S-ar putea să vă placă și
- Isometric HornDocument1 paginăIsometric HornDanielRaoÎncă nu există evaluări
- Niosh PDD TTT2 PDFDocument5 paginiNiosh PDD TTT2 PDFDanielRaoÎncă nu există evaluări
- Niosh PDD TTT2 PDFDocument5 paginiNiosh PDD TTT2 PDFDanielRaoÎncă nu există evaluări
- Acoustic Measurements: M. Vorl AnderDocument31 paginiAcoustic Measurements: M. Vorl AnderDanielRaoÎncă nu există evaluări
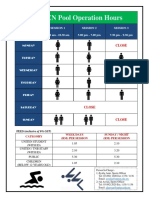
- Pool Operation Hours (Usual)Document1 paginăPool Operation Hours (Usual)DanielRaoÎncă nu există evaluări
- Isometric HornDocument1 paginăIsometric HornDanielRaoÎncă nu există evaluări
- Niosh PDD TTT2 PDFDocument5 paginiNiosh PDD TTT2 PDFDanielRaoÎncă nu există evaluări
- Bolospeed RC CalculatorDocument4 paginiBolospeed RC CalculatorDanielRao56% (9)
- Niosh PDD TTT2 PDFDocument5 paginiNiosh PDD TTT2 PDFDanielRaoÎncă nu există evaluări
- Niosh PDD Sho 2019 PDFDocument15 paginiNiosh PDD Sho 2019 PDFAl- ImanuddinÎncă nu există evaluări
- SalerioDocument28 paginiSalerioRizqaFebrilianyÎncă nu există evaluări
- Radiography Inspection NDT Sample Test Report Format PDFDocument2 paginiRadiography Inspection NDT Sample Test Report Format PDFDanielRaoÎncă nu există evaluări
- FIND THE BOOKS OF THE BIBLEDocument6 paginiFIND THE BOOKS OF THE BIBLEDanielRaoÎncă nu există evaluări
- Chapter 4-FrictionDocument32 paginiChapter 4-FrictionDanielRao100% (1)
- Book 1Document1 paginăBook 1DanielRaoÎncă nu există evaluări
- Bode Solu (1) 2Document11 paginiBode Solu (1) 2DanielRaoÎncă nu există evaluări
- Chapter 5-MechanismDocument28 paginiChapter 5-MechanismDanielRaoÎncă nu există evaluări
- Chapter 1-Gear SystemDocument27 paginiChapter 1-Gear SystemDanielRao100% (2)
- MEMB322 Mini Project: Design an Innovative Baby StrollerDocument1 paginăMEMB322 Mini Project: Design an Innovative Baby StrollerDanielRaoÎncă nu există evaluări
- Chapter 3-BalancingDocument29 paginiChapter 3-BalancingDanielRaoÎncă nu există evaluări
- Cell Group ActivityDocument15 paginiCell Group ActivityDanielRaoÎncă nu există evaluări
- Chapter 2-Belt Drive SystemDocument29 paginiChapter 2-Belt Drive SystemDanielRao100% (1)
- Kl/kajang Trip (3 Days 2 Nights) 02/12/16-04/12/16 First Day (02/12/2016)Document1 paginăKl/kajang Trip (3 Days 2 Nights) 02/12/16-04/12/16 First Day (02/12/2016)DanielRaoÎncă nu există evaluări
- Final Exam QuestionsDocument6 paginiFinal Exam QuestionsDanielRaoÎncă nu există evaluări
- Internal Rate of Return (IRR) Analysis: Lecture No. 24 Contemporary Engineering EconomicsDocument22 paginiInternal Rate of Return (IRR) Analysis: Lecture No. 24 Contemporary Engineering EconomicsDanielRaoÎncă nu există evaluări
- Resignation LetterDocument1 paginăResignation LetterDanielRaoÎncă nu există evaluări
- Unsteady Exp Data N GraphsDocument6 paginiUnsteady Exp Data N GraphsDanielRaoÎncă nu există evaluări
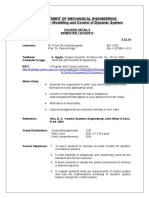
- Course Description (MESB323) - PremDocument10 paginiCourse Description (MESB323) - PremDanielRaoÎncă nu există evaluări
- Kampus Putrajaya Draft Examination Timetable Semester 1 20162017 - 2Document4 paginiKampus Putrajaya Draft Examination Timetable Semester 1 20162017 - 2DanielRaoÎncă nu există evaluări
- Course Outline MESB323 SEM 1 (1617)Document3 paginiCourse Outline MESB323 SEM 1 (1617)DanielRaoÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Dyes & Chemical Supplier Details (MASTER)Document2 paginiDyes & Chemical Supplier Details (MASTER)Dyeing Dyeing100% (3)
- Nukote Polyurea Systems: Constructive SolutionsDocument6 paginiNukote Polyurea Systems: Constructive Solutionslilik riyantiÎncă nu există evaluări
- Distribution Channels and Logistics ManagementDocument15 paginiDistribution Channels and Logistics ManagementRashi VermaÎncă nu există evaluări
- Top 100 Production Suppliers FY19Document1 paginăTop 100 Production Suppliers FY19dÎncă nu există evaluări
- ReferenceDocument2 paginiReferencenersesboghosÎncă nu există evaluări
- Capacity and Level of Service at SignalizedDocument20 paginiCapacity and Level of Service at SignalizedAzman Samer100% (1)
- 1 Norton Abrasive Technological ExcellengeDocument184 pagini1 Norton Abrasive Technological ExcellengeGurber Michael Choque Morales100% (1)
- Harbour and Docks LectureDocument46 paginiHarbour and Docks LectureSyed Rizwan100% (1)
- Mass Rapid Transit SystemDocument21 paginiMass Rapid Transit Systemdkvyas007Încă nu există evaluări
- 3074Document18 pagini3074Kaushik Sengupta100% (3)
- Purpose Is To "Nourish The World in A Safe, Responsible and Sustainable Way."Document2 paginiPurpose Is To "Nourish The World in A Safe, Responsible and Sustainable Way."stanky peteÎncă nu există evaluări
- Solas STCW SummaryDocument6 paginiSolas STCW SummarypraveenÎncă nu există evaluări
- Aircraft Weight EstimationDocument24 paginiAircraft Weight Estimationgiganticvis50% (2)
- Carriage of Goods by SeaDocument12 paginiCarriage of Goods by Seashakti ranjan mohanty100% (1)
- Edm ReportDocument25 paginiEdm ReportPablo Contreras100% (1)
- Multi-Modal Public Transportation SystemDocument17 paginiMulti-Modal Public Transportation SystemDevendra SharmaÎncă nu există evaluări
- Mobil SHC™ Gear SeriesDocument4 paginiMobil SHC™ Gear SeriesJeefÎncă nu există evaluări
- Appendix A: Building Vulnerability Assessment ChecklistDocument48 paginiAppendix A: Building Vulnerability Assessment ChecklistyankÎncă nu există evaluări
- Materi CastingDocument21 paginiMateri CastingCinantya Nirmala Dewi100% (1)
- Anchoring Systems & ProceduresDocument21 paginiAnchoring Systems & ProceduresPushkar Lamba100% (1)
- Inventory StrategyDocument27 paginiInventory Strategyut123Încă nu există evaluări
- Bashundhara GroupDocument15 paginiBashundhara GroupMahmudul Hasan0% (2)
- The Code Corner No. 15 - Building Classification Part 2 - Construction TypesDocument3 paginiThe Code Corner No. 15 - Building Classification Part 2 - Construction TypesEnrique GonzalezÎncă nu există evaluări
- Uddeholm Qro90supremeDocument12 paginiUddeholm Qro90supremeDarwin Anderson GÎncă nu există evaluări
- DHL Global Forwarding Ocean Freight: Door-to-Door SolutionsDocument6 paginiDHL Global Forwarding Ocean Freight: Door-to-Door SolutionsAkbar KaliwalaÎncă nu există evaluări
- 1 Material Handling and Identification TechnologiesDocument75 pagini1 Material Handling and Identification TechnologiesPavan Teja100% (1)
- All About CarsDocument16 paginiAll About Carsapi-255581071Încă nu există evaluări
- COPRA Peikko Group 11-2015Document24 paginiCOPRA Peikko Group 11-2015Mukesh ShettyÎncă nu există evaluări
- Challenges Faced in Precision ForgingDocument39 paginiChallenges Faced in Precision ForgingHardikÎncă nu există evaluări