S-ar putea să vă placă și
- A New Convolutional Neural Network Based Data-Driven Fault Diagnosis MethodDocument9 paginiA New Convolutional Neural Network Based Data-Driven Fault Diagnosis Methodhachan100% (1)
- Early Fault Detection of Machine Tools Based On Deep Learning and Dynamic IdentificationDocument9 paginiEarly Fault Detection of Machine Tools Based On Deep Learning and Dynamic IdentificationBushra AbbasÎncă nu există evaluări
- FuzzyDocument343 paginiFuzzyHardik AgravattÎncă nu există evaluări
- Vibration Analysis & Condition Monitoring For Rotating Machines - A ReviewDocument6 paginiVibration Analysis & Condition Monitoring For Rotating Machines - A ReviewsebasmarinÎncă nu există evaluări
- ICML 2017 Conference BookDocument69 paginiICML 2017 Conference BookCHRISTHIAN9144390% (1)
- Chemistry Leuco DyesDocument312 paginiChemistry Leuco Dyeskarel470% (1)
- Advanced Condition MonitoringDocument4 paginiAdvanced Condition MonitoringmruizbarriosÎncă nu există evaluări
- Case Studies in Mechanical Systems and Signal ProcessingDocument11 paginiCase Studies in Mechanical Systems and Signal Processingtheerapat patkaewÎncă nu există evaluări
- Order TrackingDocument8 paginiOrder TrackingJuandeDios Huayllani DelgadoÎncă nu există evaluări
- (BS ISO 10814-1996) - Mechanical Vibration. Susceptibility and Sensitivity of Machines To Unbalance.Document20 pagini(BS ISO 10814-1996) - Mechanical Vibration. Susceptibility and Sensitivity of Machines To Unbalance.fitasmounirÎncă nu există evaluări
- Predictive Maintenance From Wine Cellars To 40,000ftDocument16 paginiPredictive Maintenance From Wine Cellars To 40,000ftAnonymous 9tJYscsÎncă nu există evaluări
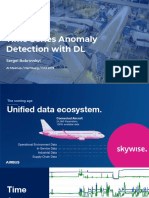
- Time Series Anomaly Detection With DLDocument18 paginiTime Series Anomaly Detection With DLAnonymous 9tJYscsÎncă nu există evaluări
- Lab 7.strain Gages With Labview.v2 PDFDocument11 paginiLab 7.strain Gages With Labview.v2 PDFPrasanna KumarÎncă nu există evaluări
- Automated Fault Diagnosis in Rotating MachineryDocument120 paginiAutomated Fault Diagnosis in Rotating Machinerymans2014Încă nu există evaluări
- Identification of Dynamic Systems, Theory and FormulationDocument138 paginiIdentification of Dynamic Systems, Theory and FormulationnohaycuentasÎncă nu există evaluări
- Intro To VA Terms & ConceptsDocument20 paginiIntro To VA Terms & ConceptsLe Thanh HaiÎncă nu există evaluări
- Bayesian Layers - A Module For Neural Network UncertaintyDocument10 paginiBayesian Layers - A Module For Neural Network UncertaintyIman ZÎncă nu există evaluări
- Waveform Generation MatlabDocument11 paginiWaveform Generation MatlabArmando CajahuaringaÎncă nu există evaluări
- Cepstrum Analysis and Gearbox Fault Diagnosis - Bruel and Kaer PDFDocument21 paginiCepstrum Analysis and Gearbox Fault Diagnosis - Bruel and Kaer PDFbackvlackoÎncă nu există evaluări
- Gearbox Vibration Analysis - Analysis Techniques: The Peril of Wall Chart' AnalystsDocument18 paginiGearbox Vibration Analysis - Analysis Techniques: The Peril of Wall Chart' AnalystsRICARDO OLIVEROÎncă nu există evaluări
- Properties and Calibration of Laboratory Standard MicrophonesDocument45 paginiProperties and Calibration of Laboratory Standard MicrophonesWon-young SeoÎncă nu există evaluări
- OrbitDocument5 paginiOrbitimranÎncă nu există evaluări
- Can Spreadsheet Solvers Solve Demanding Optimization Problems PDFDocument8 paginiCan Spreadsheet Solvers Solve Demanding Optimization Problems PDFDayang Radiah Awang BiakÎncă nu există evaluări
- Utilizing Peakvuetm Technology For Continuous Valve Health Monitoring On Reciprocating Compressors Csi Technologies en 39858Document4 paginiUtilizing Peakvuetm Technology For Continuous Valve Health Monitoring On Reciprocating Compressors Csi Technologies en 39858rigaribayÎncă nu există evaluări
- DWDM Unit-5Document52 paginiDWDM Unit-5Arun kumar SomaÎncă nu există evaluări
- Non Stationary SignalsDocument48 paginiNon Stationary SignalsJames Foot100% (1)
- Signal Processing For Effective Vibration AnalysisDocument11 paginiSignal Processing For Effective Vibration AnalysisMario Alfonso Zaragoza ZuñigaÎncă nu există evaluări
- Development of An Online Diagnostic System Software For GGSSTPP Power Station RoparDocument18 paginiDevelopment of An Online Diagnostic System Software For GGSSTPP Power Station RoparH100% (1)
- Anomaly Detection Using Vibration Analysis With Machine Learning Technology For Industrial IoT SystemDocument4 paginiAnomaly Detection Using Vibration Analysis With Machine Learning Technology For Industrial IoT SystemMathew ChackoÎncă nu există evaluări
- Python Tutorial - W3school2 PDFDocument131 paginiPython Tutorial - W3school2 PDFviru991Încă nu există evaluări
- Why Is The Remaining Useful Life Prediction UncertainDocument13 paginiWhy Is The Remaining Useful Life Prediction UncertainPradeep KunduÎncă nu există evaluări
- Calculating The RMS Energy of The FFT PDFDocument17 paginiCalculating The RMS Energy of The FFT PDFJim Bohni100% (1)
- Install GuideDocument39 paginiInstall GuidemtttusharÎncă nu există evaluări
- Diagrama de Bode: TE-455 - Circuitos Analógicos I Prof.: Marcus Vinicius LamarDocument3 paginiDiagrama de Bode: TE-455 - Circuitos Analógicos I Prof.: Marcus Vinicius LamarmottasampaioÎncă nu există evaluări
- Modal - Identification - IEEE revDE PDFDocument282 paginiModal - Identification - IEEE revDE PDFLuis AntonioÎncă nu există evaluări
- Application of Full Spectrum of Rotating Machinery DiagnosticsDocument5 paginiApplication of Full Spectrum of Rotating Machinery DiagnosticsMajid SattarÎncă nu există evaluări
- Technical Review 1961-3 (RUGOSIDAD)Document44 paginiTechnical Review 1961-3 (RUGOSIDAD)edwar_12Încă nu există evaluări
- Cálculo Tabulado de Valores de Magnitud y Fase de Un Diagrama de BodeDocument10 paginiCálculo Tabulado de Valores de Magnitud y Fase de Un Diagrama de BodeRoberto Domínguez GÎncă nu există evaluări
- Deep Learning Enabled Fault DiagnosisDocument18 paginiDeep Learning Enabled Fault DiagnosisNicolas Iturrieta BerriosÎncă nu există evaluări
- Article Overall Vibration Values For Reliable Wind Turbines PDFDocument4 paginiArticle Overall Vibration Values For Reliable Wind Turbines PDFrrÎncă nu există evaluări
- 3500 Galvanic IsolatorDocument36 pagini3500 Galvanic IsolatorAhmad Adel El TantawyÎncă nu există evaluări
- Unsupervised LearningDocument29 paginiUnsupervised LearningUddalak BanerjeeÎncă nu există evaluări
- Finial Report PDFDocument33 paginiFinial Report PDFdurgaÎncă nu există evaluări
- Mechanical Vibrations: Theory and ApplicationsDocument201 paginiMechanical Vibrations: Theory and ApplicationsKritimook RomsaengÎncă nu există evaluări
- TN 13 Omnitrend ShortcutsDocument2 paginiTN 13 Omnitrend ShortcutsBrtonÎncă nu există evaluări
- Week6 Matlab Fuzzy ExamplesDocument17 paginiWeek6 Matlab Fuzzy Examplesmekatronik_05Încă nu există evaluări
- Acceleration Amplitude Demodulation IN Predictive MaintenanceDocument8 paginiAcceleration Amplitude Demodulation IN Predictive MaintenanceronfrendÎncă nu există evaluări
- Edoc-Vibration Study and AnalysisDocument9 paginiEdoc-Vibration Study and AnalysisEl Comedor BenedictÎncă nu există evaluări
- Advanced Machinery Dynamics Course ContentDocument2 paginiAdvanced Machinery Dynamics Course ContentLe Thanh HaiÎncă nu există evaluări
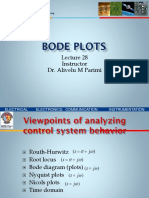
- Lecture 28 Bode Plots PDFDocument32 paginiLecture 28 Bode Plots PDFVEMIREDDY CHANDRA TEJÎncă nu există evaluări
- Basic Approach of 61400 - 25Document21 paginiBasic Approach of 61400 - 25Sam Devid Jero DuraisamyÎncă nu există evaluări
- Capacitive Sensors ActuatorsDocument55 paginiCapacitive Sensors ActuatorsVenkateshwaran AÎncă nu există evaluări
- Effective Use of Statistical Models To Establish and Update Vibration AlarmDocument11 paginiEffective Use of Statistical Models To Establish and Update Vibration AlarmMohammadreza GalebanÎncă nu există evaluări
- Artificial Intelligence For Fault Diagnosis of Rotating Machinery A ReviewDocument15 paginiArtificial Intelligence For Fault Diagnosis of Rotating Machinery A ReviewMarcos RamisÎncă nu există evaluări
- Vibration TroubleShooting GuideDocument0 paginiVibration TroubleShooting GuidekeepmoshingÎncă nu există evaluări
- 1 Online Monitoring of PPDocument13 pagini1 Online Monitoring of PPbhawnaÎncă nu există evaluări
- Structural Health MonitoringDe la EverandStructural Health MonitoringDaniel BalageasÎncă nu există evaluări
- Partial-Update Adaptive Signal Processing: Design Analysis and ImplementationDe la EverandPartial-Update Adaptive Signal Processing: Design Analysis and ImplementationÎncă nu există evaluări
- Predictive Maintenance Plan A Complete Guide - 2020 EditionDe la EverandPredictive Maintenance Plan A Complete Guide - 2020 EditionÎncă nu există evaluări
- Chapter 1 IntroDocument8 paginiChapter 1 IntroPrashant ChauhanÎncă nu există evaluări
- 3.entry Level Metric 100-150Document51 pagini3.entry Level Metric 100-150Prashant ChauhanÎncă nu există evaluări
- 3.entry Level Metric 100-150Document51 pagini3.entry Level Metric 100-150Prashant ChauhanÎncă nu există evaluări
- 5.basic Machinery Vibrations 8-9Document26 pagini5.basic Machinery Vibrations 8-9Prashant ChauhanÎncă nu există evaluări
- 1.entry Level Metric 1-50.Document50 pagini1.entry Level Metric 1-50.Prashant ChauhanÎncă nu există evaluări
- 2.entry Level Metric 51-100Document50 pagini2.entry Level Metric 51-100Prashant ChauhanÎncă nu există evaluări
- 5.bently Signal ProcessingDocument32 pagini5.bently Signal ProcessingPrashant ChauhanÎncă nu există evaluări
- 6.bently BalancingDocument32 pagini6.bently BalancingPrashant Chauhan100% (1)
- 3.basic Machinery Vibrations Ronald.L.elshman Ch-4Document41 pagini3.basic Machinery Vibrations Ronald.L.elshman Ch-4Prashant ChauhanÎncă nu există evaluări
- 5.basic Machinery Vibrations 8-9Document26 pagini5.basic Machinery Vibrations 8-9Prashant ChauhanÎncă nu există evaluări
- 2.basic Machinery Vibrations Ch-2-3pdfDocument34 pagini2.basic Machinery Vibrations Ch-2-3pdfPrashant ChauhanÎncă nu există evaluări
- 1.basic Machinery Vibrations Chapter-1Document26 pagini1.basic Machinery Vibrations Chapter-1Prashant ChauhanÎncă nu există evaluări
- DRG ch4Document33 paginiDRG ch4Muhammad Ashiqur Rahaman NoorÎncă nu există evaluări
- Concentration of SolutionsDocument32 paginiConcentration of SolutionsRaja Mohan Gopalakrishnan100% (2)
- Boakye Danquah Mphil Analytical Chemistry PG 1: THE 'Heart'' of Electronic Noses ' Chemosensors''Document21 paginiBoakye Danquah Mphil Analytical Chemistry PG 1: THE 'Heart'' of Electronic Noses ' Chemosensors''Alexander Appiah-KubiÎncă nu există evaluări
- Automatic Mains Change Over Switch For Ups.Document4 paginiAutomatic Mains Change Over Switch For Ups.Pooja BanÎncă nu există evaluări
- Ambit ManiforlDocument6 paginiAmbit Maniforlmd_taheriÎncă nu există evaluări
- Mounting Systems For Solar TechnologyDocument24 paginiMounting Systems For Solar TechnologyArianit ZeqiriÎncă nu există evaluări
- Module01 - AHPDocument18 paginiModule01 - AHPmia100% (1)
- Case Studies of Rehabilitation, Repair, Retrofitting, and Strengthening of StructuresDocument190 paginiCase Studies of Rehabilitation, Repair, Retrofitting, and Strengthening of StructuresAnca PuichitaÎncă nu există evaluări
- Engineering Materials CE-105: ConcreteDocument27 paginiEngineering Materials CE-105: Concretenasir khanÎncă nu există evaluări
- Manual Masina IndesitDocument72 paginiManual Masina Indesitdangb84roÎncă nu există evaluări
- A Study of Metro Manilas Public Transportation SeDocument19 paginiA Study of Metro Manilas Public Transportation Segundranken08Încă nu există evaluări
- Data Communication: By:Eng - Alaa I.HaniyDocument8 paginiData Communication: By:Eng - Alaa I.Haniypömo cÎncă nu există evaluări
- Segment RoutingDocument375 paginiSegment RoutinglillibithÎncă nu există evaluări
- Comp 1 2022 1 Ho ActivityDocument5 paginiComp 1 2022 1 Ho ActivityGintoki SakataÎncă nu există evaluări
- Ready To Use Therapeutic Food in RwandaDocument25 paginiReady To Use Therapeutic Food in RwandaKABERA RENEÎncă nu există evaluări
- 9702 w22 QP 36 PDFDocument16 pagini9702 w22 QP 36 PDFsangdeepÎncă nu există evaluări
- SH 60 TD enDocument98 paginiSH 60 TD enCésar David Pedroza DíazÎncă nu există evaluări
- Resultat 50 Infos - KrnageDocument1 paginăResultat 50 Infos - Krnagesarbalice39Încă nu există evaluări
- Trihedron TNB Frame PDFDocument43 paginiTrihedron TNB Frame PDFAneelaÎncă nu există evaluări
- Sapmm - Spro .Path SettingsDocument2 paginiSapmm - Spro .Path SettingsVijay AnandÎncă nu există evaluări
- Remote Terminal Viewer Software Release Note 1101192-A: © Foxboro Australia 2000 ACN 000 522 26Document16 paginiRemote Terminal Viewer Software Release Note 1101192-A: © Foxboro Australia 2000 ACN 000 522 26Mochamad EffendiÎncă nu există evaluări
- FOCSWATER.C Water Cooled Chiller - R134a - 2012!01!01Document15 paginiFOCSWATER.C Water Cooled Chiller - R134a - 2012!01!01ntt_121987Încă nu există evaluări
- API TutorialDocument22 paginiAPI TutorialKomarudinÎncă nu există evaluări
- Lasal: Laser Cutting SolutionsDocument4 paginiLasal: Laser Cutting SolutionsGeorge ZiovasÎncă nu există evaluări
- Lab Report Welding (SMAW) - FizaDocument13 paginiLab Report Welding (SMAW) - FizaCheng Yee71% (7)
- Holmium Laser - Fibers - Brochure - A4 - PB-006360 - Rev K - WebDocument4 paginiHolmium Laser - Fibers - Brochure - A4 - PB-006360 - Rev K - WebTigherMahÎncă nu există evaluări
- Chapter 1-Part 1: Half-Wave RectifiersDocument50 paginiChapter 1-Part 1: Half-Wave RectifiersWeehao SiowÎncă nu există evaluări
- No Load Test: ObjectiveDocument5 paginiNo Load Test: ObjectiveyashÎncă nu există evaluări
- Video Display DevicesDocument66 paginiVideo Display DevicesshabanaÎncă nu există evaluări