S-ar putea să vă placă și
- Module 5Document55 paginiModule 5Rajveer FandanÎncă nu există evaluări
- Format For Thesis of IIT BombayDocument12 paginiFormat For Thesis of IIT BombaysummerraoÎncă nu există evaluări
- Octave Linux InstructionsDocument1 paginăOctave Linux InstructionsRajveer FandanÎncă nu există evaluări
- 1 s2.0 S0167931707002286 MainDocument4 pagini1 s2.0 S0167931707002286 MainRajveer FandanÎncă nu există evaluări
- Seminar ListDocument1 paginăSeminar ListRajveer FandanÎncă nu există evaluări
- Module 4Document67 paginiModule 4Rajveer FandanÎncă nu există evaluări
- Seminar ListDocument1 paginăSeminar ListRajveer FandanÎncă nu există evaluări
- Octave Linux InstructionsDocument1 paginăOctave Linux InstructionsRajveer FandanÎncă nu există evaluări
- Serial KeyDocument1 paginăSerial KeyRajveer FandanÎncă nu există evaluări
- Prof. K. Narasimhan: Case Study Report OnDocument8 paginiProf. K. Narasimhan: Case Study Report OnRajveer FandanÎncă nu există evaluări
- Octave Linux InstructionsDocument1 paginăOctave Linux InstructionsRajveer FandanÎncă nu există evaluări
- Octave Linux InstructionsDocument1 paginăOctave Linux InstructionsRajveer FandanÎncă nu există evaluări
- Quiz1 98Document2 paginiQuiz1 98Rajveer FandanÎncă nu există evaluări
- DiffusionDocument12 paginiDiffusionRajveer FandanÎncă nu există evaluări
- BisectorDocument3 paginiBisectorRajveer FandanÎncă nu există evaluări
- Schrodinger: A Wave Equation For Electrons: WavefunctionDocument6 paginiSchrodinger: A Wave Equation For Electrons: WavefunctionRajveer FandanÎncă nu există evaluări
- JP 806791 SDocument17 paginiJP 806791 Ssofsof79Încă nu există evaluări
- Prepaid Energy MeterDocument2 paginiPrepaid Energy MeterRajveer FandanÎncă nu există evaluări
- 88.automatic Power Failure Indication System For Domestic and Commercial UseDocument5 pagini88.automatic Power Failure Indication System For Domestic and Commercial UseRajveer Fandan100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Thermodynamics ProblemDocument2 paginiThermodynamics ProblemRajveer Fandan100% (1)
- Rubber TireDocument5 paginiRubber TireRajveer FandanÎncă nu există evaluări
- P + P P P: Gi I Gi 2 I Gi IDocument5 paginiP + P P P: Gi I Gi 2 I Gi IRajveer FandanÎncă nu există evaluări
- Thomson Invented The World's First Pneumatic Tyres in 1845. They Consisted of Rubber Tubes FilledDocument2 paginiThomson Invented The World's First Pneumatic Tyres in 1845. They Consisted of Rubber Tubes FilledRajveer Fandan100% (1)
- TPS ReportDocument39 paginiTPS ReportRajveer FandanÎncă nu există evaluări
- M A PscschemeDocument2 paginiM A PscschemeRajveer FandanÎncă nu există evaluări
- 195 Q554 AChallanDocument1 pagină195 Q554 AChallanVasudevan SubramaniyanÎncă nu există evaluări
- 3 A High Performance Induction Motor Drive SystemDocument2 pagini3 A High Performance Induction Motor Drive SystemMachiraju ViswanathÎncă nu există evaluări
- Makeup Test: All Independence Day HMCTDocument7 paginiMakeup Test: All Independence Day HMCTRajveer FandanÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- 730 UlfmDocument4 pagini730 UlfmTobias Alberto Gonzalez PeresÎncă nu există evaluări
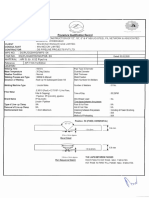
- PQR 3Document2 paginiPQR 3Mecon HyderabadÎncă nu există evaluări
- Komet Dihart Reamax TS: Modular Reaming SystemDocument8 paginiKomet Dihart Reamax TS: Modular Reaming SystemLuis LopezÎncă nu există evaluări
- Study of Uplift Pressure Effect in Roller Compacted Concrete Gravity DamDocument18 paginiStudy of Uplift Pressure Effect in Roller Compacted Concrete Gravity DamMAZIGHI0% (1)
- LS-PL-Anchors-CDA 2010Document14 paginiLS-PL-Anchors-CDA 2010EmÎncă nu există evaluări
- ST10093481 Chantelle Langenhoven BCON ProjectDocument38 paginiST10093481 Chantelle Langenhoven BCON ProjectChantelle LangenhovenÎncă nu există evaluări
- EagleBurgmann - DMS - MSE - E7 - PDF - Cnetic CouplingsDocument10 paginiEagleBurgmann - DMS - MSE - E7 - PDF - Cnetic Couplingsdavid leeÎncă nu există evaluări
- B GH I Ea: CJC DesorberDocument6 paginiB GH I Ea: CJC DesorberKarim Ahmed El SayedÎncă nu există evaluări
- Introduction To Polyurethane!: Chemistry and Structure-Property RelationshipsDocument31 paginiIntroduction To Polyurethane!: Chemistry and Structure-Property RelationshipsMohammed ShaabanÎncă nu există evaluări
- Proofex Torchseal 3P and 4PDocument2 paginiProofex Torchseal 3P and 4PSAKUÎncă nu există evaluări
- Folded Plate StructureDocument4 paginiFolded Plate StructureSonal Sharma50% (2)
- Quality Control Answer Key-RED PACOPDocument26 paginiQuality Control Answer Key-RED PACOPMelbhon Fabro RamosÎncă nu există evaluări
- 2nd Summative Test Earth and LifeDocument3 pagini2nd Summative Test Earth and LifeJarven SaguinÎncă nu există evaluări
- ABS Submersible Mixer RW 200, 50HzDocument2 paginiABS Submersible Mixer RW 200, 50Hzalisya.blwsÎncă nu există evaluări
- Test For CARBOHYDRATESDocument7 paginiTest For CARBOHYDRATESSoham N100% (2)
- Chelating AgentDocument13 paginiChelating AgentHiba MusthafaÎncă nu există evaluări
- Reference - PIM-SU-3541-D - HydrotestDocument14 paginiReference - PIM-SU-3541-D - Hydrotestaslam.ambÎncă nu există evaluări
- En 10008Document40 paginiEn 10008TaTi Roecker100% (1)
- FVFVFVFCCCDocument2 paginiFVFVFVFCCCKarina HuamaníÎncă nu există evaluări
- En 13811Document12 paginiEn 13811Dule JovanovicÎncă nu există evaluări
- Page From 651Document1 paginăPage From 651palanaruvaÎncă nu există evaluări
- Defects of Bricks: 2. Defects Due To FungiDocument1 paginăDefects of Bricks: 2. Defects Due To FungiRayÎncă nu există evaluări
- Welding Lectures 5-7 PDFDocument83 paginiWelding Lectures 5-7 PDFSwaraj PrakashÎncă nu există evaluări
- Volumetric CalculationsDocument9 paginiVolumetric CalculationsFuad MohamedÎncă nu există evaluări
- Bond of Deformed Bars To Concrete: Effects of Confinement and Strength of ConcreteDocument6 paginiBond of Deformed Bars To Concrete: Effects of Confinement and Strength of ConcreteMarimuthu Kaliyamoorthy100% (1)
- Zisman-Contact AngleDocument51 paginiZisman-Contact AnglethuronÎncă nu există evaluări
- Apollo 13 PaperDocument3 paginiApollo 13 PaperRoberto CTÎncă nu există evaluări
- Loctite 401™: Technical Data SheetDocument3 paginiLoctite 401™: Technical Data Sheetehsan100% (1)
- Convection: Cooling TowersDocument11 paginiConvection: Cooling Towersantolincy6706Încă nu există evaluări
- Brochure Agro Green PDFDocument16 paginiBrochure Agro Green PDFLuís Felipe MinelloÎncă nu există evaluări