S-ar putea să vă placă și
- Training Course Rig ElectricianDocument630 paginiTraining Course Rig ElectricianJurid Ismailaj91% (11)
- Southern Marine Engineering Desk Reference: Second Edition Volume IiDe la EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiÎncă nu există evaluări
- Donny’S Unauthorized Technical Guide to Harley-Davidson, 1936 to Present: Volume Iv: Performancing the EvolutionDe la EverandDonny’S Unauthorized Technical Guide to Harley-Davidson, 1936 to Present: Volume Iv: Performancing the EvolutionEvaluare: 4 din 5 stele4/5 (1)
- Motors and DrivesDocument27 paginiMotors and DrivessifuszÎncă nu există evaluări
- Synchronous MotorDocument16 paginiSynchronous MotorAnand Raman100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 01 DDTrainingMotorsUpdatedDec2010 KWXDocument82 pagini01 DDTrainingMotorsUpdatedDec2010 KWXMohamed Ahmed AlyÎncă nu există evaluări
- Stamford AC Generator Fault Finding ManualDocument29 paginiStamford AC Generator Fault Finding Manual3efooÎncă nu există evaluări
- Pathfinder Motor HandbookDocument83 paginiPathfinder Motor Handbookchristianyankel100% (3)
- 1 Magnetic-Drive-PumpsDocument19 pagini1 Magnetic-Drive-PumpsMuzammil PiyarjiÎncă nu există evaluări
- Design of Efficient Induction MotorsDocument43 paginiDesign of Efficient Induction MotorsVivek Pawar83% (6)
- Steam Turbine Rotor CrackDocument11 paginiSteam Turbine Rotor Crackpoloko7100% (1)
- AC Motors, Motor Control and Motor ProtectionDocument25 paginiAC Motors, Motor Control and Motor Protectionwira eka0% (1)
- Experience With Torsional Vibration at Reciprocating CompressorsDocument14 paginiExperience With Torsional Vibration at Reciprocating CompressorsÏmŗäņPŗïņċëÎncă nu există evaluări
- Vibrations in Steam TurbinesDocument11 paginiVibrations in Steam TurbinesAnudeep Chittluri100% (1)
- ASHRAE Paper-Shaft Grounding-A Solution To Motor Bearing CurrentsDocument6 paginiASHRAE Paper-Shaft Grounding-A Solution To Motor Bearing CurrentsLaplaceFourierÎncă nu există evaluări
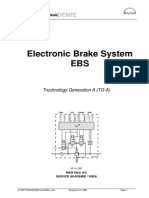
- EBS eDocument92 paginiEBS eIan Muhammad67% (3)
- Fuel System D28Document4 paginiFuel System D28Ian MuhammadÎncă nu există evaluări
- A6vm HDDocument1 paginăA6vm HDEng-Mohammed Salem100% (1)
- Steam Turbine Rotor Vibration FailuresDocument8 paginiSteam Turbine Rotor Vibration Failuressevero97Încă nu există evaluări
- Study of a reluctance magnetic gearbox for energy storage system applicationDe la EverandStudy of a reluctance magnetic gearbox for energy storage system applicationEvaluare: 1 din 5 stele1/5 (1)
- Differential Expansion of Steam Turbine GeneratorsDocument4 paginiDifferential Expansion of Steam Turbine GeneratorsJurun_Bidanshi100% (1)
- Nagoor Kani Control SystemsDocument209 paginiNagoor Kani Control SystemsAnonymous eWMnRr70q71% (35)
- Steam Turbine Rotor Vibration FailuresDocument8 paginiSteam Turbine Rotor Vibration Failureskanbouch100% (1)
- VISCOSITY CLASSIFICATION GUIDE FOR INDUSTRIAL LUBRICANTSDocument8 paginiVISCOSITY CLASSIFICATION GUIDE FOR INDUSTRIAL LUBRICANTSFrancisco TipanÎncă nu există evaluări
- PUMP SHAFT DEFLECTION EXPLAINEDDocument3 paginiPUMP SHAFT DEFLECTION EXPLAINEDMine RHÎncă nu există evaluări
- Paper - Stator Life of A Positive Displacement Down-Hole Drilling Motor - Por Majid S. Delpassand R&M Energy SystemsDocument11 paginiPaper - Stator Life of A Positive Displacement Down-Hole Drilling Motor - Por Majid S. Delpassand R&M Energy SystemsJuanÎncă nu există evaluări
- Deep Bar and Double Cage 010223Document20 paginiDeep Bar and Double Cage 010223Debankan ChatterjeeÎncă nu există evaluări
- Pebn009 Sizing of Electrical Machines PDFDocument2 paginiPebn009 Sizing of Electrical Machines PDFvishiwizardÎncă nu există evaluări
- Scim Design and PerformanceDocument12 paginiScim Design and PerformanceLilanda RichardsÎncă nu există evaluări
- Turbine Motor For Coiled Tubing ApplicationsDocument8 paginiTurbine Motor For Coiled Tubing ApplicationsEspion BenÎncă nu există evaluări
- Effect of PWM Inverters on AC Motor BearingsDocument10 paginiEffect of PWM Inverters on AC Motor BearingsHelder de PaulaÎncă nu există evaluări
- CAEA Windage Loss Reduction WhitepaperDocument7 paginiCAEA Windage Loss Reduction WhitepaperrajnarayangÎncă nu există evaluări
- MOV Design BasisDocument18 paginiMOV Design Basisrieza_fÎncă nu există evaluări
- Passrucker Endversion Paper JournalDocument10 paginiPassrucker Endversion Paper JournalKirill GrebennikÎncă nu există evaluări
- Unit I Synchronous Reluctance MotorsDocument10 paginiUnit I Synchronous Reluctance MotorsLaxmikant BagaleÎncă nu există evaluări
- 3 Phase Induction Motor Speed Control Using PIC PDFDocument18 pagini3 Phase Induction Motor Speed Control Using PIC PDFAmmar Al-Kindy100% (2)
- The Power of Wear RingsDocument18 paginiThe Power of Wear RingsVinh Do ThanhÎncă nu există evaluări
- Coiled Tubing Motor Spec Sheets: Power That LastsDocument11 paginiCoiled Tubing Motor Spec Sheets: Power That LastsCarlos Lindsey AriasÎncă nu există evaluări
- 001 Bien KowskiDocument5 pagini001 Bien KowskikarnatisharathÎncă nu există evaluări
- Selection of Push-Pull SolenoidDocument5 paginiSelection of Push-Pull SolenoidPOOVENDHAN TÎncă nu există evaluări
- 44 42 56.03 - Vertical Turbine Pumps - Engineers Comments & SPCO Responses APPROVEDDocument306 pagini44 42 56.03 - Vertical Turbine Pumps - Engineers Comments & SPCO Responses APPROVEDspcoaustinÎncă nu există evaluări
- The essential role of the air gap in electric motors and generatorsDocument7 paginiThe essential role of the air gap in electric motors and generatorsAlfredo MedinaÎncă nu există evaluări
- A1 - Full Papers PS2 10741 2022Document7 paginiA1 - Full Papers PS2 10741 2022DmitryÎncă nu există evaluări
- Steam Turbine Rotor Vibration FailuresDocument10 paginiSteam Turbine Rotor Vibration FailuresTusar KoleÎncă nu există evaluări
- Ee2403-Special Electrical Machines Unit I - Synchronous Reluctance Motor Synchronous Reluctance Motor ConstructionDocument8 paginiEe2403-Special Electrical Machines Unit I - Synchronous Reluctance Motor Synchronous Reluctance Motor ConstructionVijaya KumarÎncă nu există evaluări
- Understanding Induction MotorsDocument28 paginiUnderstanding Induction MotorsKimsairng CheaÎncă nu există evaluări
- Squirrel Cage Rotor TestingDocument26 paginiSquirrel Cage Rotor Testingpelom1Încă nu există evaluări
- The Power Wear RingDocument16 paginiThe Power Wear Ringpaola hernandezÎncă nu există evaluări
- 3 Phase ImDocument43 pagini3 Phase Imvibhash kumar dwivediÎncă nu există evaluări
- ED800Document8 paginiED800Mohamed TahounÎncă nu există evaluări
- Process-gas screw compressor mechanical featuresDocument2 paginiProcess-gas screw compressor mechanical featuresShashank Sudhakar PathakÎncă nu există evaluări
- 3-Phase Induction Motor CharacteristicsDocument26 pagini3-Phase Induction Motor CharacteristicskartheekvankadaraÎncă nu există evaluări
- Direct Drive Torque Motors Improve Machine Tool PerformanceDocument10 paginiDirect Drive Torque Motors Improve Machine Tool PerformanceHüseyin Murat PolaterÎncă nu există evaluări
- Progressing Cavity Pumping Systems: Cyclic HarmonicsDocument2 paginiProgressing Cavity Pumping Systems: Cyclic HarmonicsemmanuelÎncă nu există evaluări
- Motor Current Analysis and Its Applications in Induction Motor Fault DiagnosisDocument21 paginiMotor Current Analysis and Its Applications in Induction Motor Fault DiagnosisEbrahim JozariÎncă nu există evaluări
- Clutches and BrakesDocument10 paginiClutches and BrakesKhaloud Mahdi Al-JasmiÎncă nu există evaluări
- KenSaveth Failure AnalysisDocument28 paginiKenSaveth Failure AnalysisAnyone KnowingÎncă nu există evaluări
- KenSaveth Failure AnalysisDocument28 paginiKenSaveth Failure Analysisargentino_ar01Încă nu există evaluări
- 3-Phase Induction MotorDocument23 pagini3-Phase Induction MotorAshish Verma100% (1)
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeDe la EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeÎncă nu există evaluări
- Hybrid Systems Based on Solid Oxide Fuel Cells: Modelling and DesignDe la EverandHybrid Systems Based on Solid Oxide Fuel Cells: Modelling and DesignÎncă nu există evaluări
- Scania Heating & VentilationDocument36 paginiScania Heating & VentilationIan Muhammad0% (1)
- Effect of Engine Position (Full Paper)Document6 paginiEffect of Engine Position (Full Paper)bhavnamann1Încă nu există evaluări
- Onan DJC ManualDocument243 paginiOnan DJC Manualrop703406Încă nu există evaluări
- Ball Joint, Link Rod & Track Rod, Axial Play, CheckDocument3 paginiBall Joint, Link Rod & Track Rod, Axial Play, CheckIan Muhammad100% (1)
- Onan DJC ManualDocument243 paginiOnan DJC Manualrop703406Încă nu există evaluări
- FM Eqns2009Document2 paginiFM Eqns2009prt24Încă nu există evaluări
- The Geometry of The Moineau Pump: Jens GravesenDocument14 paginiThe Geometry of The Moineau Pump: Jens GravesenIan MuhammadÎncă nu există evaluări
- Piston DamagesDocument104 paginiPiston DamagesIan Muhammad100% (1)
- Hydraulic PumpDocument1 paginăHydraulic PumpIan Muhammad100% (2)
- Fix Displacement MotorDocument28 paginiFix Displacement MotorIan MuhammadÎncă nu există evaluări
- CFP06E (07) Motor CumminsDocument346 paginiCFP06E (07) Motor CumminsKenworth Nieto FelipeÎncă nu există evaluări
- NgteanDocument6 paginiNgteanIan MuhammadÎncă nu există evaluări
- Heat ExchangerDocument60 paginiHeat ExchangerIan MuhammadÎncă nu există evaluări