S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Basic Fabrication Process FlowchartDocument1 paginăBasic Fabrication Process FlowchartMorjhan MJ86% (29)
- MT Form Asme PDFDocument1 paginăMT Form Asme PDFTrung Tinh HoÎncă nu există evaluări
- BS 1449-2-1983-1999Document14 paginiBS 1449-2-1983-1999Saad AyubÎncă nu există evaluări
- Principle of LithographyDocument524 paginiPrinciple of LithographyNEMI CHAND SOOD50% (2)
- CNC ReportDocument39 paginiCNC Reportrasaiya69% (13)
- Mini DOJO ConceptDocument24 paginiMini DOJO ConceptMukesh Sharma Akshu100% (3)
- Financial Data Access With SQL, Excel & VBA: Guy YollinDocument50 paginiFinancial Data Access With SQL, Excel & VBA: Guy YollintraisimdoÎncă nu există evaluări
- Make Pinion Cutters Using LatheDocument19 paginiMake Pinion Cutters Using LatheBruno Delsupexhe100% (1)
- CE Marking GuideDocument74 paginiCE Marking Guiderrkishore0Încă nu există evaluări
- ErectionDocument55 paginiErectionAjay Sastry100% (7)
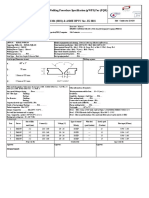
- Nisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)Document3 paginiNisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)pejman.imaniÎncă nu există evaluări
- Market Trends and Customers' Preference ProductsDocument3 paginiMarket Trends and Customers' Preference ProductsANGIELICA DELIZOÎncă nu există evaluări
- Tutorial Ms AccessDocument15 paginiTutorial Ms AccessIka NovitasariÎncă nu există evaluări
- Decl - Ordem Ate Nov.2014Document1 paginăDecl - Ordem Ate Nov.2014xxixxussÎncă nu există evaluări
- Payback Val TirDocument7 paginiPayback Val TirxxixxussÎncă nu există evaluări
- Floor plans A-B with rooms labeledDocument1 paginăFloor plans A-B with rooms labeledxxixxussÎncă nu există evaluări
- Fib 58 - Design of Anchorage in ConcreteDocument143 paginiFib 58 - Design of Anchorage in ConcreteNarcis SaiocÎncă nu există evaluări
- RccteDocument46 paginiRccteJorge JaneiroÎncă nu există evaluări
- Floor plans A-B with rooms labeledDocument1 paginăFloor plans A-B with rooms labeledxxixxussÎncă nu există evaluări
- Quadro Dim Coaxial ITEDDocument1 paginăQuadro Dim Coaxial ITEDxxixxussÎncă nu există evaluări
- RccteDocument46 paginiRccteJorge JaneiroÎncă nu există evaluări
- Activos TuristicosDocument29 paginiActivos TuristicosxxixxussÎncă nu există evaluări
- Less LossDocument4 paginiLess LossxxixxussÎncă nu există evaluări
- Structures Manual IntroductionDocument10 paginiStructures Manual IntroductionxxixxussÎncă nu există evaluări
- Speci Ca Ons, Mechanical Proper Es and Standards For WashersDocument1 paginăSpeci Ca Ons, Mechanical Proper Es and Standards For WashersxxixxussÎncă nu există evaluări
- Quality AssuranceDocument1 paginăQuality AssurancexxixxussÎncă nu există evaluări
- Specification NutsDocument1 paginăSpecification NutsxxixxussÎncă nu există evaluări
- The Lowest Cost Method of Properly Installing High Strength Fricon Grip / Preloaded BoltsDocument4 paginiThe Lowest Cost Method of Properly Installing High Strength Fricon Grip / Preloaded BoltsxxixxussÎncă nu există evaluări
- Quality AssuranceDocument1 paginăQuality AssurancexxixxussÎncă nu există evaluări
- 10 Reasons to Use Sustainable WoodDocument8 pagini10 Reasons to Use Sustainable WoodxxixxussÎncă nu există evaluări
- 103 S460 Customer InfoDocument3 pagini103 S460 Customer InfoxxixxussÎncă nu există evaluări
- Vigas Ijoist Floor SystemDocument36 paginiVigas Ijoist Floor SystemxxixxussÎncă nu există evaluări
- Grip TolDocument1 paginăGrip TolxxixxussÎncă nu există evaluări
- Carmo EstruturasDocument43 paginiCarmo EstruturasPedro SilvaÎncă nu există evaluări
- Green KoteDocument1 paginăGreen KotexxixxussÎncă nu există evaluări
- 101 Macalloy Tension Rod SystemDocument22 pagini101 Macalloy Tension Rod SystemxxixxussÎncă nu există evaluări
- Installation ProcedureDocument1 paginăInstallation ProcedurexxixxussÎncă nu există evaluări
- Soil and Foundation HandbookDocument202 paginiSoil and Foundation Handbookbakhtar10100% (1)
- Hitachi Seiki Operators ManualDocument3 paginiHitachi Seiki Operators ManualJaime carbajal0% (1)
- Technical Data Sheet and Strainer SpecificationsDocument31 paginiTechnical Data Sheet and Strainer SpecificationsAlexÎncă nu există evaluări
- Application Instructions: HempelDocument4 paginiApplication Instructions: HempelSharath ReddyÎncă nu există evaluări
- F20B'07Document71 paginiF20B'07GermanDarioRussoÎncă nu există evaluări
- Bob Hunt Sheeting WingDocument36 paginiBob Hunt Sheeting WingHeman Lee100% (2)
- A Duplex Stainless Steel 2205Document8 paginiA Duplex Stainless Steel 2205AboMuhmadSr.Încă nu există evaluări
- JJ104 Workshop Technology Chapter4 Drilling Drill BitsDocument24 paginiJJ104 Workshop Technology Chapter4 Drilling Drill BitsAh Tiang50% (2)
- Copper Mining and Its Alloys ProcessDocument7 paginiCopper Mining and Its Alloys ProcessBORUTO ANIMEZONEÎncă nu există evaluări
- Pylox Spray Paint: DescriptionDocument2 paginiPylox Spray Paint: DescriptionCipoel AdjaÎncă nu există evaluări
- Lab Report CyclohexeneDocument2 paginiLab Report CyclohexeneKatrina Markussen100% (1)
- Ugiweb 762845Document5 paginiUgiweb 762845Humza SulheriÎncă nu există evaluări
- Detail of Raw MaterialDocument3 paginiDetail of Raw MaterialjacksonÎncă nu există evaluări
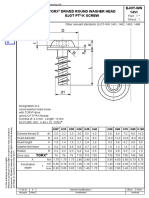
- Ejot WN-1451Document1 paginăEjot WN-1451Diogo DoiÎncă nu există evaluări
- Process Validation 1Document1 paginăProcess Validation 1tayyabÎncă nu există evaluări
- Midterm - Exam CHEM4012 2010 2011Document7 paginiMidterm - Exam CHEM4012 2010 2011Zezo AlÎncă nu există evaluări
- TDS Tam 355 Multipurpose Epoxy RedDocument2 paginiTDS Tam 355 Multipurpose Epoxy RedYudhi NapitupuluÎncă nu există evaluări
- Eu 01-6-0600Document4 paginiEu 01-6-0600Faiz FSÎncă nu există evaluări
- Hydrazines 113Document6 paginiHydrazines 113Shumani PharamelaÎncă nu există evaluări
- Klinger Spiral Wound Gaskets: Klingermaxiflex Mounting InstructionsDocument16 paginiKlinger Spiral Wound Gaskets: Klingermaxiflex Mounting InstructionsPutra Panca WardhanaÎncă nu există evaluări
- Las Smaw 9 - Q2 W3-4Document20 paginiLas Smaw 9 - Q2 W3-4Daryl TesoroÎncă nu există evaluări
- Extended Aeration SystemDocument5 paginiExtended Aeration SystemTajTajÎncă nu există evaluări