S-ar putea să vă placă și
- Applications of Ladder DiagramsDocument16 paginiApplications of Ladder DiagramsSundar SivamÎncă nu există evaluări
- Organisational ChangeDocument209 paginiOrganisational ChangeSasirekha89% (27)
- Rapid Prototyping Using 3-D WeldingDocument11 paginiRapid Prototyping Using 3-D WeldingSundar SivamÎncă nu există evaluări
- Mechanical Properties of Laser Welded Dual-Phase Steel JointsDocument117 paginiMechanical Properties of Laser Welded Dual-Phase Steel JointsSundar SivamÎncă nu există evaluări
- Sheetmetal FormingDocument158 paginiSheetmetal FormingSundar SivamÎncă nu există evaluări
- BustionDocument31 paginiBustionSundar SivamÎncă nu există evaluări
- 1Document27 pagini1Sundar SivamÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Piping ArticlesDocument187 paginiPiping Articlesdhanu1308Încă nu există evaluări
- Ansys Tutorial 3Document4 paginiAnsys Tutorial 3deathesÎncă nu există evaluări
- Concrete Material and MixtureDocument51 paginiConcrete Material and MixtureAina Aqilah100% (1)
- 100mm (4") BOREWELL Submersible Pumpsets: Genie SeriesDocument3 pagini100mm (4") BOREWELL Submersible Pumpsets: Genie SeriesPazhamalairajan KaliyaperumalÎncă nu există evaluări
- ASTM D4007 BS W by Centrifuge PDFDocument13 paginiASTM D4007 BS W by Centrifuge PDFRony AgistaÎncă nu există evaluări
- Process Engineering Toolkit SolutionsDocument71 paginiProcess Engineering Toolkit SolutionsTeymur RegenmaisterÎncă nu există evaluări
- Material Safety Data Sheet: Welding Alloys USA IncDocument4 paginiMaterial Safety Data Sheet: Welding Alloys USA IncShenny AldanaÎncă nu există evaluări
- Is 334Document9 paginiIs 334sbarwal9Încă nu există evaluări
- Ingersoll Rand Air Fi Ltration: E-Mail Sales@mbairsystems - Co.uk WWW - Mbairsystems.co - Uk WWW - Airwinch.co - UkDocument7 paginiIngersoll Rand Air Fi Ltration: E-Mail Sales@mbairsystems - Co.uk WWW - Mbairsystems.co - Uk WWW - Airwinch.co - Ukrodonganjaya22Încă nu există evaluări
- 14 Disperse Systems With AnswersDocument5 pagini14 Disperse Systems With AnswersPatricia Camryne Ambida100% (2)
- Module I Seminar Skor A Chemistry SPM 2010Document9 paginiModule I Seminar Skor A Chemistry SPM 2010Suriati Bt A RashidÎncă nu există evaluări
- Pentapharm Brochure (En) 3.17.14Document12 paginiPentapharm Brochure (En) 3.17.14imakantisÎncă nu există evaluări
- Dynapac - PL500TDocument370 paginiDynapac - PL500TFRÎncă nu există evaluări
- ZCS300 ManualDocument24 paginiZCS300 ManualFabricio BorgattaÎncă nu există evaluări
- Roles and Responsibilities of Plant Commissioning Rev 3Document16 paginiRoles and Responsibilities of Plant Commissioning Rev 3Chijioke ObiÎncă nu există evaluări
- AcryGuard TDS 2020Document3 paginiAcryGuard TDS 2020sarah magdyÎncă nu există evaluări
- Astm D 6634-01 (2006)Document14 paginiAstm D 6634-01 (2006)Luis Alberto CalisayaÎncă nu există evaluări
- Pararrayo CooperpowerDocument16 paginiPararrayo CooperpowerCristian AndresÎncă nu există evaluări
- Seamless VS Welded TubesDocument1 paginăSeamless VS Welded Tubeshirenkumar patelÎncă nu există evaluări
- ISO 1459 Hots Dip GalvanizingDocument4 paginiISO 1459 Hots Dip GalvanizingLe Van TamÎncă nu există evaluări
- Permanent Metal - Data - Sheet - AFP 1 209B NewDocument1 paginăPermanent Metal - Data - Sheet - AFP 1 209B NewSunnyÎncă nu există evaluări
- Astm A673Document4 paginiAstm A673gustavo aguilarÎncă nu există evaluări
- Quality Requirements New Format-06.04.13Document1 paginăQuality Requirements New Format-06.04.13beeyesyemÎncă nu există evaluări
- Focus On The Fundamentals of Shielded MV Power CableDocument3 paginiFocus On The Fundamentals of Shielded MV Power CableMrÎncă nu există evaluări
- Coupling Inspection SOP GSE FinalDocument11 paginiCoupling Inspection SOP GSE FinalPravin Kangne100% (1)
- PuneDocument564 paginiPuneANSHUMANÎncă nu există evaluări
- Separ Filter SWK-2000 Series: Improves Diesel Engine ReliabilityDocument2 paginiSepar Filter SWK-2000 Series: Improves Diesel Engine ReliabilityJoel AgbekponouÎncă nu există evaluări
- EE Lab Viva QuestionsDocument3 paginiEE Lab Viva QuestionsRamaswamy Koodalloor Parasuraman67% (3)
- New Company ProfileDocument14 paginiNew Company Profileanamika tripathiÎncă nu există evaluări
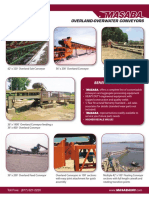
- MASABA Overland ConveyorDocument2 paginiMASABA Overland ConveyoraswarÎncă nu există evaluări