International Journal of Scientific Research Engineering & Technology (IJSRET)
Volume 2 Issue 7 pp 440-444 October 2013 www.ijsret.org ISSN 2278 0882
The optimal engineering design for natural gas dehydration process by TEG
Associate professor Dr. Fadi Z. Hanna Chemical Engineering Department Koya University, Kurdistan Region-Iraq Mr. RibwarKermanjAbdulrahman Chemical Engineering Department Koya University, Kurdistan Region-Iraq
Abstract Natural gas may consider one of the most popular fossil fuel in recent era. Natural gas has several advantages over other fossil fuel types for instance, environmental friendly, high heating value & cheap price. Natural gas is producesfrom underground reservoirs so it couldcontentsseveral of non-hydrocarbon components for example, hydrogen sulfide, nitrogen and water vapor. These impurities are undesirable compounds and cause several technical problems for instance, corrosion and environment pollution. Therefore, these components should be reduce or removed from natural gas stream. Indeed, water vapor in natural gas cause several technical problems for example, pipelines corrosion, reduce the heating value of natural gas & hydrate formation. Therefore, wet natural gas should be dried by adopting one of engineering methods for instance, chemical absorption & adsorption method. In fact, chemical absorption method by glycol may consider the most successful & economical method to remove water vapor from raw natural gas. Absorption method is consisted from several industrial units for instance, absorption tower, regenerator tower & pumps. The accurate engineering design for this process is quite important to produce a dry natural gas that meets standard gas specifications & contracts and it is depended on several factors&engineering calculations for instance, glycol circulation rate, heat exchanger duties & contactor diameter. Therefore, this study is aimed to describe & show the most optimal engineering design procedure for this process & it is calculated the most obvious process parameters for example, glycol contactor diameter, heat exchanger duties & glycol circulation rate. Key words: Natural gasprocessing, process design, gas dehydration, glycol contactor.
I.
Introduction
Natural gas may consider the most popular fossil fuel in recent era as well as the future. Natural gas poses a huge rule in the recent world economy and development. However, natural gas is producesfrom deep underground reservoir under certain temperature and pressure. Therefore, it contentsmany of impurities for example, hydrogen sulphide, nitrogen and water vapour. In order to meet gas pipelinesspecifications, raw natural gas should be treated to either remove or reduce these impurities for example, H2S must be reduced to less than 4ppm (Stewart & Arnold, 2011). Indeed, almost hydrocarbon reservoirs around the world produce wet natural gas which contents various amounts of water.Free water could be removed at wellhead by separator equipment. However, water vapour is still associated with the natural gas. Indeed, water vapour in natural gas should be reduced or removed and the main reasons for removing of water from naturalcould be summarized as following: Water content of natural gas decreases ofits heat value, liquid water in natural gas pipelines potentially causes slugging flow conditions resulting in lower flow efficiency of the pipelines (Stewart & Arnold, 2011). In most commercial hydrocarbon processes,
IJSRET @ 2013
International Journal of Scientific Research Engineering & Technology (IJSRET)
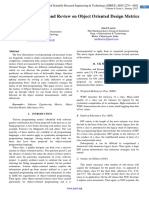
Volume 2 Issue 7 pp 440-444 October 2013 www.ijsret.org ISSN 2278 0882 the presence of water may cause side reactions, foaming or catalyst deactivation. Therefore, to prevent such problems, natural gas treating is unavoidable. There are different methods for water treating of natural gas for example, adsorption, absorption, membrane process, methanol process and refrigeration (Abdel-Aal, 2003). Among mentioned methods absorption, which is called dehydration anduse liquid solvent as an absorbent, is mostly common technique for treating of natural gas (Stewart & Arnold, 2003). Indeed, gas dehydration by glycol is capable to reduce the water content of natural gas less than 0.1ppm (Thompson, 1991).Glycol process is considered the most successful and common process in gas industry field. Indeed, this process is utilized glycol liquid desiccant as a chemical solvent to remove water vapour from natural gas stream. Moreover, glycol liquid has high affinity toward water vapour and there are several types of glycol that are used in glycol process for example, monoethylene Glycol MEG and dimethyl Glycol DEG (Abdel-Aal, 2003). Dehydration process is consisting of several operation units for instance, contactor tower, regenerator tower and heat exchanger. Fig. 1 shows typical gas dehydration process by absorption method. During the process, lean glycol such as DEG enter to the absorption column at the top side which rich solvent is collected at the bottom of the column and will send to the regenerator (Carroll, 2009). Wet gas enters to the absorption column after passed through inlet scrubber. The scrubber removes free liquid and liquid droplets in the gas, both water and hydrocarbons (removing liquid in the scrubber decrease the amount of water that has to remove in the absorption column, and this also decrease the size of the column and therefore decrease the TEG needed in process)( Stewart & Arnold, 2011). Heat exchanger uses for cooling of wet gas before enter to scrubber. Rich TEG passes through a coil, which is used as reflux at the top of the absorption column; to increase its temperature. A tree phase flash tank uses for removal of absorbed acidic gases and hydrocarbons in TEG before rich solvent enter to the regenerator, which is a distillation column, and separate the TEG and water content. Indeed, rich TEG is preheated in another heat exchanger before it fed to the regeneration section. At the end of the process cycle, the regenerated TEG will cool in the third step of heat exchanger and will back to the dehydration column for reuse (Speight, 2010).
Fig. (1) Flow diagram of a typical glycol dehydrator process (Guo, 2011).
IJSRET @ 2013
International Journal of Scientific Research Engineering & Technology (IJSRET)
Volume 2 Issue 7 pp 440-444 October 2013 www.ijsret.org ISSN 2278 0882
II.
Process design procedure &calculations
Table 1: Case study information & data (Stewart & Arnold, 2011). Flow rate (Assumed) 98 Mscfd Pressure 1000 psig TEG concentration 98.5% Gas SG (Air=1.0) 0.7 Temperature C 100F Glycol type Triethylene glycol CD(contactor) 0.852 Pc 669 psia Tc 376R
The optimal TEG dehydration process should include the following: contactor diameter, glycol circulation rate, reboiler duty, sizes the still column, heat duties for gas/glycol exchanger and glycol/glycol exchangers. 1. Calculate contactor diameter: = 5040
.
dM=125 microns (range 120150 microns) (Stewart & Arnold,2011). T=570R, P=1015 psia, Qg=98 MMSCFD, Tr =570/376=1.49, Pr =1015, Z= 0.865 = 0.67 1015 560 0.865
.
=3.79 lb/ft3 l= 70 lb/ft3 CD= 0.852, Thus: = 5040
560 0.68 98 3.72 0.852 (70 3.79) 125 1015 =68.2 in, Use 7200ID contactor (Stewart & Arnold, 2011)
2. Determine glycol circulation rate and reboiler duty: Wi = 63 lb/MMSCF (from McKetta-Wehe)( Stewart& Arnold, 2011) W0=7 lb/MMSCF (spec), DW=Wi -W0=63-7=56 lb/MMSCF DW/Wi = 56/63= 0.889 Using n= 2 (i.e., 8 actual trays) and glycol purity of 98.5% read theglycolcirculation rate of 2.8 gal TEG/lb H20. Use 3.0 gal/lb for design( Stewart& Arnold, 2011). 2.0 56 98 = 24 60 = 11.4 gpm TEG, 862 Btu/ gal 862 11.4 60 = = 590Mbtu/hr To allow for start-up heat loads, increase heat duty by10% and then select a standard off-the-shelf fire tube (Stewart & Arnold, 2011).Thus, select a 750 MMBtu/hr
IJSRET @ 2013
International Journal of Scientific Research Engineering & Technology (IJSRET)
Volume 2 Issue 7 pp 440-444 October 2013 www.ijsret.org ISSN 2278 0882 3. Design of still column: Use 12-foot still column (standard packed arrangement), dM= 125 micron, T= 300F= 760R, P= 1 psig 10 11 60 24 = =0.16 MMSCFD, Z=1.0 . = 2.7 = 0.035 lb/ft3 . l= 62.4 lb/ft3, CD=14.2 (given) . 760 1.0 0.16 0.035 14.2 = 5040 (62.4 0.035) 125 16 =17.5 inches, Use 18 inch OD x 12 feet long still (Stewart & Arnold, 2011). 4. Calculate duties of heat exchangers Rich TEG from contactor: T= 100F (given), Rich TEG to separator: T=200F (assume for good design), Rich TEG from reflux: T= 110F (assume 10F increase in reflux coil), Rich TEG to still: T= 300F (assume for good design), Lean TEG from reboiler: T= 385F, Lean TEG to pumps (max): T= 210F (from manufacturer) (Stewart & Arnold, 2011). Lean TEG to contactor: T= 110F (10F above contactor temperature) 5. Glycol/glycol preheater (rich side, duty): Rich TEG:T1=110F (assume 10F increase in reflux coil), T2= 200F 70 (0.985) = 7.48 =9.22 lb TEG=gal of lean glycol 70 (0.015) = 7.48 =0.140 lb H2O=gal of lean glycol Rich glycol composition:WTEG=9.22 lb TEG/gal of lean glycol 0.140 1 = + 3.0 =0.473 lb H2O=gal of lean glycol Wt:Concentration TEG= 9.22 /(9.22+0.473) =95.1% 6. Glycol/glycol exchanger: RichT1= 200, T2= 300, LeanT3= 390, T4=? Rich glycol heat duty: CP (95.1% TEG) = 0.63 at 200 F (from physical properties of TEG) = 0.70 at 300 F, CP, AGV= 0.67 Btu/hrF 6630 0.67 (300 200) = = 444 MBtu/hr,Lean glycol flow rate (Wlean): Calculation of T4, AssumeT=250F, TAVG= (353 250)/2= 302F CP,AGV= (98.5% TEG) = 0.67 Btu/lbF (from physical properties of TEG) Qlean = WleanCp(T4T3), Qlean = - qrich
, .
=6401 lb/hr
= 249
=157F(this is less than the maximum allowed to the pumps)
IJSRET @ 2013
International Journal of Scientific Research Engineering & Technology (IJSRET)
Volume 2 Issue 7 pp 440-444 October 2013 www.ijsret.org ISSN 2278 0882 T2=110F, CP (98.5% TEG) = 0.57 at 157F (from physical properties of TEG)= 0.53 at 110F CP,AGV= 0.55 Btu/lbF, qlean = (6401) (0.55) (110 - 1 57) = -165 MBtu/hr Glycol/glycol exchanger: RichT1= 200F, T0= 300F, LeanT2= 353F,T0= 249F, Duty q= 444 MBtu/hr
III.
Results and discussion
The process design procedure is focused on the most critical & important parts of the glycol dehydration process for example, glycol contactor tower diameter, heat exchanger duties and TEG circulation rate. Indeed, glycol circulation rate is the most important factor for glycol dehydration design. Many scholars &researchers indicated that the TEG circulation rate is contributed in drying process efficiency. The glycolcirculation rate is calculated by engineering mathematical equations and its equal to 11.4 gpm. This value is able to reduce the water vapor in gas stream to less than 7 lb/MMSCF. Glycol contactor tower diameter is also calculated by adopting engineering mathematical equations and its equal to 68.2 in or 1.7 m. This value is definitely comfortable with engineering design considerations and standards. The lean/rich TEG heat exchanger is also design and the design procedure found out almost operation values for instance, RichT1= 200F.
IV.
Conclusion
This study is attempted to show & describe the optimal design procedure for natural gas dehydration by using chemical absorption. The studyis achieved process design calculations for several process parametersfor instance, glycol contactor tower diameter,TEG circulation rate & heat exchanger duties. It seems that from above theoretical calculations, the using of chemical absorption method to dehydrate wet natural gas is quite suitable by adopting the engineering procedure design to calculate & estimate the most important process factors and values. Moreover, it seems that from the literature review section, the gas dehydration by using chemical absorption is the most successful & economical method over other methods.
References
1- Guo, B.(2011)Petroleum Production Engineering, a Computer-Assisted Approach. Tulsa: Gulf Professional Publishing. 2- M. Stewart, and K. Arnold, Gas Sweetening and Processing Field Manual. Houston: Gulf Professional Publishing, 2011, pp.5152. 3- M. Stewart, and K. Arnold, Gas dehydration Field Manual. Houston: Gulf Professional Publishing, 2011, pp. 4077. 4- K. Abdel-Aal, Petroleum and Gas Field Processing. New York: CRC Press, 2003, pp. 90110. 5- R. Thompson, Oilfield processing of petroleum. Tulsa: Penn WellBooks, 1991, pp. 5157. 6- J. Carroll, Natural Gas Hydrates. Oxford: Gulf Professional Publishing, 2009, pp. 32-33.
IJSRET @ 2013
S-ar putea să vă placă și
- Organic Solvents Heat Exchanger DesignDocument40 paginiOrganic Solvents Heat Exchanger Designprateek_bhoirÎncă nu există evaluări
- Dissolved Gas Concentration in Water: Computation as Functions of Temperature, Salinity and PressureDe la EverandDissolved Gas Concentration in Water: Computation as Functions of Temperature, Salinity and PressureÎncă nu există evaluări
- Gas Sweetening and Processing Field ManualDe la EverandGas Sweetening and Processing Field ManualEvaluare: 4 din 5 stele4/5 (7)
- Water Gas Shift Reaction: Research Developments and ApplicationsDe la EverandWater Gas Shift Reaction: Research Developments and ApplicationsÎncă nu există evaluări
- Non-Linear Analysis Untar 040206Document21 paginiNon-Linear Analysis Untar 040206Gregorius Filipus100% (1)
- Methanol Synthesis (Safety)Document16 paginiMethanol Synthesis (Safety)furqankausarhaiderÎncă nu există evaluări
- Dynamics DehydrationDocument66 paginiDynamics DehydrationAkande AyodejiÎncă nu există evaluări
- Teg PDFDocument5 paginiTeg PDFElena RicciÎncă nu există evaluări
- Electrical Design LecturesDocument23 paginiElectrical Design LecturesecsuperalÎncă nu există evaluări
- Comparison of Three Methods For Natural Gas DehydrationDocument6 paginiComparison of Three Methods For Natural Gas Dehydrationalbert_ben13Încă nu există evaluări
- Optimization of Triethyelen Glycol Dehydartaion in A Natural Gas Processing PlantDocument6 paginiOptimization of Triethyelen Glycol Dehydartaion in A Natural Gas Processing Plant1412091090Încă nu există evaluări
- Valorizing Spent Coffee GroundsDocument15 paginiValorizing Spent Coffee GroundsJorge ZapataÎncă nu există evaluări
- Strategies of Effective Teaching and Learning Practical Skills in Technical and Vocational Training Programmes in NigeriaDocument6 paginiStrategies of Effective Teaching and Learning Practical Skills in Technical and Vocational Training Programmes in NigeriaijsretÎncă nu există evaluări
- Dehydration of Natural GasDocument9 paginiDehydration of Natural GasHuda ShahÎncă nu există evaluări
- Process Simulation of Dehydration Unit For The Comparative Analysis of Natural Gas Processing and Carbon Capture ApplicationDocument40 paginiProcess Simulation of Dehydration Unit For The Comparative Analysis of Natural Gas Processing and Carbon Capture ApplicationeduryuÎncă nu există evaluări
- Method Statement for Painting Concrete SurfacesDocument5 paginiMethod Statement for Painting Concrete Surfacesxxx100% (2)
- Disperse Dyes Used Polyester DyeingDocument23 paginiDisperse Dyes Used Polyester DyeingPratik Minj100% (3)
- Day 2 200 ItemsDocument25 paginiDay 2 200 ItemsRobert DelfinÎncă nu există evaluări
- Natural Gas Dehydratation Process SimulationDocument5 paginiNatural Gas Dehydratation Process SimulationAndrea TellanÎncă nu există evaluări
- NSH KBR Skop e 009 - Bus Duct Installation and TestingDocument7 paginiNSH KBR Skop e 009 - Bus Duct Installation and TestingFrancisco Severino Gatoc Jr.Încă nu există evaluări
- Gas Dehydration and TEG Regeneration Process OverviewDocument60 paginiGas Dehydration and TEG Regeneration Process OverviewSuryaprakashÎncă nu există evaluări
- IOSR JournalsDocument6 paginiIOSR JournalsInternational Organization of Scientific Research (IOSR)Încă nu există evaluări
- A Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantDocument9 paginiA Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantInternational Journal of Research in Engineering and ScienceÎncă nu există evaluări
- Water-Gas Shift Reaction Catalysts and ApplicationsDocument68 paginiWater-Gas Shift Reaction Catalysts and Applicationsdejla670% (1)
- Natural Gas Dehydration-Netusil & DitlDocument20 paginiNatural Gas Dehydration-Netusil & DitlClemenÎncă nu există evaluări
- Natural Gas Dehydration Process Simulation and Optimization: A Case Study of Khurmala Field in Iraqi Kurdistan RegionDocument4 paginiNatural Gas Dehydration Process Simulation and Optimization: A Case Study of Khurmala Field in Iraqi Kurdistan RegionBaha Eddine GharbiÎncă nu există evaluări
- Comparison of Gas Dehydration Methods Based On Energy Consumption PDFDocument6 paginiComparison of Gas Dehydration Methods Based On Energy Consumption PDFABULARA2K6Încă nu există evaluări
- Stripping 2017Document14 paginiStripping 2017Ahmed TarekÎncă nu există evaluări
- Aduloju AdetoroetalDocument10 paginiAduloju AdetoroetalGreat AmpongÎncă nu există evaluări
- Dehydration of Natural Gas Using Solid Desiccants: P. Gandhidasan, Abdulghani A. Al-Farayedhi, Ali A. Al-MubarakDocument14 paginiDehydration of Natural Gas Using Solid Desiccants: P. Gandhidasan, Abdulghani A. Al-Farayedhi, Ali A. Al-MubarakAndy SevordziÎncă nu există evaluări
- Natural Gas Dehydration: October 2012Document21 paginiNatural Gas Dehydration: October 2012ShakerMahmoodÎncă nu există evaluări
- Design and Experiment of Low-Pressure Gas Supply System For Dual Fuel EngineDocument9 paginiDesign and Experiment of Low-Pressure Gas Supply System For Dual Fuel EngineNaufal MuflihÎncă nu există evaluări
- Research Article: Numerical Simulation of An Industrial Absorber For Dehydration of Natural Gas Using Triethylene GlycolDocument9 paginiResearch Article: Numerical Simulation of An Industrial Absorber For Dehydration of Natural Gas Using Triethylene GlycolpeÎncă nu există evaluări
- Gas DehydrationDocument7 paginiGas DehydrationChemical.AliÎncă nu există evaluări
- Production of Pure Hydrogen by Ethanol DehydrogenationDocument9 paginiProduction of Pure Hydrogen by Ethanol DehydrogenationAbdulwahid SultanÎncă nu există evaluări
- Production of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno CatalystDocument6 paginiProduction of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno Catalystpetro121Încă nu există evaluări
- Q044114119 PDFDocument6 paginiQ044114119 PDFpeÎncă nu există evaluări
- Improving The Performance of A Natural Gas DehydrationDocument11 paginiImproving The Performance of A Natural Gas Dehydration1412091090Încă nu există evaluări
- PAYMENT RECEIPT-Sambhavnath Trendz Private LimitedDocument23 paginiPAYMENT RECEIPT-Sambhavnath Trendz Private Limitedrdenterprise1314Încă nu există evaluări
- Energies: Gasification of A Dried Sewage Sludge in A Laboratory Scale Fixed Bed ReactorDocument11 paginiEnergies: Gasification of A Dried Sewage Sludge in A Laboratory Scale Fixed Bed ReactorCABean1Încă nu există evaluări
- Integrated Gasification and Cu Ecl Cycle For Trigeneration of Hydrogen, Steam and ElectricityDocument10 paginiIntegrated Gasification and Cu Ecl Cycle For Trigeneration of Hydrogen, Steam and ElectricityAbderrahman HMAITIÎncă nu există evaluări
- An Experimental Evaluation of The Greenhouse Effect in R22 SubstitutionDocument11 paginiAn Experimental Evaluation of The Greenhouse Effect in R22 SubstitutionAndreas SantosoÎncă nu există evaluări
- Dehydration: Name: Mazen Fathy ID: 5079Document17 paginiDehydration: Name: Mazen Fathy ID: 5079Mazen FathyÎncă nu există evaluări
- 981-Article - Manuscript Text-4864-1-10-20180904Document8 pagini981-Article - Manuscript Text-4864-1-10-20180904Ihza Zaki Safari 05Încă nu există evaluări
- Experimental Research of Thermal Electric Power GeDocument8 paginiExperimental Research of Thermal Electric Power GeDaniel TangkauÎncă nu există evaluări
- Analysis of The CO2 Capture in Sodium Zirconate (Na2ZrO3) - Effect of The Water Vapor AdditionDocument6 paginiAnalysis of The CO2 Capture in Sodium Zirconate (Na2ZrO3) - Effect of The Water Vapor AdditionserchÎncă nu există evaluări
- Optimization of Triethylene Glycol (Teg) Dehydration in A Natural Gas Processing PlantDocument5 paginiOptimization of Triethylene Glycol (Teg) Dehydration in A Natural Gas Processing PlantJessica KingÎncă nu există evaluări
- Optimizing Effective Absorption During Wet Natural Gas Dehydration by Tri Ethylene GlycolDocument7 paginiOptimizing Effective Absorption During Wet Natural Gas Dehydration by Tri Ethylene GlycolJuan Camilo LugoÎncă nu există evaluări
- Simulasi NumerikDocument8 paginiSimulasi NumerikDena FirmansyahÎncă nu există evaluări
- Natural Gas DehydrationDocument21 paginiNatural Gas Dehydration1412091090Încă nu există evaluări
- Volume Issue (Doi 10.1016 - J.seppur.2013.12.025) PDFDocument14 paginiVolume Issue (Doi 10.1016 - J.seppur.2013.12.025) PDFIka SulistyaningtiyasÎncă nu există evaluări
- Cleaning Biomass Syngas ReviewDocument31 paginiCleaning Biomass Syngas ReviewDhanuÎncă nu există evaluări
- Optimizing Cooling Load for Natural Gas DehydrationDocument9 paginiOptimizing Cooling Load for Natural Gas DehydrationToan LeÎncă nu există evaluări
- United States: (12) Patent Application Publication (10) Pub. No.: US 2013/0015405 A1Document27 paginiUnited States: (12) Patent Application Publication (10) Pub. No.: US 2013/0015405 A1edwinÎncă nu există evaluări
- Seiler 2017Document21 paginiSeiler 2017A. Thiagarajan M. AridassÎncă nu există evaluări
- Biomass Gasification For Hydrogen ProductionDocument9 paginiBiomass Gasification For Hydrogen ProductionCris CrisÎncă nu există evaluări
- Python Project SynopsisDocument30 paginiPython Project SynopsisAshish RoshanÎncă nu există evaluări
- Yan 2010Document4 paginiYan 2010Karen MaryÎncă nu există evaluări
- Article 1578128373Document10 paginiArticle 15781283735dh2zc26k8Încă nu există evaluări
- Natural Gas Dehydration: October 2012Document21 paginiNatural Gas Dehydration: October 2012vijay nairÎncă nu există evaluări
- 1 s2.0 S0263876218306531 MainDocument11 pagini1 s2.0 S0263876218306531 MainHassane AmadouÎncă nu există evaluări
- Ammonia production from natural gas and nitrogen separation technologiesDocument7 paginiAmmonia production from natural gas and nitrogen separation technologiespragati agrawalÎncă nu există evaluări
- 2 PBDocument15 pagini2 PBAdrewhassTechnicaÎncă nu există evaluări
- Combined Cycles for Offshore Oil and Gas InstallationsDocument17 paginiCombined Cycles for Offshore Oil and Gas InstallationsRafraf EzdineÎncă nu există evaluări
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementDe la EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementÎncă nu există evaluări
- A Systematic Literature Review On Network Attacks, Classification and Models For Anomaly-Based Network Intrusion Detection SystemsDocument7 paginiA Systematic Literature Review On Network Attacks, Classification and Models For Anomaly-Based Network Intrusion Detection SystemsijsretÎncă nu există evaluări
- Consruction of A Direct Solar Dryer For Perishable Farm ProductsDocument9 paginiConsruction of A Direct Solar Dryer For Perishable Farm ProductsijsretÎncă nu există evaluări
- Thermal Analysis On Characterization of Polycaprolactone (PCL) - Chitosan Scaffold For Tissue EngineeringDocument5 paginiThermal Analysis On Characterization of Polycaprolactone (PCL) - Chitosan Scaffold For Tissue Engineeringijsret100% (1)
- Design and Manufacture of Carbon-Free CarDocument3 paginiDesign and Manufacture of Carbon-Free CarijsretÎncă nu există evaluări
- A Review On Natural Fibre Polymer CompositesDocument6 paginiA Review On Natural Fibre Polymer CompositesijsretÎncă nu există evaluări
- A Review of Large-Scale RDF Document Processing in Hadoop MapReduce FrameworkDocument4 paginiA Review of Large-Scale RDF Document Processing in Hadoop MapReduce FrameworkijsretÎncă nu există evaluări
- A Review On Data De-Duplication Techniques For Managing Data Into CloudDocument4 paginiA Review On Data De-Duplication Techniques For Managing Data Into CloudijsretÎncă nu există evaluări
- A Distinct Method To Find The Critical Path and Total Float Under Fuzzy EnvironmentDocument5 paginiA Distinct Method To Find The Critical Path and Total Float Under Fuzzy EnvironmentijsretÎncă nu există evaluări
- A Review of Matrix Multiplication in Multicore Processor Using Interconnection NetworkDocument6 paginiA Review of Matrix Multiplication in Multicore Processor Using Interconnection NetworkijsretÎncă nu există evaluări
- An Augmented Anomaly-Based Network Intrusion Detection Systems Based On Neural NetworkDocument6 paginiAn Augmented Anomaly-Based Network Intrusion Detection Systems Based On Neural NetworkijsretÎncă nu există evaluări
- An Approach To Bug Triage: A ReviewDocument4 paginiAn Approach To Bug Triage: A ReviewijsretÎncă nu există evaluări
- Source Identification For Anonymous Attacks With Deterministic Packet MarkingDocument4 paginiSource Identification For Anonymous Attacks With Deterministic Packet MarkingijsretÎncă nu există evaluări
- Solving A Decision Making Problem Using Weighted Fuzzy Soft MatrixDocument5 paginiSolving A Decision Making Problem Using Weighted Fuzzy Soft MatrixijsretÎncă nu există evaluări
- Mechanical and Fracture Toughness Analysis of Woven Carbon Fibre Reinforced Epoxy CompositesDocument6 paginiMechanical and Fracture Toughness Analysis of Woven Carbon Fibre Reinforced Epoxy CompositesijsretÎncă nu există evaluări
- CHANGES IN ANTI OXIDANT ENZYME ACTIVITIES IN Pseudomonas Syringae PV Syringae (BACTERIAL BROWN SPOT) INFECTED SEEDLINGS OF Vigna Radiata L.Document5 paginiCHANGES IN ANTI OXIDANT ENZYME ACTIVITIES IN Pseudomonas Syringae PV Syringae (BACTERIAL BROWN SPOT) INFECTED SEEDLINGS OF Vigna Radiata L.ijsretÎncă nu există evaluări
- Blending Behavior of Cotton and Polyester Fibers On Different Spinning Systems in Relation To Physical Properties of Blended YarnsDocument11 paginiBlending Behavior of Cotton and Polyester Fibers On Different Spinning Systems in Relation To Physical Properties of Blended YarnsijsretÎncă nu există evaluări
- Comparative Study and Review On Object Oriented Design MetricsDocument4 paginiComparative Study and Review On Object Oriented Design MetricsijsretÎncă nu există evaluări
- Comparative Study and Review On Object Oriented Design MetricsDocument4 paginiComparative Study and Review On Object Oriented Design MetricsijsretÎncă nu există evaluări
- A Review On Fingerprint Detection and Recognization TechniquesDocument4 paginiA Review On Fingerprint Detection and Recognization TechniquesijsretÎncă nu există evaluări
- Echo Cancellation System in VOIP Using MATLABDocument3 paginiEcho Cancellation System in VOIP Using MATLABijsretÎncă nu există evaluări
- Demographic Differences in Postgraduate Students' Attitudes and Use of ICT Facilities in Rivers State University of Science and Technology, Port HarcourtDocument6 paginiDemographic Differences in Postgraduate Students' Attitudes and Use of ICT Facilities in Rivers State University of Science and Technology, Port HarcourtijsretÎncă nu există evaluări
- Numerically Investigating Effects of Channel Angle, Friction and Ram Velocity On Strain Homogeneity in EcapDocument4 paginiNumerically Investigating Effects of Channel Angle, Friction and Ram Velocity On Strain Homogeneity in EcapijsretÎncă nu există evaluări
- A Review On Face Detection and Recognization TechniquesDocument4 paginiA Review On Face Detection and Recognization TechniquesijsretÎncă nu există evaluări
- Automated Personalized Face Detection Using Viola DetectorDocument5 paginiAutomated Personalized Face Detection Using Viola DetectorijsretÎncă nu există evaluări
- Augmentation Heat Transfer in A Circular Tube Using Conical Ring and Twisted Tape InsertDocument8 paginiAugmentation Heat Transfer in A Circular Tube Using Conical Ring and Twisted Tape InsertijsretÎncă nu există evaluări
- Experimental Investigation and Numerical Simulation of Marble Dust Filled Aramid Fibre Reinforced Epoxy Composite For Wind Turbine Blade ApplicationDocument9 paginiExperimental Investigation and Numerical Simulation of Marble Dust Filled Aramid Fibre Reinforced Epoxy Composite For Wind Turbine Blade ApplicationijsretÎncă nu există evaluări
- Comparison of Workpiece Geometry and Its Effects On ECAP Process by FEADocument5 paginiComparison of Workpiece Geometry and Its Effects On ECAP Process by FEAijsretÎncă nu există evaluări
- Content Based Image Retrieval Using Color FeatureDocument6 paginiContent Based Image Retrieval Using Color FeatureijsretÎncă nu există evaluări
- STEEL & PIPES for AFRICA price listDocument1 paginăSTEEL & PIPES for AFRICA price listWynand Van ZylÎncă nu există evaluări
- STL FileDocument60 paginiSTL FileR RAJESWARIÎncă nu există evaluări
- Chapter 8 Large Equipment & Furnishing "Over Equipping Not OnlyDocument5 paginiChapter 8 Large Equipment & Furnishing "Over Equipping Not Onlydagzy100% (4)
- Mastertop 295 floor re-surfacingDocument3 paginiMastertop 295 floor re-surfacingFrancois-Încă nu există evaluări
- Qi Lu: Professional ExperienceDocument4 paginiQi Lu: Professional ExperienceShiva DagalÎncă nu există evaluări
- Advantages of Steel As A Structural MaterialDocument3 paginiAdvantages of Steel As A Structural MaterialIrfan MunirÎncă nu există evaluări
- 01 Heating PL 2017 Rs v03 Svu 5.4 FinalDocument77 pagini01 Heating PL 2017 Rs v03 Svu 5.4 FinalKajak Klub DrinaÎncă nu există evaluări
- QweqDocument2 paginiQweqPraYush RajbhandariÎncă nu există evaluări
- wf-04 - EnglishDocument2 paginiwf-04 - EnglishLeonardoÎncă nu există evaluări
- Hard Turning On LatheDocument105 paginiHard Turning On LatheJitendraÎncă nu există evaluări
- MiniPAC Manual REV 4.3 July 25 2012Document78 paginiMiniPAC Manual REV 4.3 July 25 2012zfo302Încă nu există evaluări
- Turboexpander Lubricant Problems.Document3 paginiTurboexpander Lubricant Problems.dr_kh_ahmedÎncă nu există evaluări
- Piping 110 KTPD & 190 KTPDDocument47 paginiPiping 110 KTPD & 190 KTPDgasparyyoÎncă nu există evaluări
- 11 CR-CB Data SheetDocument2 pagini11 CR-CB Data SheetJLZ972Încă nu există evaluări
- HTF System Cleaner, Degreaser and Surface ModifierDocument1 paginăHTF System Cleaner, Degreaser and Surface Modifierglycol_brine_coolant_pcmÎncă nu există evaluări
- How To Test A SolenoidDocument3 paginiHow To Test A SolenoidVyas SrinivasanÎncă nu există evaluări
- TYFTY Qs BankDocument7 paginiTYFTY Qs BankgurusamyÎncă nu există evaluări
- Polyurethane Disc: Features & BenefitsDocument2 paginiPolyurethane Disc: Features & BenefitsDiego AndradeÎncă nu există evaluări
- DSU Manual PDFDocument204 paginiDSU Manual PDFCarlos Alberto RuedaÎncă nu există evaluări
- Application of NanotubesDocument28 paginiApplication of Nanotubesarian2arian2Încă nu există evaluări
- EX22CT (RHFE-559FTA2) : FeaturesDocument4 paginiEX22CT (RHFE-559FTA2) : Featuresrafiullah353Încă nu există evaluări
- Compliance of Schaeffler catalogue products with EU RoHS DirectiveDocument5 paginiCompliance of Schaeffler catalogue products with EU RoHS DirectiveJose RoseÎncă nu există evaluări
- Bramat2011 ProgramDocument25 paginiBramat2011 Programmtierean100% (1)