S-ar putea să vă placă și
- Curso MT Nivel IIDocument0 paginiCurso MT Nivel IIagrupacionam100% (2)
- Manual VT Nivel IiDocument48 paginiManual VT Nivel IiAndres Bermudez100% (2)
- Visual Testing Level I & II Rev. 2Document255 paginiVisual Testing Level I & II Rev. 2LEIDYÎncă nu există evaluări
- Inspeccion Visual1Document459 paginiInspeccion Visual1Franco Saenz Solis100% (2)
- Astm-E709-95 MT PDFDocument44 paginiAstm-E709-95 MT PDFclaudioÎncă nu există evaluări
- Particulas MagneticasDocument189 paginiParticulas MagneticasJOSE AGUILARÎncă nu există evaluări
- Manual de Liquidos PenetrantesDocument154 paginiManual de Liquidos Penetrantesorlando sepulvedaÎncă nu există evaluări
- Imende-Materiales y Procesos Metalurgicos.Document112 paginiImende-Materiales y Procesos Metalurgicos.Roberto Hernandez Gaspar100% (1)
- Manual Liquidos Penetrantes Nivel I y Ii 2022Document104 paginiManual Liquidos Penetrantes Nivel I y Ii 2022Teresa CruzÎncă nu există evaluări
- EXÁMEN LIQUIDOS PENETRANTES NIVEL IIuDocument9 paginiEXÁMEN LIQUIDOS PENETRANTES NIVEL IIuYesid PinoÎncă nu există evaluări
- Curso Liquidos Penetrantes SoldadurasDocument173 paginiCurso Liquidos Penetrantes Soldadurastastaman1230% (1)
- Curso de Ultrasonido Industrial Uno PDFDocument136 paginiCurso de Ultrasonido Industrial Uno PDFalejandro rivera santiagoÎncă nu există evaluări
- Inspeccion VisualDocument445 paginiInspeccion VisualAndres Marin100% (2)
- Prctica Escrita Lab. JabaDocument17 paginiPrctica Escrita Lab. JabaLehi LunaÎncă nu există evaluări
- NDT Question and Answer - ASNT Nivel PT Pregunta 1 MuestraDocument8 paginiNDT Question and Answer - ASNT Nivel PT Pregunta 1 Muestrahuichole100% (1)
- Interpretando La SNTDocument6 paginiInterpretando La SNTDavidPulido100% (1)
- Ansi - Asnt CP-189-2020Document20 paginiAnsi - Asnt CP-189-2020Leon Heart FCÎncă nu există evaluări
- Visual Inspection 2013-NDT-1Document276 paginiVisual Inspection 2013-NDT-1Julio PCÎncă nu există evaluări
- LIQUIDOS PENETRANTES I-II 2016 ModificadoDocument295 paginiLIQUIDOS PENETRANTES I-II 2016 Modificadosan100% (1)
- Combo QC PT-MT-VT Jose L. PonceDocument293 paginiCombo QC PT-MT-VT Jose L. PonceHebertÎncă nu există evaluări
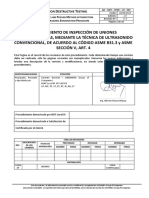
- Prosedimiento API 1104Document21 paginiProsedimiento API 1104Frank PascumalÎncă nu există evaluări
- Temario para El Curso de Partículas MagnéticasDocument3 paginiTemario para El Curso de Partículas MagnéticasIvan Alonso Navarro JaraÎncă nu există evaluări
- Ensayo Por Tintas Penetrantes Nivel IIDocument40 paginiEnsayo Por Tintas Penetrantes Nivel IISimon Arberto MeierÎncă nu există evaluări
- PRO-PINS-04 Calificación y Certificación de Personal de PNDDocument12 paginiPRO-PINS-04 Calificación y Certificación de Personal de PNDEspecialista AICO100% (2)
- Ultrasonido Industrial II Manual 1-Examen 1Document113 paginiUltrasonido Industrial II Manual 1-Examen 1JUANÎncă nu există evaluări
- Visual InspectionDocument293 paginiVisual Inspectionhenry091289Încă nu există evaluări
- Procedimiento Termofusion PDFDocument16 paginiProcedimiento Termofusion PDFMaycol SanchezÎncă nu există evaluări
- Curso de Inspeccion Visual Nivel I y IiDocument70 paginiCurso de Inspeccion Visual Nivel I y IiROBERTO VELAZQUEZ100% (1)
- Practica 3 Inspeccion Con Haz Angular de Una Union Soldada Version NuevaDocument24 paginiPractica 3 Inspeccion Con Haz Angular de Una Union Soldada Version NuevaRené Vergara De la VegaÎncă nu există evaluări
- Proced y Prac UT Imende Nivel IIDocument123 paginiProced y Prac UT Imende Nivel IIJulián Méndez TorresÎncă nu există evaluări
- Programa de Estudio Del CWIDocument2 paginiPrograma de Estudio Del CWIGary Oporto cabasÎncă nu există evaluări
- Traducción ASTM 165.Document12 paginiTraducción ASTM 165.Andrea González100% (1)
- ASTM E - 317-11 (Traducción) PDFDocument19 paginiASTM E - 317-11 (Traducción) PDFduvanp92Încă nu există evaluări
- Practica Escrita ENDIICSAC Rev.1Document16 paginiPractica Escrita ENDIICSAC Rev.1Wilians Rosales ChavezÎncă nu există evaluări
- Equipo para Inspeccio Asw PDFDocument8 paginiEquipo para Inspeccio Asw PDFMarlon Humberto Navarro Altamar100% (1)
- Curso Medidores Espesor Llog PDFDocument140 paginiCurso Medidores Espesor Llog PDFhenry sanabriaÎncă nu există evaluări
- Manual de Inspeccion Visual Nivel I IIDocument144 paginiManual de Inspeccion Visual Nivel I IIMichel Mendoza Gutierrez100% (1)
- Manual de Insp. VisualDocument192 paginiManual de Insp. VisualArmin Alberto Licandeo MoraÎncă nu există evaluări
- Norma AWS QC1 2007Document51 paginiNorma AWS QC1 2007Em RaÎncă nu există evaluări
- Asme VDocument168 paginiAsme VRicardo ZambranaÎncă nu există evaluări
- Ultrasonidos: Nivel IIDe la EverandUltrasonidos: Nivel IIEvaluare: 5 din 5 stele5/5 (1)
- Curso Ultrasonido Nivel IDocument195 paginiCurso Ultrasonido Nivel IMarlon Humberto Navarro Altamar67% (6)
- Curso Ultrasonido Nivel IDocument195 paginiCurso Ultrasonido Nivel IAlbertoMonroyÎncă nu există evaluări
- Curso Ultrasonido Nivel I PDFDocument195 paginiCurso Ultrasonido Nivel I PDFFranklin Jose Sandoval InsignaresÎncă nu există evaluări
- Preguntas Liquidos PenetrantesDocument64 paginiPreguntas Liquidos PenetrantesMalave HelenitaÎncă nu există evaluări
- Curso de Ultrasonido Nivel IDocument185 paginiCurso de Ultrasonido Nivel ICarlos AlbarracinÎncă nu există evaluări
- RT NI-Proyección Actualización-N 05 2010Document509 paginiRT NI-Proyección Actualización-N 05 2010Stephanie Emerson100% (1)
- FCC - Curso Tintas PenetrantesDocument128 paginiFCC - Curso Tintas PenetrantesFREDY ARMANDO SANCHEZÎncă nu există evaluări
- Liquidos Penetrantes Zion NDT-2015Document291 paginiLiquidos Penetrantes Zion NDT-2015FernandoVives100% (1)
- 01 MEMORIAS Curso END PT MT VTDocument62 pagini01 MEMORIAS Curso END PT MT VTEdgar Marino Velandia DuarteÎncă nu există evaluări
- Ensayos No Destructivos en Los Procesos de SoldaduraDocument26 paginiEnsayos No Destructivos en Los Procesos de SoldaduraNicole TapiaÎncă nu există evaluări
- Termografia Nivel IDocument365 paginiTermografia Nivel IgregorioÎncă nu există evaluări
- Termografia Nivel IIDocument433 paginiTermografia Nivel IIWashington Vásquez100% (2)
- Curso RT FilmDocument113 paginiCurso RT FilmantoniosofwareÎncă nu există evaluări
- PERSONALDocument40 paginiPERSONALJohan MaldonadoÎncă nu există evaluări
- Particulas Magneticas Nivel II - Mario MontenegroDocument47 paginiParticulas Magneticas Nivel II - Mario Montenegromario9andres9monteneÎncă nu există evaluări
- NAS410Document31 paginiNAS410IngeSebasÎncă nu există evaluări
- END - CyPND de México PDFDocument36 paginiEND - CyPND de México PDFArmando VazquezÎncă nu există evaluări
- MT Ii CursoDocument43 paginiMT Ii CursoJOSUE RIOS NAVAÎncă nu există evaluări
- Curso Ultrasonido Nivel IDocument195 paginiCurso Ultrasonido Nivel IDaysi TitoÎncă nu există evaluări
- G H I Moral TrabajoDocument2 paginiG H I Moral Trabajonipp96 seminaristaÎncă nu există evaluări
- 4.liderazgo SituacionalDocument13 pagini4.liderazgo SituacionalOscar JorqueraÎncă nu există evaluări
- PCP ManualDocument17 paginiPCP ManualWalther Vasquez MonjaÎncă nu există evaluări
- El Resumen y SubrayadoDocument7 paginiEl Resumen y SubrayadoMichelle Ferguson100% (1)
- ÍndiceDocument6 paginiÍndicereqgregergreÎncă nu există evaluări
- Catalogo Niessen 08 TactoDocument24 paginiCatalogo Niessen 08 TactoAlex GomezÎncă nu există evaluări
- Semana 2 2018CORRDocument34 paginiSemana 2 2018CORROmar parraÎncă nu există evaluări
- Secundaria - Hitos (Bruño)Document77 paginiSecundaria - Hitos (Bruño)jkamus01Încă nu există evaluări
- Elites GlobalesDocument350 paginiElites GlobalesAquiles PintoÎncă nu există evaluări
- Actividad 3Document2 paginiActividad 3Maria100% (1)
- Aec Primaria 5y6 Experienciaaprendizaje8 Educacionfisica Act 1 Exploramos Los Juegos PredeportivosDocument8 paginiAec Primaria 5y6 Experienciaaprendizaje8 Educacionfisica Act 1 Exploramos Los Juegos PredeportivosJose saul Carhuas aldanaÎncă nu există evaluări
- Estructura de Los Sistemas de InformaciónDocument6 paginiEstructura de Los Sistemas de InformaciónMaría Leandro MansillaÎncă nu există evaluări
- 04 Jul REPUESTOS ORIGINALES Y ALTERNATIVOSDocument19 pagini04 Jul REPUESTOS ORIGINALES Y ALTERNATIVOSRaul Quispe villafuerteÎncă nu există evaluări
- Semana 2-Sesión 1 - PhotoshopDocument18 paginiSemana 2-Sesión 1 - Photoshopyuli altuna vegaÎncă nu există evaluări
- Familia Disociada y DelincuenciaDocument40 paginiFamilia Disociada y Delincuenciagonzalito_03Încă nu există evaluări
- Clase 5 Cifras Significativas ESTDocument11 paginiClase 5 Cifras Significativas ESTSanty FabryÎncă nu există evaluări
- INFORME Renovacion Panda - Antivirus-CeciliaDocument2 paginiINFORME Renovacion Panda - Antivirus-CeciliaDante MejiaÎncă nu există evaluări
- Distorsiones de PensamientoDocument2 paginiDistorsiones de PensamientoSoleAugierÎncă nu există evaluări
- Puente Av - Los Fresnos GeneralDocument240 paginiPuente Av - Los Fresnos GeneralAntonio HenryÎncă nu există evaluări
- 3 Unidad Iii - A - Etica y Moral ProfesionalDocument5 pagini3 Unidad Iii - A - Etica y Moral ProfesionalSofii NovilloÎncă nu există evaluări
- Evaluación Parcial DPI 2022 - 10Document2 paginiEvaluación Parcial DPI 2022 - 10Nury Nazira Apaza CuaquiraÎncă nu există evaluări
- Instalacion de Aire Acondicionado en Seaboard Overseas Perú - Trujillo .9587aDocument2 paginiInstalacion de Aire Acondicionado en Seaboard Overseas Perú - Trujillo .9587aJulio OrbegosoÎncă nu există evaluări
- CumanesDocument6 paginiCumanesMoyra NievaÎncă nu există evaluări
- Segundo Examen: Gerencia EstrategicaDocument2 paginiSegundo Examen: Gerencia EstrategicaTerry Joel Casani ValenciaÎncă nu există evaluări
- Norma E.010 MaderaDocument36 paginiNorma E.010 MaderaFavio Quevedo100% (1)
- Componentes Fundo UvaDocument28 paginiComponentes Fundo Uvaweigh17Încă nu există evaluări
- Interfaz de Power PointDocument9 paginiInterfaz de Power PointBRISA ADILENE AROÑA MANZANOÎncă nu există evaluări
- Máxima Tensión de Contacto Admisible Por El Cuerpo Humano Según Normas IEC e IEEEDocument7 paginiMáxima Tensión de Contacto Admisible Por El Cuerpo Humano Según Normas IEC e IEEELuisa Fernanda RamirezÎncă nu există evaluări
- PERFIL de CARGO Asistente AdministrativoDocument2 paginiPERFIL de CARGO Asistente AdministrativoMoises Rosas SanchezÎncă nu există evaluări
- Análisis de Lectura - Leva - ColánDocument2 paginiAnálisis de Lectura - Leva - Colánliseth levaÎncă nu există evaluări