S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Astm A485Document4 paginiAstm A485Vikash YadavÎncă nu există evaluări
- General Chemistry 2 Quarter 4 - Week 4 Module 4: PH of Buffer SolutionsDocument12 paginiGeneral Chemistry 2 Quarter 4 - Week 4 Module 4: PH of Buffer SolutionsHazel EncarnacionÎncă nu există evaluări
- Effect of Some Pyrimidinic Shciff Bases On The Corrosion of Mild Steel in Hydrochloric Acid Solution PDFDocument7 paginiEffect of Some Pyrimidinic Shciff Bases On The Corrosion of Mild Steel in Hydrochloric Acid Solution PDFsaleh90Încă nu există evaluări
- Electrochemical and Quantum Chemical Studies On Synthesized Phenylazopyrimidone Dyes As Corrosion Inhibitors For Mild Steel in A 15% HCL Solution PDFDocument23 paginiElectrochemical and Quantum Chemical Studies On Synthesized Phenylazopyrimidone Dyes As Corrosion Inhibitors For Mild Steel in A 15% HCL Solution PDFsaleh90Încă nu există evaluări
- N Impedance Spectroscopic Study of Corrosion Inhibition of Copper by Surfactants in The Acidic SolutionsDocument16 paginiN Impedance Spectroscopic Study of Corrosion Inhibition of Copper by Surfactants in The Acidic Solutionssaleh90Încă nu există evaluări
- Adsorption and Inhibition Effect of Two Aminopyrimidine Derivatives On Steel Surface in H2SO4 Solution PDFDocument13 paginiAdsorption and Inhibition Effect of Two Aminopyrimidine Derivatives On Steel Surface in H2SO4 Solution PDFsaleh90Încă nu există evaluări
- Synthesis and Applications of One-Dimensional Nano-Structured Polyaniline An Overview PDFDocument11 paginiSynthesis and Applications of One-Dimensional Nano-Structured Polyaniline An Overview PDFsaleh90Încă nu există evaluări
- Self-Repairing Coating For Corrosion Protection of Aluminum Alloys PDFDocument7 paginiSelf-Repairing Coating For Corrosion Protection of Aluminum Alloys PDFsaleh90Încă nu există evaluări
- The Inhibition Effect of Some Pyrimidine Derivatives On Austenitic Stainless Steel in Acidic Media PDFDocument6 paginiThe Inhibition Effect of Some Pyrimidine Derivatives On Austenitic Stainless Steel in Acidic Media PDFsaleh90Încă nu există evaluări
- Cathodic Oxygen Reduction at The Interface Between Nafion® and Electrochemically Oxidized Glassy Carbon SurfacesDocument6 paginiCathodic Oxygen Reduction at The Interface Between Nafion® and Electrochemically Oxidized Glassy Carbon Surfacessaleh90Încă nu există evaluări
- Effect of Deposition Sequences On Electrocatalytic Properties of PTPD-C Catalysts For Formic Acid Electrooxidation PDFDocument4 paginiEffect of Deposition Sequences On Electrocatalytic Properties of PTPD-C Catalysts For Formic Acid Electrooxidation PDFsaleh90Încă nu există evaluări
- The Role of Metal Cations in Improving The Inhibitive Performance of Hexamine On The Corrosion of Steel in Hydrochloric Acid Solution PDFDocument15 paginiThe Role of Metal Cations in Improving The Inhibitive Performance of Hexamine On The Corrosion of Steel in Hydrochloric Acid Solution PDFsaleh90Încă nu există evaluări
- Catalysts For Direct Formic Acid Fuel CellsDocument7 paginiCatalysts For Direct Formic Acid Fuel Cellssaleh90Încă nu există evaluări
- Facile Template-Free Synthesis of Pine Needle-Like PD Micro-Nano-Leaves and Their Associated Electro-Catalytic Activities Toward Oxidation of Formic Acid PDFDocument6 paginiFacile Template-Free Synthesis of Pine Needle-Like PD Micro-Nano-Leaves and Their Associated Electro-Catalytic Activities Toward Oxidation of Formic Acid PDFsaleh90Încă nu există evaluări
- Effects of Surfactants and Their Mixtures On Inhibition of The Corrosion Process of Ferritic Stainless Steel PDFDocument9 paginiEffects of Surfactants and Their Mixtures On Inhibition of The Corrosion Process of Ferritic Stainless Steel PDFsaleh90Încă nu există evaluări
- Synergistic Inhibition Between OP and NaCl On The Corrosion of Cold-Rolled Steel in Phosphoric AcidDocument12 paginiSynergistic Inhibition Between OP and NaCl On The Corrosion of Cold-Rolled Steel in Phosphoric Acidsaleh90Încă nu există evaluări
- Inhibition Effect of Pyrimidine Derivatives On The Corrosion of Steel in Hydrochloric Acid Solution PDFDocument11 paginiInhibition Effect of Pyrimidine Derivatives On The Corrosion of Steel in Hydrochloric Acid Solution PDFsaleh90Încă nu există evaluări
- Adsorption and Inhibition Effect of Two Aminopyrimidine Derivatives On Steel Surface in H2SO4 Solution PDFDocument13 paginiAdsorption and Inhibition Effect of Two Aminopyrimidine Derivatives On Steel Surface in H2SO4 Solution PDFsaleh90Încă nu există evaluări
- Facile Template-Free Synthesis of Pine Needle-Like PD Micro-Nano-Leaves and Their Associated Electro-Catalytic Activities Toward Oxidation of Formic Acid PDFDocument6 paginiFacile Template-Free Synthesis of Pine Needle-Like PD Micro-Nano-Leaves and Their Associated Electro-Catalytic Activities Toward Oxidation of Formic Acid PDFsaleh90Încă nu există evaluări
- Effect of Deposition Sequences On Electrocatalytic Properties of PTPD-C Catalysts For Formic Acid Electrooxidation PDFDocument4 paginiEffect of Deposition Sequences On Electrocatalytic Properties of PTPD-C Catalysts For Formic Acid Electrooxidation PDFsaleh90Încă nu există evaluări
- Carbon-Ceramic Supported Bimetallic Pt-Ni Nanoparticles As An Electrocatalyst For Oxidation of Formic AcidDocument10 paginiCarbon-Ceramic Supported Bimetallic Pt-Ni Nanoparticles As An Electrocatalyst For Oxidation of Formic Acidsaleh90Încă nu există evaluări
- Electrochemical Measurements of Cu2+ Ions Adsorbed On An Electrochemically Oxidized Glassy Carbon ElectrodeDocument7 paginiElectrochemical Measurements of Cu2+ Ions Adsorbed On An Electrochemically Oxidized Glassy Carbon Electrodesaleh90Încă nu există evaluări
- Oscillatory Behavior in The Electrochemical Oxidation of Formic Acid On PT (100) Rotation and Temperature Effects PDFDocument8 paginiOscillatory Behavior in The Electrochemical Oxidation of Formic Acid On PT (100) Rotation and Temperature Effects PDFsaleh90Încă nu există evaluări
- Behavior of A Macrocyclic Cobalt Complex Adsorbed On An Electro-Oxidized Glassy Carbon Electrode For The Electrocatalytic Reduction of O2Document7 paginiBehavior of A Macrocyclic Cobalt Complex Adsorbed On An Electro-Oxidized Glassy Carbon Electrode For The Electrocatalytic Reduction of O2saleh90Încă nu există evaluări
- Encapsulation of Triethanolamine As Organic Corrosion Inhibitor Into Nanoparticles and Its Active Corrosion Protection For Steel SheetsDocument9 paginiEncapsulation of Triethanolamine As Organic Corrosion Inhibitor Into Nanoparticles and Its Active Corrosion Protection For Steel Sheetssaleh90Încă nu există evaluări
- Electrodeposition of Composite Coatings Containing Nanoparticles in A Metal DepositDocument13 paginiElectrodeposition of Composite Coatings Containing Nanoparticles in A Metal Depositsaleh90Încă nu există evaluări
- 20 The Influence of Nitromethane Adsorption On The Oxidation of Formic Acid at Platinum ElectrodesDocument7 pagini20 The Influence of Nitromethane Adsorption On The Oxidation of Formic Acid at Platinum Electrodessaleh90Încă nu există evaluări
- 39 The Anodic Oxidation of Methanol and Formic Acid and The Reductive. Adsorption of CO2Document15 pagini39 The Anodic Oxidation of Methanol and Formic Acid and The Reductive. Adsorption of CO2saleh90Încă nu există evaluări
- Synthesis and Applications of One-Dimensional Nano-Structured Polyaniline An OverviewDocument11 paginiSynthesis and Applications of One-Dimensional Nano-Structured Polyaniline An Overviewsaleh90Încă nu există evaluări
- Evaluation of Self-Healing Ability in Protective Coatings Modified WithnDocument10 paginiEvaluation of Self-Healing Ability in Protective Coatings Modified Withnsaleh90Încă nu există evaluări
- Intelligent Self-Healing Corrosion Resistant Vanadia Coating For AA2024Document11 paginiIntelligent Self-Healing Corrosion Resistant Vanadia Coating For AA2024saleh90Încă nu există evaluări
- 1.2-G10 Advanced Chemistry-CHM51-Detailed KPIs-Term 1 (AY 22-23)Document49 pagini1.2-G10 Advanced Chemistry-CHM51-Detailed KPIs-Term 1 (AY 22-23)feiÎncă nu există evaluări
- Sop of Aqu - ExtractionDocument5 paginiSop of Aqu - ExtractioneyobÎncă nu există evaluări
- Alchimica Waterproofing BrochureDocument4 paginiAlchimica Waterproofing Brochurevelmurug_balaÎncă nu există evaluări
- Selective Silicones in Ethanol Based SanitisersDocument6 paginiSelective Silicones in Ethanol Based SanitiserssahilÎncă nu există evaluări
- Effective Microbial Bioremediation Via The Multi-Omics Approach: An Overview of Trends, Problems and ProspectsDocument19 paginiEffective Microbial Bioremediation Via The Multi-Omics Approach: An Overview of Trends, Problems and ProspectsUMYU Journal of Microbiology Research (UJMR)Încă nu există evaluări
- Honeywell Genetron AZ-50 & 404A: Properties, Uses, Storage, and HandlingDocument22 paginiHoneywell Genetron AZ-50 & 404A: Properties, Uses, Storage, and HandlingOzanÎncă nu există evaluări
- 2 SCDocument31 pagini2 SCsusuÎncă nu există evaluări
- PC PH DiagramsDocument37 paginiPC PH DiagramsKenny Pabón Cevallos100% (1)
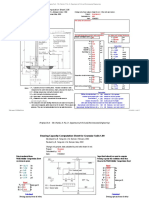
- Retaining Wall Stability Computation Sheet 2.05Document3 paginiRetaining Wall Stability Computation Sheet 2.05Gustavo PaganiniÎncă nu există evaluări
- Iwa 281 Lab 2Document28 paginiIwa 281 Lab 2Lp NgÎncă nu există evaluări
- Salt Free DyeingDocument18 paginiSalt Free DyeingSakthivel Jegarajan100% (1)
- 4500 Io3Document5 pagini4500 Io3Penelope MeloÎncă nu există evaluări
- National Standard Examination in Junior Science (Nsejs) Ijso Stage-IDocument10 paginiNational Standard Examination in Junior Science (Nsejs) Ijso Stage-IRashad AlamÎncă nu există evaluări
- JEE 2024-ADVANCED Booster Test - 1 SolutionsDocument15 paginiJEE 2024-ADVANCED Booster Test - 1 SolutionsMetal HawkÎncă nu există evaluări
- SLG Chem2 LG 4.9 BuffersDocument6 paginiSLG Chem2 LG 4.9 BuffersIman SontousidadÎncă nu există evaluări
- Class1 Homework Chapter 3Document9 paginiClass1 Homework Chapter 3Ela BallıoğluÎncă nu există evaluări
- Case Study Degradation of PE FTIR HTGPCDocument34 paginiCase Study Degradation of PE FTIR HTGPCLarissa Maria Oliveira Ferreira Da SilvaÎncă nu există evaluări
- ICC (Final Requirement)Document4 paginiICC (Final Requirement)Nicole TorresÎncă nu există evaluări
- Summer Holiday Homework X 2023Document3 paginiSummer Holiday Homework X 2023Daksh PhartiyalÎncă nu există evaluări
- Bearings and Their LubricationDocument5 paginiBearings and Their LubricationNuwan PeramunaÎncă nu există evaluări
- Investigation of The Chemical and Physical Properties of Ionic and Covalent BondingDocument7 paginiInvestigation of The Chemical and Physical Properties of Ionic and Covalent Bondingapi-238781118100% (1)
- Chemistry The Molecular Nature of Matter and Change Silberberg 6th Edition Test BankDocument14 paginiChemistry The Molecular Nature of Matter and Change Silberberg 6th Edition Test Bankjoshuaperkinsobjpadfmyx100% (50)
- Humboldt FlexPanelsDocument28 paginiHumboldt FlexPanelsTravis KilkennyÎncă nu există evaluări
- Merck Chrom Media Portfolio PDFDocument8 paginiMerck Chrom Media Portfolio PDFTuyền KimÎncă nu există evaluări
- UHB Racheting EffectDocument12 paginiUHB Racheting EffectkeplieÎncă nu există evaluări
- R Myrdal Et Al - Chemistry of Concrete Demos (Warwick Uni 29.10.2019) PDFDocument67 paginiR Myrdal Et Al - Chemistry of Concrete Demos (Warwick Uni 29.10.2019) PDFRAJAT PURWARÎncă nu există evaluări
- 100 Traps - Black WhiteDocument10 pagini100 Traps - Black Whitematias.mestre.rpgÎncă nu există evaluări
- Study of Plasma Treatment On Rosa Damascena: Department of Applied Science PSG College of TechnologyDocument16 paginiStudy of Plasma Treatment On Rosa Damascena: Department of Applied Science PSG College of Technologydhanush aravindhanÎncă nu există evaluări