S-ar putea să vă placă și
- Pneumatic Sheet Metal Cutting Machine Final (PDF - Io)Document15 paginiPneumatic Sheet Metal Cutting Machine Final (PDF - Io)sukhdeep0% (1)
- Aim: To Prepare A V Block of - Dimension From The Given Work Piece by UsingDocument4 paginiAim: To Prepare A V Block of - Dimension From The Given Work Piece by UsingSubodh ShrivÎncă nu există evaluări
- Chapter 1-Introduction To Machining: Learning ObjectivesDocument6 paginiChapter 1-Introduction To Machining: Learning ObjectivesjagbirÎncă nu există evaluări
- Pro Sheet MetalDocument15 paginiPro Sheet Metalssr_mechÎncă nu există evaluări
- 68 PDFDocument6 pagini68 PDFVicky SuryawanshiÎncă nu există evaluări
- Solidworks Tutorial - Coke MouldDocument5 paginiSolidworks Tutorial - Coke MouldAdam Billington100% (1)
- Computing Die Thickness and MarginsDocument3 paginiComputing Die Thickness and MarginsAnand PrajapatiÎncă nu există evaluări
- Wollega University: Title: - Design of Motor Operated Circular Pipe Bending MachineDocument2 paginiWollega University: Title: - Design of Motor Operated Circular Pipe Bending MachineFuad MuktarÎncă nu există evaluări
- Scheduling and Requirements: 01 - Introduction, Injection Moulding and MachinesDocument4 paginiScheduling and Requirements: 01 - Introduction, Injection Moulding and MachinesDaniAmdaniÎncă nu există evaluări
- Avdel Threaded Inserts enDocument28 paginiAvdel Threaded Inserts enkamaleshaiahÎncă nu există evaluări
- TESDA Circular No. 083-2019Document7 paginiTESDA Circular No. 083-2019Percis Angeline DayananÎncă nu există evaluări
- Ako - Cnc65 Tube Bending MachineDocument30 paginiAko - Cnc65 Tube Bending MachineNguyen Quyet Thang100% (1)
- Mill TutorialDocument208 paginiMill TutorialMatheus ManciniÎncă nu există evaluări
- Manufacturing Process IDocument144 paginiManufacturing Process IHari Prasad100% (1)
- Shaft Stress CalculationsDocument2 paginiShaft Stress CalculationsVivek PrajapatiÎncă nu există evaluări
- Design of Circular Form Tool Graphical MethodDocument9 paginiDesign of Circular Form Tool Graphical MethodDIPAK VINAYAK SHIRBHATE100% (1)
- Me 8462-Mt-II Lab ManualDocument39 paginiMe 8462-Mt-II Lab ManualK.S.HARIHARAN100% (1)
- TMC 4214 Metal JoiningDocument28 paginiTMC 4214 Metal JoiningLinda FondoÎncă nu există evaluări
- Deep DryingDocument83 paginiDeep DryingYasir HussainÎncă nu există evaluări
- Machine Design Final ReportDocument23 paginiMachine Design Final ReportAvk Sanjeevan100% (2)
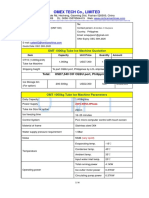
- OMT 1T Tube Ice Machine Quotation 201226 PDFDocument6 paginiOMT 1T Tube Ice Machine Quotation 201226 PDFARISÎncă nu există evaluări
- Chapter 03 - Transducers and Their ResponseDocument42 paginiChapter 03 - Transducers and Their ResponsehlkjjkÎncă nu există evaluări
- Chapter3 The Structure and Design of Press DiesDocument35 paginiChapter3 The Structure and Design of Press DiesMiriam OuxÎncă nu există evaluări
- MC Design 2Document71 paginiMC Design 2Upayan Ghatak100% (1)
- Welding Slag CLEANING MachineDocument5 paginiWelding Slag CLEANING MachineSuganthan IasÎncă nu există evaluări
- Gaging InspectionDocument22 paginiGaging Inspectiongeav25653855Încă nu există evaluări
- Calculation Sheet PDFDocument32 paginiCalculation Sheet PDFHazem EmamÎncă nu există evaluări
- CH03. Sheet Metal ProcessesDocument73 paginiCH03. Sheet Metal ProcesseshizanorhudaÎncă nu există evaluări
- Overhead Conveyor Products PDFDocument16 paginiOverhead Conveyor Products PDFPierre Hopkins100% (1)
- Master Book For Press EN PDFDocument84 paginiMaster Book For Press EN PDFPratik PandeyÎncă nu există evaluări
- 1 ShearingDocument29 pagini1 ShearingSriram MuruganÎncă nu există evaluări
- Press Work TerminologyDocument5 paginiPress Work TerminologySenthil Kumar GunasekaranÎncă nu există evaluări
- VC450 750 EnglishDocument31 paginiVC450 750 EnglishDragan PerovicÎncă nu există evaluări
- Tool and Die Design Test Sept 2017 - 1Document2 paginiTool and Die Design Test Sept 2017 - 1Farah Izzati FeeÎncă nu există evaluări
- BAC Evaporative Condenser DesignDocument1 paginăBAC Evaporative Condenser Designrodolfocv92359Încă nu există evaluări
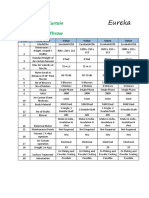
- Eureka Air Curtains CatalogueDocument3 paginiEureka Air Curtains CatalogueSumit BhandariÎncă nu există evaluări
- Another DWG of Vessel No 3Document1 paginăAnother DWG of Vessel No 3Nomi KhanÎncă nu există evaluări
- Power Hammer Project Report 2015: Guided byDocument51 paginiPower Hammer Project Report 2015: Guided byTurnitin ReportÎncă nu există evaluări
- 86 Mould Base Series 16 & 20 Individual Plate PricesDocument21 pagini86 Mould Base Series 16 & 20 Individual Plate PricesAmitava DattaÎncă nu există evaluări
- Siddesh Final NTTFDocument19 paginiSiddesh Final NTTFSiddeshÎncă nu există evaluări
- Compound Die Design: A Case Study: Sneha S. Pawar, R. S. DaluDocument4 paginiCompound Die Design: A Case Study: Sneha S. Pawar, R. S. DaluchupchapÎncă nu există evaluări
- Pneumatic Auto Feed Sheet Cutting MachineDocument5 paginiPneumatic Auto Feed Sheet Cutting MachineVigneshwaran Srinivasan100% (1)
- 4363 111 Machine Design IDocument6 pagini4363 111 Machine Design Iyogesh_b_k100% (2)
- Bending and DrawingDocument14 paginiBending and DrawingStelwin FernandezÎncă nu există evaluări
- Manufacturing EngineeringDocument70 paginiManufacturing EngineeringPRINCE RAJÎncă nu există evaluări
- Final Project Report 2017Document31 paginiFinal Project Report 2017Imran Sattar BhattiÎncă nu există evaluări
- Forging Die Design Calculations PDF FreeDocument3 paginiForging Die Design Calculations PDF FreeRamanÎncă nu există evaluări
- P-H Diagram R22Document2 paginiP-H Diagram R22SaifAdamz's100% (1)
- Lecture Solidworks SheetmetalDocument33 paginiLecture Solidworks SheetmetalKhairul Hakimi MohamadÎncă nu există evaluări
- MP SheetMetal PDFDocument48 paginiMP SheetMetal PDFNhan LeÎncă nu există evaluări
- SolidWorks Plastics Simulation Training Handout (140527) PDFDocument6 paginiSolidWorks Plastics Simulation Training Handout (140527) PDFScott RichardsonÎncă nu există evaluări
- Manufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFDocument618 paginiManufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFp KumarÎncă nu există evaluări
- Report FEADocument15 paginiReport FEAamuÎncă nu există evaluări
- Design and Fabrication of Spur Gear Cutting Attachment For Lathe MachineDocument10 paginiDesign and Fabrication of Spur Gear Cutting Attachment For Lathe MachineIJRASETPublicationsÎncă nu există evaluări
- 2010 PBT e InternetDocument20 pagini2010 PBT e InternetMohammed RiyazÎncă nu există evaluări
- Overview Rubber ProcessDocument36 paginiOverview Rubber ProcessYudoWijayantoÎncă nu există evaluări
- Term Paper On Gear Manufacturing TechnologyDocument8 paginiTerm Paper On Gear Manufacturing Technologyafmzvaeeowzqyv100% (1)
- Modelling and Simulation of The Roll Forming Process: LicentiatethesisDocument65 paginiModelling and Simulation of The Roll Forming Process: LicentiatethesisMarco CruzÎncă nu există evaluări
- Ieee Chapter 2Document7 paginiIeee Chapter 2Apple DocasaoÎncă nu există evaluări
- 2014 FSAE Rules Clarifications and ExamplesDocument22 pagini2014 FSAE Rules Clarifications and ExamplesHenrique AlmeidaÎncă nu există evaluări
- Short Course Brasil 2007Document190 paginiShort Course Brasil 2007gio_flores_4Încă nu există evaluări
- Vehicle AerodynamicsDocument31 paginiVehicle AerodynamicsNimisha Singh100% (1)
- AerodynamicsDocument76 paginiAerodynamicsgio_flores_4100% (3)
- 2012 Formula SAE Final ReportDocument119 pagini2012 Formula SAE Final ReportArel Sepur Keong100% (1)
- 2013 Aerodynamics Part IDocument4 pagini2013 Aerodynamics Part Igio_flores_4Încă nu există evaluări
- 2013 Aerodynamics Part IDocument4 pagini2013 Aerodynamics Part Igio_flores_4Încă nu există evaluări
- Fly Better Book 1Document347 paginiFly Better Book 1Abhimanyu Tyagi100% (1)
- Vehicle AerodynamicsDocument31 paginiVehicle AerodynamicsNimisha Singh100% (1)
- Vehicle AerodynamicsDocument31 paginiVehicle AerodynamicsNimisha Singh100% (1)
- Chassis Design, Analysis and Testing of A Formula Sae Car ChassisDocument18 paginiChassis Design, Analysis and Testing of A Formula Sae Car ChassisSarvesh Kolekar100% (1)
- Atlas 4140Document3 paginiAtlas 4140gio_flores_4Încă nu există evaluări
- Tese Do GuarroDocument40 paginiTese Do GuarroGabriel Klein LunkesÎncă nu există evaluări
- Fly Better Book 1Document347 paginiFly Better Book 1Abhimanyu Tyagi100% (1)
- Stress Strain DaigramDocument7 paginiStress Strain DaigramSai PrithviÎncă nu există evaluări
- Static and Kinetic Friction CoefficientsDocument6 paginiStatic and Kinetic Friction Coefficientsgio_flores_4Încă nu există evaluări
- Vehicle AerodynamicsDocument31 paginiVehicle AerodynamicsNimisha Singh100% (1)
- 3 Blade StructureDocument16 pagini3 Blade StructureVenkata RamanaÎncă nu există evaluări
- Powertrain PDFDocument6 paginiPowertrain PDFgio_flores_4100% (1)
- Facts and Myths PDFDocument7 paginiFacts and Myths PDFgio_flores_4Încă nu există evaluări
- RacecarDocument154 paginiRacecargio_flores_4100% (2)
- Bicicleta InteligenteDocument16 paginiBicicleta Inteligentegio_flores_4Încă nu există evaluări
- AA V2 I4 Analyzing Viscoelastic MaterialsDocument2 paginiAA V2 I4 Analyzing Viscoelastic MaterialsimenrdsÎncă nu există evaluări
- TM MAC (60Hz) 2011 PDFDocument28 paginiTM MAC (60Hz) 2011 PDFgio_flores_4Încă nu există evaluări
- ANSYS Advantage V1 I1 2007Document68 paginiANSYS Advantage V1 I1 2007j_c_garcia_dÎncă nu există evaluări
- How To Write A ThesisDocument33 paginiHow To Write A ThesisA Roy100% (27)
- Art of War For DatingDocument29 paginiArt of War For Datingjhe04Încă nu există evaluări
- TOEFL Study Guide ListeningDocument89 paginiTOEFL Study Guide Listeninggio_flores_4Încă nu există evaluări
- CCTV Fdas Sprinkler Biometrics Access Control Web Development PabxDocument2 paginiCCTV Fdas Sprinkler Biometrics Access Control Web Development PabxKris Larine Orillo-DavisÎncă nu există evaluări
- Logistics & SCM SyllabusDocument1 paginăLogistics & SCM SyllabusVignesh KhannaÎncă nu există evaluări
- Ubidots MQTT Broker - Ubidots Help CenterDocument7 paginiUbidots MQTT Broker - Ubidots Help CenterMiguel Garcia OchoaÎncă nu există evaluări
- Dcit 26 ReviewerDocument8 paginiDcit 26 ReviewerHunter KurusakiÎncă nu există evaluări
- Diagnostic Trouble Codes (DTC) : DTC P281 O Solenoid G ElectricalDocument5 paginiDiagnostic Trouble Codes (DTC) : DTC P281 O Solenoid G Electricalluis eduardo corzo enriquezÎncă nu există evaluări
- GCMS Clarus600 Gde Turbomass Gcms SoftwareusersguideDocument796 paginiGCMS Clarus600 Gde Turbomass Gcms SoftwareusersguidesuhaibÎncă nu există evaluări
- Project UMOJA AR/VR Gaming Framework: AR Game Development Wearable Accelerometer Prototype (x3) Marketing and PR FundingDocument1 paginăProject UMOJA AR/VR Gaming Framework: AR Game Development Wearable Accelerometer Prototype (x3) Marketing and PR FundingAston WalkerÎncă nu există evaluări
- IoT Based Health Monitoring System@Document17 paginiIoT Based Health Monitoring System@atikpÎncă nu există evaluări
- Leave Management System 2021Document43 paginiLeave Management System 2021Happy chishala67% (3)
- SfaDocument16 paginiSfabj3326Încă nu există evaluări
- HuaweiDocument5 paginiHuaweisdmitarÎncă nu există evaluări
- A'zsa T. JohnsonDocument2 paginiA'zsa T. Johnsonapi-388488909Încă nu există evaluări
- Ansys CommandsDocument1.928 paginiAnsys Commandsmsb78Încă nu există evaluări
- BRSM Form 009 Qms MDD - TJDocument15 paginiBRSM Form 009 Qms MDD - TJAnonymous q8lh3fldWMÎncă nu există evaluări
- Review Problems SolutionsDocument6 paginiReview Problems SolutionsDimitrios PanaÎncă nu există evaluări
- Fados9f1 User ManualDocument112 paginiFados9f1 User Manualmetanirvana100% (1)
- Module 3-Lesson 4Document6 paginiModule 3-Lesson 4Kel LumawanÎncă nu există evaluări
- TR400 Tachometer ES400 Rev F 111813Document2 paginiTR400 Tachometer ES400 Rev F 111813Juan GalvesÎncă nu există evaluări
- ODIN + Remote Flashing - S21 G996BDocument14 paginiODIN + Remote Flashing - S21 G996BMark CruzÎncă nu există evaluări
- Forex InsiderDocument17 paginiForex InsiderLewis LowÎncă nu există evaluări
- CCNPv7 TSHOOT Lab4 2 Mixed Layer 2 3 Connectivity StudentDocument13 paginiCCNPv7 TSHOOT Lab4 2 Mixed Layer 2 3 Connectivity StudentPeter Ndungu0% (2)
- Transistor DesignDocument51 paginiTransistor DesignJohn GentileÎncă nu există evaluări
- Cloud Computing Book (2017-Regulation) PDF-1-89 Unit - I & IIDocument89 paginiCloud Computing Book (2017-Regulation) PDF-1-89 Unit - I & IIVishnu Kumar KumarÎncă nu există evaluări
- 90 Blue Plus ProgrammingDocument2 pagini90 Blue Plus ProgrammingDaniel TaradaciucÎncă nu există evaluări
- Handwritten Text Recognition Using Deep LearningDocument13 paginiHandwritten Text Recognition Using Deep LearningHarini MurugananthamÎncă nu există evaluări
- First Term AY 2023 2024 SEF - Scholarship Encoding FormDocument1 paginăFirst Term AY 2023 2024 SEF - Scholarship Encoding FormAsh AbanillaÎncă nu există evaluări
- How Robots and AI Are Creating The 21stDocument3 paginiHow Robots and AI Are Creating The 21stHung DoÎncă nu există evaluări
- Spotify Vs Wynk MusicDocument18 paginiSpotify Vs Wynk MusicBoopathi KalaiÎncă nu există evaluări
- Ring and Johnson CounterDocument5 paginiRing and Johnson CounterkrsekarÎncă nu există evaluări
- Hidden Road Parnters - Escalation EngineerDocument2 paginiHidden Road Parnters - Escalation EngineerCipriola CipÎncă nu există evaluări