S-ar putea să vă placă și
- Coke Quality and Thermal Reserve Zone PDFDocument6 paginiCoke Quality and Thermal Reserve Zone PDFhalder_kalyan9216Încă nu există evaluări
- Advances in Oxy Fuel Fired Glass Melting TechnologyDocument17 paginiAdvances in Oxy Fuel Fired Glass Melting TechnologytedmozbiÎncă nu există evaluări
- Colla 2016Document19 paginiColla 2016Venkatakrishnan P.G.Încă nu există evaluări
- Operation of The First HIsmelt Plant in ChinaDocument8 paginiOperation of The First HIsmelt Plant in ChinaJJÎncă nu există evaluări
- Hot Transport - HTVDocument2 paginiHot Transport - HTVAnton SoewitoÎncă nu există evaluări
- CSR PredictionDocument10 paginiCSR PredictionROWHEITÎncă nu există evaluări
- Wuhuan - MR Pi JinlinDocument34 paginiWuhuan - MR Pi JinlinAmanÎncă nu există evaluări
- WP 17Document34 paginiWP 17Tyndall Centre for Climate Change Research100% (2)
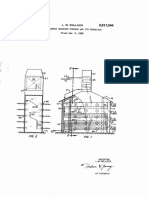
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Document6 paginiDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaÎncă nu există evaluări
- CH-14 Design Fundamentals of BoilerDocument15 paginiCH-14 Design Fundamentals of BoilerRavi ShankarÎncă nu există evaluări
- Ccc221coalpowerR MDocument58 paginiCcc221coalpowerR Mmfhaleem@pgesco.comÎncă nu există evaluări
- Blade Number Effect For A Ducted Wind TurbineDocument9 paginiBlade Number Effect For A Ducted Wind TurbineAnonymous LnQ4lBXiPjÎncă nu există evaluări
- 1987 - Magasiner - The Effect of FuelDocument4 pagini1987 - Magasiner - The Effect of Fuelflitzzz100% (1)
- Coal Based Sponge Iron Industry Drives Indian Steel MakingDocument4 paginiCoal Based Sponge Iron Industry Drives Indian Steel MakingchaitanyabhansaliÎncă nu există evaluări
- Fly Ash Journal PDFDocument10 paginiFly Ash Journal PDFMagendranÎncă nu există evaluări
- Tecnored Process - High Potential in Using Different Kinds of Solid FuelsDocument5 paginiTecnored Process - High Potential in Using Different Kinds of Solid FuelsRogerio CannoniÎncă nu există evaluări
- 10208-15101387124325secondary Steel Making OverviewDocument13 pagini10208-15101387124325secondary Steel Making OverviewOmar TahaÎncă nu există evaluări
- Modeling and Simulations of A Reformer U PDFDocument8 paginiModeling and Simulations of A Reformer U PDFali AbbasÎncă nu există evaluări
- Tata Steel ProjectDocument12 paginiTata Steel Projectsp32483Încă nu există evaluări
- Energy and Exergy of Electric Arc Furnace PDFDocument26 paginiEnergy and Exergy of Electric Arc Furnace PDFChristopher LloydÎncă nu există evaluări
- Waste Water - Coke PlantDocument13 paginiWaste Water - Coke PlantSejla Becirovic Cehajic100% (1)
- 1998-Plasma Reforming of MethaneDocument8 pagini1998-Plasma Reforming of MethaneakkusawÎncă nu există evaluări
- Thermal Design of Heat ExchangersDocument24 paginiThermal Design of Heat ExchangersArunÎncă nu există evaluări
- 3194 PDF PDFDocument7 pagini3194 PDF PDFdillipsh123Încă nu există evaluări
- Dri PDFDocument4 paginiDri PDFhablimasyahidÎncă nu există evaluări
- Iron MakingDocument233 paginiIron MakingM006Ashish Jha100% (1)
- Complete Package For Cokemaking Stamping TechnologyDocument10 paginiComplete Package For Cokemaking Stamping TechnologyJJÎncă nu există evaluări
- BioEnergy VKKDocument24 paginiBioEnergy VKKdane05Încă nu există evaluări
- (Ksw?Tl3Utlon QF This Document Is Unlim!TedDocument9 pagini(Ksw?Tl3Utlon QF This Document Is Unlim!TedAlfian PangestuÎncă nu există evaluări
- FBC Boiler Operation PDFDocument2 paginiFBC Boiler Operation PDFNicholasÎncă nu există evaluări
- Failures of BoilersDocument7 paginiFailures of BoilersTeuku Rizal El SilencioÎncă nu există evaluări
- Shaft Furnace Technology: For Scrap and Waste RoutesDocument6 paginiShaft Furnace Technology: For Scrap and Waste RoutesernandesrizzoÎncă nu există evaluări
- Neft 2Document32 paginiNeft 2Roozbeh PÎncă nu există evaluări
- Failure of 110 Bar WHB's Due To Poor Quality Boiler Feed WaterDocument9 paginiFailure of 110 Bar WHB's Due To Poor Quality Boiler Feed Watervaratharajan g rÎncă nu există evaluări
- Coal BlendingDocument2 paginiCoal BlendingpvkrishnajiÎncă nu există evaluări
- CryogenicsDocument27 paginiCryogenicsmech1212100% (1)
- Chemical Product DesignDocument6 paginiChemical Product DesignDaniel IskandarÎncă nu există evaluări
- Collection and Preparation of Coke Samples For Laboratory AnalysisDocument4 paginiCollection and Preparation of Coke Samples For Laboratory Analysisharrison_sÎncă nu există evaluări
- Blast Furnace Japan DevelopmentDocument14 paginiBlast Furnace Japan DevelopmentShyam JiÎncă nu există evaluări
- Corex GyanDocument104 paginiCorex Gyanrohitbhat2345Încă nu există evaluări
- Grate Combustion For Mixed MSW Makoto SanDocument36 paginiGrate Combustion For Mixed MSW Makoto SanAmin SAADAOUIÎncă nu există evaluări
- Progress of Emission Control in Electric Arc FurnacesDocument8 paginiProgress of Emission Control in Electric Arc FurnacesJoão CoelhoÎncă nu există evaluări
- Secondary Metallurgy Process Optimization by Alloying Elements Liquid AdditionDocument6 paginiSecondary Metallurgy Process Optimization by Alloying Elements Liquid AdditionSatiriÎncă nu există evaluări
- Dynamic Model of a Once-Through Steam GeneratorDocument8 paginiDynamic Model of a Once-Through Steam GeneratorFrancesco CordellaÎncă nu există evaluări
- Steinmueller Broschuere 1Document46 paginiSteinmueller Broschuere 1andri.motoGÎncă nu există evaluări
- Coke Oven Gas Purification and Cooling ProcessDocument3 paginiCoke Oven Gas Purification and Cooling Processshishir18Încă nu există evaluări
- AFT CE Gasflow ReprintDocument8 paginiAFT CE Gasflow ReprintNacho.pÎncă nu există evaluări
- Critical Radius: When Adding Insulation Increases Heat TransferDocument11 paginiCritical Radius: When Adding Insulation Increases Heat Transferدنيا قيس كاظمÎncă nu există evaluări
- Coal Gassification FM KoreaDocument40 paginiCoal Gassification FM KoreaJim BoothÎncă nu există evaluări
- Stamped Charging Review: How Coke Quality Improves with Dense Coal BlendsDocument31 paginiStamped Charging Review: How Coke Quality Improves with Dense Coal BlendsJorge MadiasÎncă nu există evaluări
- Coke Oven Life Prolongation - A Multidisciplinary ApproachDocument31 paginiCoke Oven Life Prolongation - A Multidisciplinary ApproachJorge MadiasÎncă nu există evaluări
- Energy Saving Strategy For Tunnel & Shuttle Kilnd PDFDocument18 paginiEnergy Saving Strategy For Tunnel & Shuttle Kilnd PDFBRYAN ANDRADEÎncă nu există evaluări
- State of The Art and Future of The Blast FurnaceDocument16 paginiState of The Art and Future of The Blast Furnacesaibal_silÎncă nu există evaluări
- 1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFDocument14 pagini1999 - Peaceock - Robust Designs Evaporator Station - 2 PDFnghiÎncă nu există evaluări
- Aist 2018 ZR and Hyl Iii PDFDocument28 paginiAist 2018 ZR and Hyl Iii PDFteresaÎncă nu există evaluări
- Chlorine: International Thermodynamic Tables of the Fluid StateDe la EverandChlorine: International Thermodynamic Tables of the Fluid StateÎncă nu există evaluări
- Hydrogen and Syngas Production and Purification TechnologiesDe la EverandHydrogen and Syngas Production and Purification TechnologiesÎncă nu există evaluări
- Lead 68: Edited Proceedings, Third International Conference on Lead, VeniceDe la EverandLead 68: Edited Proceedings, Third International Conference on Lead, VeniceÎncă nu există evaluări
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsDe la EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilÎncă nu există evaluări
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)De la EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)Încă nu există evaluări
- Major Raw Material Required For Iron MakingDocument2 paginiMajor Raw Material Required For Iron Makingdlodha5100% (1)
- Industrial CrushersDocument4 paginiIndustrial Crushersdlodha5100% (1)
- Hammer CrusherDocument2 paginiHammer Crusherdlodha5100% (1)
- To Bull Head Hammer at VSP:-: Composition of 50 CR Mo 4Document12 paginiTo Bull Head Hammer at VSP:-: Composition of 50 CR Mo 4dlodha5Încă nu există evaluări
- 3 Phase Not 4 PhaseDocument1 pagină3 Phase Not 4 Phasedlodha5Încă nu există evaluări
- Ring CraneDocument4 paginiRing Cranedlodha5Încă nu există evaluări
- VFD ImportantDocument13 paginiVFD Importantdlodha5Încă nu există evaluări
- Computer Shopping Planner1Document2 paginiComputer Shopping Planner1LaskaracuahÎncă nu există evaluări
- CDX TractDocument36 paginiCDX TractJonas Erik KvarnströmÎncă nu există evaluări
- Buckling Pin Pressure Relief Technology PDFDocument12 paginiBuckling Pin Pressure Relief Technology PDFfkboulosÎncă nu există evaluări
- Flash DiagnosisDocument73 paginiFlash Diagnosiscarver_uaÎncă nu există evaluări
- Readme 3xx MeDocument2 paginiReadme 3xx MeRodrigo GomesÎncă nu există evaluări
- User Guide FTB-7000 PDFDocument251 paginiUser Guide FTB-7000 PDFlenguyen01Încă nu există evaluări
- Yc 108 GDocument72 paginiYc 108 Gyewlim100% (1)
- SQL MaterialDocument252 paginiSQL MaterialSravan Kumar100% (3)
- What Are Update AnomaliesDocument44 paginiWhat Are Update AnomaliesAlex LeeÎncă nu există evaluări
- RemoteConnect and SCADAPack x70 Utilities R2.6.1-Release NotesDocument12 paginiRemoteConnect and SCADAPack x70 Utilities R2.6.1-Release NotesVictor OlguinÎncă nu există evaluări
- Safe Solutions for Your IndustryDocument36 paginiSafe Solutions for Your IndustrycarlosmandopintoÎncă nu există evaluări
- Dac Linux Installation Notes White PaperDocument7 paginiDac Linux Installation Notes White PaperjbeatoflÎncă nu există evaluări
- Handling The Flat File That Exist in The Application ServerDocument3 paginiHandling The Flat File That Exist in The Application ServerFarooq AhmedÎncă nu există evaluări
- Selinium Introduction 1 and 2Document28 paginiSelinium Introduction 1 and 2akshay jondhaleÎncă nu există evaluări
- VeeruDocument4 paginiVeeruMohanraj VenuÎncă nu există evaluări
- Compal Confidential: CSL50/CSL52 Schematics DocumentDocument43 paginiCompal Confidential: CSL50/CSL52 Schematics DocumentEmerick EspinozaÎncă nu există evaluări
- Sales Inventory Management SystemDocument85 paginiSales Inventory Management Systemdalip kumarÎncă nu există evaluări
- 87 Security Frameworks SlidesDocument34 pagini87 Security Frameworks Slidesamit_redkar1986Încă nu există evaluări
- TQ7 Complete GuideDocument46 paginiTQ7 Complete Guidetyler112Încă nu există evaluări
- Keytek Ce Master System UsersDocument108 paginiKeytek Ce Master System UsersSteven J BaynesÎncă nu există evaluări
- Group Cycle d92Document232 paginiGroup Cycle d92Максим ФетисовÎncă nu există evaluări
- Dicas para Agilizar o Seu Atendimento!!: CódigoDocument42 paginiDicas para Agilizar o Seu Atendimento!!: CódigoaidresoaresÎncă nu există evaluări
- 1980 - TX L IndyDocument43 pagini1980 - TX L IndyBryan BeresÎncă nu există evaluări
- Configuration Guide For Carrying Vlan Ids in Packets Sent by The Web LCTDocument13 paginiConfiguration Guide For Carrying Vlan Ids in Packets Sent by The Web LCTJoshua Paz GalvezÎncă nu există evaluări
- Testing and Analyzing Methods For Truncated Binary MultiplicationDocument94 paginiTesting and Analyzing Methods For Truncated Binary MultiplicationA. VillaÎncă nu există evaluări
- Computer Fundamentals & Office ApplicationsDocument216 paginiComputer Fundamentals & Office ApplicationsJMadskilzÎncă nu există evaluări
- 2014 2015 Product - Selection Guide 140407Document78 pagini2014 2015 Product - Selection Guide 140407Patryk MarczewskiÎncă nu există evaluări
- 18.314 Practice Final ExamDocument4 pagini18.314 Practice Final ExamLionel CarlosÎncă nu există evaluări
- H-10207 99cka 00-002F TL-CCR Cubicle Equipment Drawing - DDocument16 paginiH-10207 99cka 00-002F TL-CCR Cubicle Equipment Drawing - Dnguyen rinÎncă nu există evaluări
- BioStamp Plus User Manual Ver 1 0 2Document7 paginiBioStamp Plus User Manual Ver 1 0 2Durgam Aravind KumarÎncă nu există evaluări