S-ar putea să vă placă și
- Ix+ 3. (WPQ) Welding Performance QualificationsDocument7 paginiIx+ 3. (WPQ) Welding Performance QualificationsAMAL VISHNUÎncă nu există evaluări
- Butt JointsDocument21 paginiButt JointsRaj1-23Încă nu există evaluări
- Approved Weld Procedure SpecificationsDocument38 paginiApproved Weld Procedure SpecificationsJohan0001Încă nu există evaluări
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 paginiNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosÎncă nu există evaluări
- SecVIII Div1 UW40Document2 paginiSecVIII Div1 UW40arianaseriÎncă nu există evaluări
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 paginăQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Încă nu există evaluări
- QW 442 A Number PDFDocument1 paginăQW 442 A Number PDFMadidj_2014Încă nu există evaluări
- QW-482 201.1Document2 paginiQW-482 201.1Barwin CruzÎncă nu există evaluări
- Interactive Form QW-485 PDFDocument1 paginăInteractive Form QW-485 PDFRama Krishna Reddy DonthireddyÎncă nu există evaluări
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 paginăD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1Încă nu există evaluări
- WPS ExampleDocument2 paginiWPS ExampleMarcio Jr.Încă nu există evaluări
- PQR REV. 2010a Interactive FormDocument2 paginiPQR REV. 2010a Interactive FormcosmicbunnyÎncă nu există evaluări
- Astm A179 PDFDocument1 paginăAstm A179 PDFgaminÎncă nu există evaluări
- NPCIL Tube Fitting SpecificationsDocument22 paginiNPCIL Tube Fitting Specificationssumant.c.singh1694100% (1)
- WPS Indosol 001 (ASME) RDocument2 paginiWPS Indosol 001 (ASME) RDoni HardiÎncă nu există evaluări
- B16 47 PDFDocument25 paginiB16 47 PDFSH1961Încă nu există evaluări
- A234A234M-15 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Service PDFDocument9 paginiA234A234M-15 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Service PDFRony YudaÎncă nu există evaluări
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDocument118 paginiTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenÎncă nu există evaluări
- WQT Form (ASME) 04-23Document1 paginăWQT Form (ASME) 04-23hanz bermejoÎncă nu există evaluări
- BPQ REV. 0 Interactive FormDocument2 paginiBPQ REV. 0 Interactive FormcosmicbunnyÎncă nu există evaluări
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 paginiWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanÎncă nu există evaluări
- API-1000-11 Rev 0Document3 paginiAPI-1000-11 Rev 0Mahesh MishraÎncă nu există evaluări
- WPS MCC 001 PDFDocument1 paginăWPS MCC 001 PDFNuwan RanaweeraÎncă nu există evaluări
- U1a - 735834Document2 paginiU1a - 735834Alex SimonÎncă nu există evaluări
- GMAWDocument12 paginiGMAWsushant47Încă nu există evaluări
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 paginăWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaÎncă nu există evaluări
- Astm A 234 A234m-15Document9 paginiAstm A 234 A234m-15Mohammed AliÎncă nu există evaluări
- OCS Prel WPS 007Document2 paginiOCS Prel WPS 007vinothÎncă nu există evaluări
- 177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQDocument4 pagini177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQMuhammad Fitransyah Syamsuar PutraÎncă nu există evaluări
- 2010 SECTION IX WPS FORMATDocument5 pagini2010 SECTION IX WPS FORMATAjay ChodankarÎncă nu există evaluări
- Esab Buddy TIG400iDocument2 paginiEsab Buddy TIG400iJeganeswaranÎncă nu există evaluări
- Qw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )Document2 paginiQw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )essnelsonÎncă nu există evaluări
- Asme Section IX - NewDocument70 paginiAsme Section IX - NewAnaswarps100% (2)
- Guide FOR Asme Review Teams FOR Review of Applicants FOR Asme Certificates of Authorization (A, M, PP, S, E, H, HLW, U, UM, U2, U3, PRT and T)Document16 paginiGuide FOR Asme Review Teams FOR Review of Applicants FOR Asme Certificates of Authorization (A, M, PP, S, E, H, HLW, U, UM, U2, U3, PRT and T)Adam GrajewskiÎncă nu există evaluări
- API Welding Procedure Specification PDFDocument3 paginiAPI Welding Procedure Specification PDFBob LeeÎncă nu există evaluări
- Madina Trading WPS No. 017Document12 paginiMadina Trading WPS No. 017MAT-LIONÎncă nu există evaluări
- Welding Procedure Specification For GTAWDocument9 paginiWelding Procedure Specification For GTAWraja reyhanÎncă nu există evaluări
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 paginiWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniÎncă nu există evaluări
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 paginiRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriÎncă nu există evaluări
- Wps Mig PDF FreeDocument3 paginiWps Mig PDF Freehanz bermejoÎncă nu există evaluări
- Structural Steel and Pipe Work ProcedureDocument5 paginiStructural Steel and Pipe Work ProcedureMohamed100% (2)
- Eco Solutions - Saving Resources, Creating ValueDocument17 paginiEco Solutions - Saving Resources, Creating ValueChayon MondalÎncă nu există evaluări
- Inspection & Test Plan: Dangote Oil Refinery CompanyDocument7 paginiInspection & Test Plan: Dangote Oil Refinery CompanyGowtham VenkatÎncă nu există evaluări
- Specification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsDocument19 paginiSpecification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsT arekiÎncă nu există evaluări
- PQR Editable SampleDocument2 paginiPQR Editable SampleKoya ThangalÎncă nu există evaluări
- ITP-format For VesselsDocument5 paginiITP-format For VesselsHanuman RaoÎncă nu există evaluări
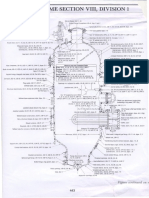
- Asme Guide For Sec Viii Div 1Document1 paginăAsme Guide For Sec Viii Div 1siddharth pawarÎncă nu există evaluări
- NDE Requirements for Header Box WeldsDocument9 paginiNDE Requirements for Header Box Weldsrony16novÎncă nu există evaluări
- PQR TipsDocument2 paginiPQR TipsWaqas WaqasÎncă nu există evaluări
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 paginiASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANÎncă nu există evaluări
- ASME IX - How To Prepare A WPS! - Shipbuilding KnowledgeDocument3 paginiASME IX - How To Prepare A WPS! - Shipbuilding KnowledgeRamakrishnan AmbiSubbiahÎncă nu există evaluări
- CHG 55B2Document1 paginăCHG 55B2Nhien ManÎncă nu există evaluări
- Summary Fcaw-4Document4 paginiSummary Fcaw-4Boonnak AmornvuthivornÎncă nu există evaluări
- AECOM ASME PQR for SA-516 Pipe WeldsDocument3 paginiAECOM ASME PQR for SA-516 Pipe Weldscorey jacobsÎncă nu există evaluări
- PQR WPS Procedure Qualification Record WeldingDocument12 paginiPQR WPS Procedure Qualification Record Weldingckkashyap0007Încă nu există evaluări
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Document15 paginiFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaÎncă nu există evaluări
- 03 WPS CS 1Document3 pagini03 WPS CS 1mohammadÎncă nu există evaluări
- Asme Ix PT QB Article Xi QB 100 Brazing General RequirementsDocument5 paginiAsme Ix PT QB Article Xi QB 100 Brazing General RequirementsGabriel Giampietro de AndradeÎncă nu există evaluări
- ASME BPVC 2023 Sect IX - BrazinDocument40 paginiASME BPVC 2023 Sect IX - BrazinJose Adrian Hernandez HernandezÎncă nu există evaluări
- Hyatt Walkway CollapseDocument377 paginiHyatt Walkway CollapsePygamosÎncă nu există evaluări
- Random Access Procedure (RACH)Document9 paginiRandom Access Procedure (RACH)Satyabrata NayakÎncă nu există evaluări
- ANSI-ISA-75.08.02-2003 - Face-to-Face Dimensions For Flangeless Control Valves (Classes 150, 300, and 600)Document16 paginiANSI-ISA-75.08.02-2003 - Face-to-Face Dimensions For Flangeless Control Valves (Classes 150, 300, and 600)lionking1Încă nu există evaluări
- Yale Quick Open ClosuresDocument12 paginiYale Quick Open ClosuresEdison CantuñaÎncă nu există evaluări
- W3 School HTMLDocument23 paginiW3 School HTMLAmrit50% (2)
- Grand Stream-IP Phone-Config ManualDocument8 paginiGrand Stream-IP Phone-Config ManualRavi Kumar LankeÎncă nu există evaluări
- Pdvsa: Engineering Design ManualDocument7 paginiPdvsa: Engineering Design ManualRafael GarciaÎncă nu există evaluări
- Data Entry Methods CDocument28 paginiData Entry Methods Capi-381097667% (3)
- Sizing Genset Project 1 - MTU 6R0113 DS180 - 431CSL6208 - 50°C (122°F) - 20180328143403Document2 paginiSizing Genset Project 1 - MTU 6R0113 DS180 - 431CSL6208 - 50°C (122°F) - 20180328143403lunikmirÎncă nu există evaluări
- B.tech MDU Syllabus (CSE) 3yr "F" SchemeDocument24 paginiB.tech MDU Syllabus (CSE) 3yr "F" SchemebtechkarloÎncă nu există evaluări
- ProdCat Tables 3-5Document56 paginiProdCat Tables 3-5محمود علي الخطيبÎncă nu există evaluări
- Owner's Manual Manuel D'utilisation BedienungsanleitungDocument35 paginiOwner's Manual Manuel D'utilisation Bedienungsanleitungcostelo63Încă nu există evaluări
- DOORS DXL - Adventures in Microsoft OLE AutomationDocument32 paginiDOORS DXL - Adventures in Microsoft OLE AutomationLuci OpreaÎncă nu există evaluări
- How To - Solving Power Issues - Power - ConfDocument2 paginiHow To - Solving Power Issues - Power - ConfrejnanÎncă nu există evaluări
- Asme B56.1Document88 paginiAsme B56.1Ana María FernándezÎncă nu există evaluări
- Repetition Structures in ProgrammingDocument39 paginiRepetition Structures in ProgrammingChia Hong ChaoÎncă nu există evaluări
- Webdesigning Training Report c1Document37 paginiWebdesigning Training Report c1raginiÎncă nu există evaluări
- Crane 3s User Guide - EsDocument38 paginiCrane 3s User Guide - Eseudisangel14Încă nu există evaluări
- 04-ANNEXURE-01-ECBC 2017 (Mandatory Requirements) - For Electrical ConsultantDocument18 pagini04-ANNEXURE-01-ECBC 2017 (Mandatory Requirements) - For Electrical Consultantyuva_86Încă nu există evaluări
- AMEEncoding Error LogDocument2 paginiAMEEncoding Error LogGómez Dávila Diego AlejandroÎncă nu există evaluări
- Industrial Series BrochureDocument16 paginiIndustrial Series BrochureLitarmjÎncă nu există evaluări
- Ditch Witch PR100 ManualDocument107 paginiDitch Witch PR100 ManualPablo Cesar PanessoÎncă nu există evaluări
- Tso C219Document15 paginiTso C219rdpereirÎncă nu există evaluări
- Patent Application Publication: (19) United StatesDocument82 paginiPatent Application Publication: (19) United StatesGek CagatanÎncă nu există evaluări
- Load Restraint GuideDocument290 paginiLoad Restraint GuideSebastian ZarzyckiÎncă nu există evaluări
- 11 12 33 - Parking Gates Under 20 Feet - Magnetic AutomationDocument4 pagini11 12 33 - Parking Gates Under 20 Feet - Magnetic Automationmuayyad_jumahÎncă nu există evaluări
- PDF 2 SD Control Ts97Document32 paginiPDF 2 SD Control Ts97Ehab KamalÎncă nu există evaluări
- JNCIA SyllabusDocument2 paginiJNCIA SyllabusAshish KhairnarÎncă nu există evaluări
- SCOFFOLD CERT GUIDEDocument9 paginiSCOFFOLD CERT GUIDEFrancis Reyes100% (6)