoÎncă nu există evaluări
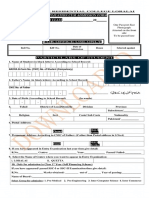
- Admission Form All 2019 1Document8 paginiAdmission Form All 2019 1Riz WanÎncă nu există evaluări
- Galvanic Series: Why Metals Corrode?Document7 paginiGalvanic Series: Why Metals Corrode?Rey Francis FamulaganÎncă nu există evaluări
- CAB Cable Rings and SaddlesDocument5 paginiCAB Cable Rings and SaddlesgoyalmanojÎncă nu există evaluări
- Alpha ProfileDocument2 paginiAlpha ProfileGovind SinghÎncă nu există evaluări
- Power Distribution at NFC EeeDocument70 paginiPower Distribution at NFC EeeTeEbhan ChAnthira SeEkaranÎncă nu există evaluări
- Merck Price List 2018 To 2019 Vijay ChemicalsDocument404 paginiMerck Price List 2018 To 2019 Vijay Chemicalsnikhilesh2011Încă nu există evaluări
- Johnson Industrial Screens PDFDocument20 paginiJohnson Industrial Screens PDFjaime palenzuela rodriguezÎncă nu există evaluări
- AVK Hydrants BrochureDocument11 paginiAVK Hydrants Brochuremubarak aliÎncă nu există evaluări
- Gas LasersDocument53 paginiGas LasersDheeraj100% (1)
- Schunk Carbon Technology Sealring Bearing SiSiC SSiC EN PDFDocument2 paginiSchunk Carbon Technology Sealring Bearing SiSiC SSiC EN PDFMUHAMMAD ASYRAAF BIN ANUARÎncă nu există evaluări
- Bio HGHDocument19 paginiBio HGHapi-240332064Încă nu există evaluări
- Epoxidation of Castor Oil With Peracetic Acid Formed in Situ in The Presence of An Ion Exchange ResinDocument8 paginiEpoxidation of Castor Oil With Peracetic Acid Formed in Situ in The Presence of An Ion Exchange ResinSölangs QüntellaÎncă nu există evaluări
- Gruvlok Stainless SteelDocument16 paginiGruvlok Stainless Steellink2u_007Încă nu există evaluări
- Jyothy Institute of TechnologyDocument4 paginiJyothy Institute of TechnologyBasavaraj hsÎncă nu există evaluări
- Alkaline Earth MetalDocument33 paginiAlkaline Earth MetalSup FansÎncă nu există evaluări
- Exporters: Index by CountryDocument113 paginiExporters: Index by CountrySyam WadiÎncă nu există evaluări
- Lesson 2 Dna Structure and Dna ExtractionDocument8 paginiLesson 2 Dna Structure and Dna ExtractionGreatel Elijah TorregosaÎncă nu există evaluări
- World Fertilizer Trends and Outlook To 2020Document38 paginiWorld Fertilizer Trends and Outlook To 2020SudhirÎncă nu există evaluări
- BioreactorsDocument32 paginiBioreactorskhadeeja vjfndnÎncă nu există evaluări
- Kluebersynth GEM 4 N GB enDocument6 paginiKluebersynth GEM 4 N GB enIvan MarijanovićÎncă nu există evaluări
- Engineering Vol 56 1893-11-10Document35 paginiEngineering Vol 56 1893-11-10ian_newÎncă nu există evaluări