Documente Academic
Documente Profesional
Documente Cultură
Anexo 5 - Esp. Tec Canerias
Încărcat de
Anonymous YzSzB0rpNKDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Anexo 5 - Esp. Tec Canerias
Încărcat de
Anonymous YzSzB0rpNKDrepturi de autor:
Formate disponibile
Petrolera Principal y Estacin de Servicio
AACh - DMBL
ESPECIFICACIN TCNICA DE CAERAS
EC-001
DICIEMBRE 2010
PETROLERA PRINCIPAL Y ESTACIN DE SERVICIO
Proyecto
2209
Cliente
ANGLO AMERICAN CHILE DIVISIN MANTOS BLANCOS
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 1 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
CONTROL DE REVISION
Revisado N
A
Empresa Nombre
EDF
AACh - DMBL Fecha
15-12-10
Motivo
Revisin
Elaborado
EDF
Aprobado
EDF
Revisin
A
Aprob.
Fecha
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 2 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
CONTENIDO
1.2.3.4.4.1 4.2 4.3 4.4 5.5.1 5.2 5.3 6.6.1 6.2 6.3 6.4 6.5 6.6 6.7 6.8
ALCANCE ........................................................................................................................................... 4 NORMAS ............................................................................................................................................. 4 GENERALIDADES .............................................................................................................................. 4 PINTURAS DE CAERIAS DE ACERO ............................................................................................ 5 PREPARACIN DE LA SUPERFICIE .................................................................................................... 5 ESQUEMAS DE PROTECCIN A UTILIZAR .......................................................................................... 5 PROCEDIMIENTO PARA LA APLICACIN DEL ESQUEMA DE PROTECCIN ............................................. 5 CONDICIONES AMBIENTALES ........................................................................................................... 6 PRUEBAS AL RECUBRIMIENTO ...................................................................................................... 6 PRUEBAS DE ADHERENCIA .............................................................................................................. 6 PRUEBA DE POROSIDAD.................................................................................................................. 7 PRUEBA DE ESPESOR ..................................................................................................................... 7 MONTAJE Y PRUEBA DE CAERIAS Y PIEZAS ESPECIALES DE ACERO ................................ 8 ALCANCE ....................................................................................................................................... 8 NORMAS APLICABLES ..................................................................................................................... 8 PROCEDIMIENTOS DE SOLDADURA .................................................................................................. 8 CALIFICACIN................................................................................................................................. 9 FABRICACIN ................................................................................................................................. 9 ARMADO Y ERECCIN ................................................................................................................... 11 INSPECCIN ................................................................................................................................. 18 PRUEBA HIDROSTTICA ................................................................................................................ 22
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 3 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
1.-
ALCANCE La presente especificacin establece los requerimientos mnimos, mtodos y materiales para lograr la adecuada proteccin de las caeras de acero enterradas y superficiales, como tambin los procedimientos de instalacin y pruebas.
2.-
NORMAS Sin perjuicio de lo establecido en la presente Especificacin, que tendr un carcter prioritario en la ejecucin de los trabajos de proteccin a las caeras, debern observarse las prescripciones sealadas en las siguientes normas y manuales. Manual Tcnico de "Proteccin de Estructuras de Acero" del Instituto Chileno de Acero (ICHA). Nch 1007 o 72 pinturas. Determinacin del espesor de pelcula seca. Nch 1052 o 73 pinturas. Determinacin del tiempo de secado al aire. Steel Structures Painting Council (SSPC) Volmen 1 y 2.
3.-
GENERALIDADES Toda tubera y accesorios abarcados en la presente Especificacin, sern entregados en terreno sin ningn tipo de proteccin. Todas las superficies debern ser limpiadas en terreno. Todas las superficies sern protegidas en terreno con el sistema descrito ms adelante. Todas las pinturas y diluyentes sern del mismo fabricante. Slo se utilizarn pinturas que no hayan excedido el perodo de duracin especificado por el fabricante. Las calidades de pinturas a utilizar deben llevar un certificado de calidad CESMEC o IDIEM. Especial cuidado se deber tener en el transporte y montaje de las tuberas protegidas. El recubrimiento de proteccin no debe ser daado por lo estrobos de izamiento, impactos en la tubera, etc. Si el recubrimiento sufre algn dao, ste deber ser reparado a la brevedad con el esquema de pinturas correspondiente. El lugar donde quedarn alojadas las tuberas de acero enterradas deber estar libre de rocas filudas, piedras y otros materiales que puedan daar el recubrimiento. En caso de realizarse cordones de soldadura, se debern observar las siguientes normas: Retirar completamente la escoria dejada por el fndente con esmeriles mecnicos o herramientas adecuadas en tal forma que no produzcan dao al material. Lavar abundantemente con agua dulce o con solucin de bicarbonato al 10% por ambos lados del cordn hasta neutralizar los residuos cidos del fndente.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 4 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
4.-
PINTURAS DE CAERIAS DE ACERO A) Caeras sobre Superficie A las caeras de acero superficiales, se les aplicar el siguiente tratamiento anticorrosivo:
4.1
Preparacin de la Superficie El xido suelto laminillas de laminacin y xido debern ser removidos limpiando la superficie mediante un chorreado abrasivo al grado Sa 2 de las normas SIS 055900 con una rugosidad BN 9a del Rugotest Nr 3. Las superficies destinadas a ser protegidas, se limpiarn de todos los aceites y grasas con que puedan estar contaminadas. Se efectuar este desengrase con detergentes industriales (NOBLA-Indus Lever o similar), posteriormente lavar con abundante agua y dejar secar.
La Inspeccin Tcnica chequear esta limpieza verificando que se eliminen totalmente las grasas o aceites. Posteriormente, aprobada esta limpieza superficial, la Inspeccin Tcnica revisar el estado del material base que ser protegido.
4.2
Esquemas de Proteccin a Utilizar Pintura Bsica Anticorrosiva Aplicar, con equipo AIRLESS, una mano de anticorrosivo epxico HEMPADUR 4515/1163 de color blanco invierno, con un espesor de 200 m. . Pintura de Terminacin Aplicar con equipo AIRLESS una mano de HEMUCRYL ENAMEL HI-BUILD 5803/1000 de color blanco, con un espesor de 50 m. Si la aplicacin se realiza con otro mtodo (brocha o pistola) se deber aplicar manos adicionales hasta lograr el espesor deseado.
4.3
Procedimiento para la Aplicacin del Esquema de Proteccin Debe organizarse las faenas de manera que las reas que se limpien queden cubiertas con el anticorrosivo, antes de 3 horas, a contar de la iniciacin de los trabajos de limpieza en la superficie correspondiente. Para las superficies en que esta condicin no se cumpla, stas debern ser re-limpiadas para aplicar el anticorrosivo. Diecisis (16) horas despus de aplicado el anticorrosivo epxico, o al sentir la pintura completamente seca al tacto, se aplicar la pintura de terminacin. En caso de ensuciarse o contaminarse la superficie de las caeras, se recomienda un lavado con agua dulce preferiblemente a alta presin, a fin de eliminar la contaminacin entre capas.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 5 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
El tiempo de secado entre cada mano, el uso de diluyente, la preparacin y aplicacin de la pintura se ceir estrictamente a las recomendaciones e instrucciones del fabricante. Especial cuidado se deber tener en las uniones soldadas de las tuberas, ya que son puntos de concentracin de corrosin. Los cordones de soldaduras, debern quedar libre de escoria, poros superficiales y deber esmerilarse toda soldadura dispareja, eliminando filos y aristas vivas. Posteriormente, las uniones soldadas llevarn la misma proteccin de la tubera (anticorrosivo y terminacin).
4.4
Condiciones Ambientales No se podr aplicar pinturas cuando la temperatura ambiente sea inferior a 15 C o superior a 30 C. No se podr aplicar pinturas cuando la temperatura de las superficies a pintar sea inferior o superior a las especificadas por el fabricante. No se podr pintar cuando la superficie se encuentre hmeda o sucia o con una temperatura inferior al punto de roco, a fin de evitar condensacin. No se podr aplicar pinturas bajo lluvia, nieve, neblina, lloviznas o cuando la humedad relativa ambiente sobrepase el 70%. Si los trabajos se realizan en recintos cerrados, se deber proveer de una adecuada ventilacin durante la aplicacin y secado.
5.-
PRUEBAS AL RECUBRIMIENTO Apariencia General: Debe evitarse el sobre pulverizado y la piel de naranja lo que se traduce en una mala apariencia esttica y aumento de la rugosidad superficial. Esto permitir una mayor acumulacin de contaminantes sobre la superficie.
5.1
Pruebas de Adherencia Existen 3 mtodos para analizar la adherencia de un recubrimiento. ISO 2409 conocido como " reticulado" en el cual se hacen cortes en cruz ( reticulado ) a una distancia acorde con la norma y mediante una cinta adhesiva que se pega sobre los cortes, se analiza una vez removida la cinta, el nmero de " cuadros " que se han desprendido de la superficie existiendo una tabla que determina el grado de adherencia. ASTM D 3359-78 utiliza un criterio muy similar a la ISO anteriormente especificada. SIS 184171 conocida como ensayo de traccin. En esta se utiliza un dinammetro (normalmente el Elcometer 106) que tracciona una probeta previamente pegada a la superficie mediante una adhesivo epxico (generalmente Araldit). Este sistema si bien es algo ms engorroso para realizarlo en terreno permite cuantificar el grado de adherencia, en kilogramos fuerza, de la pintura al sustrato.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 6 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
En estos ensayos debe el fabricante de la pintura sealar para su producto en particular, cual debe ser la adherencia de ste en las condiciones que fue aplicado. Por esta razn no existen valores universales por tipo de recubrimiento si no que estos son slo orientativos (los reales debe entregarlos el fabricante). Cualquiera sea el mtodo que se utilice para analizar la adherencia del recubrimiento debe considerar que son mtodos destructivos que deben ser reparados por lo cual no es recomendable abusar de ellos ya que toda reparacin es una potencial zona de falla.
5.2
Prueba de Porosidad Pinholes y discontinuidades (holidays):
La superficie no debe presentar pinholes y discontinuidades ya que se traducirn en una corrosin prematura de los elementos a proteger. Para la deteccin de este tipo de fallas se utilizan detectores de poros (holiday detector) Este tipo de instrumentos se dividen en detectores de alto voltaje y detectores de bajo voltaje. Los primeros se utilizan en sistemas de pintado de grandes espesores normalmente superiores a 600 Fm y debe considerarse que es un ensayo destructivo ya que el alto voltaje destruir (perforar) todas las zonas que se encuentren con un espesor inferior al cual se utiliz como base para calcular el voltaje a utilizar. Los detectores de bajo voltaje se utilizan en esquemas con un espesor inferior a 600 Fm y este detecta la zona donde existe una discontinuidad real del sistema. Dado el bajo voltaje utilizado este sistema no es destructivo y de fcil utilizacin. Independiente de si se usa un sistema de alto o bajo voltaje, cualquier discontinuidad debe ser reparada. 5.3 Prueba de Espesor Medicin de espesores:
Los espesores deben comprobarse y estar de acuerdo al espesor especificado. Para la medicin de espesores se utiliza medidores magnticos. Existen algunos estndares referentes a la medicin de espesores. La norma ISO 2808 se refiere a los tipos de instrumentos adecuados para la medicin y como deben calibrarse. Respecto a los criterios de aceptacin de una determinada estructura, se utiliza la norma " 8020 " o DS/R 454 SSPC - PA2. En ellas se determina un rea a medir de acuerdo al rea total pintada y se realizan mediciones en dichas reas. El criterio de aceptacin corresponde a "mximo el 20% de las medidas puede estar por debajo del espesor especificado pero, ninguna puede ser inferior al 80% del espesor recomendado". En algunos trabajos de mayor exigencia se utiliza la norma DIN 55928, Telt 5 "90-10" la cual disminuye el margen de error permitido (mximo el 10% de las medidas puede estar por debajo del espesor especificado pero ninguna puede ser inferior al 90% del espesor recomendado).
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 7 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
6.6.1
MONTAJE Y PRUEBA DE CAERIAS Y PIEZAS ESPECIALES DE ACERO Alcance Estas especificaciones describen los requisitos mnimos para la fabricacin, armado, ereccin, tolerancias, inspeccin y prueba de sistemas de caeras sometidas a presin interna. Estas especificaciones se aplicarn en la construccin de los sistemas de caeras de la Planta. Se entiende por fabricacin la preparacin de las caeras, flanges y fittings para el armado de piezas. Incluye caeras, roscado de hilos y preparacin de biseles. Se entiende por armado y ereccin la unin de dos o ms componentes del sistema de caeras por medio de soldaduras, pernos o atornillado y la instalacin de las piezas en la posicin correcta de acuerdo a los planos y sobre los soportes correspondientes. Se entiende por inspeccin la funcin de control para el comportamiento de los requisitos de estas especificaciones y plan de diseo. Esta funcin ser realizada por la ITO correspondiente. Las caeras y piezas de acero se unirn por medio de soldaduras elctricas al arco por procedimiento manual, de acuerdo a las descripciones de las Normas INN correspondientes, que se complementarn con las siguientes instrucciones.
6.2
Normas Aplicables ANSI/ASME B31.4 ANSI B2.1 ANSI B16.5 ASME Seccin IX AWS
6.3
Procedimientos de Soldadura Todas las soldaduras de tope y de filete incluyendo las de soquete, deben ser ejecutadas con un procedimiento de soldadura previamente calificado de acuerdo con ASME Seccin IX. El Contratista deber presentar para la aprobacin de la Inspeccin, un procedimiento de soldadura para caeras a soldar de tope, calificado por un organismo competente antes de iniciar cualquier trabajo de soldadura. Este procedimiento ser vlido para las uniones de filete y soquete (QW-202.2) siempre que las variables esenciales se mantengan en las soldaduras de terreno. Se usar el proceso de soldadura SMAW. En este caso, los electrodos a usar deben ser seleccionados entre los siguientes: E6010, E6011, E7016 y E7018 de la clasificacin AWS A5.1. Si el Contratista usa otros procesos de soldadura, los electrodos deben ser seleccionados entre los recomendados por la norma ANSI B31.3. Todos los materiales a soldar con el -1 Grupos 1 y 2 con una resistencia a la traccin mnima de 60.000 y 70.000 psi (4200 - 5000 kg/cm).
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 8 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
6.4
Calificacin 6.4.1 Soldadores: Todos los soldadores que ejecuten soldaduras de tope, de filete y soquete, debern estar o ser calificados en el procedimiento de soldadura. La calificacin de los soldadores debe realizarse de acuerdo con ASME Seccin IX. Los soldadores que ejecuten soldaduras de tope en caeras, debern ser calificados en la posicin 5G y en tamaos de caeras de 13 SCH 80 hasta 3" SCH 80 y 1 3 SCH 40 hasta 6" SCH 40 (QW-452.1 y QW-452.3). Las pruebas mecnicas exigidas para calificar a los soldadores en proceso SMAW, pueden ser sustituidas por examen radiogrfico (QW-142 y QW-304), en este caso, el criterio de aceptacin se rige por QW-191. Los soldadores que ejecuten soldaduras de filete y soquete, debern ser calificados en la posicin 4F y en tamaos de caeras de 12" y 3" (QW-452.4). Las dimensiones y preparacin de los especmenes de prueba, deben estar de acuerdo con QW - 462.4 (C). El espcimen de calificacin debe ser cortado como se indica en QW-463.2 (h) para los ensayos de doblado y macrografa. Estos ensayos debern ser realizados como se indica en QW-182 y QW-184. Cada soldador calificado debe ser identificado por un smbolo, el cual deber ser estampado o marcado con pintura cerca de la soldadura por l ejecutada.
6.4.2
Equipo Deber ajustarse a las exigencias de las Especificaciones. Las maquinarias sern de corriente continua, ya sea rotativas o rectificadores de corriente. La preparacin de los biseles en los extremos de trozos de caera y piezas especiales, ser ejecutada mediante equipos automticos de corte oxiacetilnico o con esmeriles. Para la remocin de soldadura defectuosa se usar de preferencia arco de carbono con aire comprimido. Todo el equipo que utilice el Contratista deber ser adecuado para los trabajos y mantenido en ptimas condiciones.
6.5
Fabricacin 6.5.1 Preparacin de las Uniones Soldadas de Tope Limpieza La superficie interior y exterior de caeras, flanges y fittings a ser soldada debe estar limpia y libre de pintura, aceite, xido u otras materias que pueden ser perjudiciales para la soldadura o para el metal base bajo las condiciones alcanzadas en el proceso de soldadura.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 9 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
Preparacin del Bisel
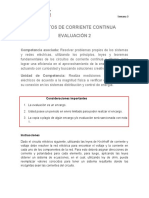
a. La preparacin del extremo a soldar es aceptable slo si la superficie est razonablemente suave y pareja y toda escoria proveniente del corte con oxido o arco elctrico es eliminada de la superficie a soldar por esmerilado. El metal quemado de color azulado producido en el esmerilado, no es permitido y tambin debe ser eliminado por un esmerilado suave. b. El ngulo del bisel debe ser de 37,51 " 2,51 y la altura del taln debe ser de 1,6 mm " 0,8 mm como se indica en la Fig. 1.
FIGURA N 1 c. Para las uniones soldadas entre dos caeras o entre caera y fittings de SCH diferente, la preparacin del bisel en el componente de mayor espesor (dimetro interior menor) debe hacerse un chafln interior como el mostrado en la fig.2
FIGURA N 2
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 10 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
6.5.2
Roscado de Hilos en Caeras El hilo a roscar en las caeras debe ser NPT con las dimensiones y tolerancias dadas en la norma ANSI B2.1, Tabla 2. El hilo estar dentro de la tolerancia permisible cuando, desde la cara del calibre est una vuelta ms grande o una vuelta ms pequea, como se muestra en la fig. 3.
FIGURA N 3 Para que las uniones atornilladas sean resistentes, hermticas y durables, es necesario que la herramienta que corta el hilo no desgarre el material de la caera y que los hilos sean uniformes. La superficie del flanco del hilo debe ser lisa y debe tener el ngulo y dimetro correcto.
6.5.3
Preparacin de las Uniones de Filete y Soquete La superficie a soldar debe estar limpia y libre de pinturas, aceite, grasa, xido o cualquier otro material extrao que pueda ser perjudicial para la soldadura. Las superficies que se suelden debern estar libres de escamas sueltas, de xido, grasa, pintura, cemento o cualquier otro elemento extrao. Debern ser lisas, uniformes y libres de rebabas, de gotas de metal u otros aspectos que puedan afectar la calidad de la soldadura. Los extremos de las caeras o piezas especiales que se suelden de tope, se alinearn en la forma ms precisa posible, debiendo mantenerse esta alineacin durante todo el proceso de soldadura.
6.6
Armado y Ereccin 6.6.1 Condiciones para Soldar No debe realizarse ninguna soldadura en terreno cuando est lloviendo, garuando o existe mucho viento, incluso si est bajo techo, o los biseles de las uniones estn mojados. El Contratista debe implementar una proteccin adecuada para realizar el trabajo en esas condiciones. Antes de efectuar cualquier soldadura es necesario precalentar a una temperatura mnima de 50 C, mantenindose durante todo el proceso de soldadura. El rea a calentar debe extenderse por lo menos 5 cm a ambos lados de la unin. Si por alguna razn, el proceso de soldadura es interrumpido debe nuevamente precalentarse la unin antes de iniciar la soldadura.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 11 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
En el terreno y en el taller los electrodos de bajo contenido de hidrgeno (E7015, E7016 Y E7018) deben ser mantenidos en un hornillo a una temperatura entre 50 C y 100 C, para evitar que su revestimiento absorba humedad y originen poros en las soldaduras. Se debe retirar del hornillo slo la cantidad de electrodos necesarios para media hora de trabajo. Los electrodos sobrantes deben retornar al hornillo y se retiran otros para otra media hora de trabajo. El nmero de pasadas, dimetro de los electrodos y amperaje utilizado para las diversas uniones, ser determinado por el Contratista de modo que se logre una perfecta penetracin, fusin con el material base y dems condiciones que se indican en estas Especificaciones. Asimismo, deber determinar la separacin de las piezas por soldar. En soldaduras de varias pasadas, despus de cada pasada, se deber dejar la superficie de la soldadura libre de escorias y de otros depsitos extraos, antes de aplicar la siguiente. En las soldaduras de tope de caeras y piezas especiales en que el dimetro as lo permita, se colocar un primer cordn por el interior que servir de base a los dems, colocados sobre el exterior. Todo exceso de soldaduras de dicho primer cordn hacia el interior del tubo, deber ser eliminado. En las soldaduras de tope de caeras de dimetros menores, se tendr especial cuidado en la aplicacin de la primera pasada a fin de obtener una adecuada penetracin, sin que se tengan proyecciones de metal hacia el interior del tubo que exceden de los lmites sealados. 6.6.2 Uniones Soldadas de Tope La separacin de biseles para espesores de caeras de 6,3 mm y menores, debe ser de 3,2 mm, ms 1,6 mm menos 0 mm. Para espesores entre 6,3 mm y 20 mm la separacin del bisel debe ser como mximo la mitad del espesor de la caera pero no superior a 5 mm. Los pinchazos de soldadura en la raz de la unin usados para fijar los componentes en posicin, deben ser hechos con el mismo electrodo que se usar para el cordn de raz. Los pinchazos de soldadura pueden ser fundidos con el cordn de raz, siempre y cuando hayan sido hechos por un soldador calificado sin presentar trizaduras. El desalineamiento interior de los extremos a soldar debe ser 0 mm. Si esto no fuese posible, el mximo desalineamiento permitido sera de del espesor de la caera, no mayor de 1,5 mm siempre que el cordn de raz tenga penetracin completa (ver tabla N 3 y fig. 12C ms adelante). Las figs. 4 y 5 muestran el desalineamiento para espesores iguales y desiguales.
FIGURA N 4
FIGURA N 5
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 12 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
El refuerzo externo o la excesiva penetracin de la soldadura estarn limitados a los valores dados por la norma ANSI B31.3, como se indica en la Tabla N 1 Espesor de pared de la caera 6,3 mm y menor Sobre 6,3 mm y hasta 12,7 mm Refuerzo externo o excesiva penetracin 1,6 mm 3,2 mm
Tabla N 1. Refuerzo externo o excesiva penetracin
6.6.3
Uniones soldadas de filete y soquete Las soldaduras de filete y las de soquete pueden tener forma cncava o convexa. El tamao del filete se determina como se muestra en la fig. 6 para catetos iguales y desiguales.
Soldadura de filete de catetos iguales FIGURA N 6
Soldadura de filete de catetos desiguales
La fig. 7 muestra dos detalles tpicos de instalacin de una media copla a la caera y el tamao del filete, donde: t tc D1 D2 = = = = espesor nominal de la caera garganta del filete igual a 0,7t pero no menor de 6,3 mm. dimetro de la perforacin en la caera equivalente al dimetro medio (dimetro exterior - dimetro interior dividido por 2) de la copla a instalar. dimetro exterior de la copla ms 2 mm.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 13 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
FIGURA N 7 Para soldar las coplas y consideraciones: medias coplas, se deben tener en cuenta las siguientes
Se fabricar un disipador de calor en bronce, con hilo NPT (dimetro segn sea el tamao de la copla), el cual ser instalado en la copla antes del proceso de soldadura. Al hilo de la copla y disipador se le aplicar pasta de disulfuro de molibdeno (Molycote). Una vez realizada la operacin anterior se procede a instalar el disipador en la copla y posteriormente se dar paso a la etapa de soldadura. Para cada copla a soldar, deber coordinarse previamente con la ITO.
La fig. 8 muestra los detalles tpicos de una unin de soquete, donde: t = Cx = espesor nominal de la caera 1,25t pero no menor de 3,2 mm.
FIGURA N 8
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 14 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
La fig. 9 muestra los detalles tpicos de las soldaduras en flanges slip-on, donde: t Y = espesor nominal de la caera = Z + 3 mm X = 1,4t pero no menor de 6,3 mm. Z = t pero no menor de 6,3 mm.
FIGURA N 9 La cara del flange slip-on o de cualquier otro tipo de flange, debe quedar perpendicular al eje de la caera. La desviacin mxima admisible es de 1,6 mm por cada 300 mm de dimetro, en menor. (Ver fig. 10A).
FIGURA N 10A
FIGURA N 10B
La mxima rotacin admisible en los agujeros de los pernos del flange es de " 1,5 mm, ver fig. 10B.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 15 de 23 Cliente: Anglo American Chile - DMBL
Petrolera Principal y Estacin de Servicio
AACh - DMBL
Cualquier dao en la cara del resalte donde se apoya la empaquetadura y que impida el sello hermtico de la unin debe ser evitado. El trazado de rayas de referencia hechas con rallador sobre estas superficies, estn prohibidas. Cualquier flange daado debe ser reparado o reemplazado. 6.6.4 Uniones Atornilladas Las uniones roscadas de caeras no deben atornillarse en forma rpida y continua. Debe tratarse de evitar el aumento de temperatura que se pueda producir por friccin de ambas partes. Es necesaria una buena lubricacin para reducir el roce y permitir al mismo tiempo que las dos partes a ser atornilladas no se atasquen, resultando as una unin ms efectiva. Cualquier compuesto o lubricante usado en los hilos, debe ser apropiado para las condiciones de servicio y no debe reaccionar desfavorablemente con el petrleo y sus derivados, ni con el material de la caera. La cantidad normal de apriete que debe aplicarse para obtener una unin hermtica y resistente en materiales de acero al carbono, est dada en la Tabla N 2. Estas dimensiones fueron establecidas de acuerdo con pruebas efectuadas en condiciones prcticas de trabajo. Con el objeto de obtener el apriete indicado en la Tabla N 2, es necesario variar el torque o la fuerza aplicada de acuerdo con el tamao, tipo de material y SCH del fitting o caera que se atornilla. Por ejemplo, se necesita menor fuerza para apretar una vlvula de bronce que una de acero.
TABLA 2 : DISTANCIA A La longitud normal de apriete indicada en la Tabla 1 no se aplica a los flanges con hilo pues su longitud de apriete, en este caso, depende de la serie del flange. En general el hilo de la caera debe ser ligeramente ms corto, de modo que el extremo de la caera quede aproximadamente a un hilo de la cara del flange cuando ste se atornilla, como se muestra en la fig. 11.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 16 de 23 Cliente: Anglo American Chile - DMBL
Petrolera CAEX 1 Tanque Cap: 200 m y 1 Tanque Cap: 50 m
AACh - DMVE
FIGURA N 11 El sello de la unin atornillada debe producirse por el contacto metal - metal. El uso de compuestos sellantes est prohibido.
6.6.5
Ereccin En el armado de las piezas prefabricadas, est prohibida la torsin de la caera para la correcta alineacin a una conexin del estanque, bomba u otro componente del sistema de caeras, que pueda introducir esfuerzos adicionales en los extremos. Las caeras del sistema deben quedar en la ubicacin y posicin correcta de acuerdo a los planos y sobre los soportes correspondientes.
6.6.6
Marcado de las Uniones Soldadas Todas las uniones soldadas de tope, filete y soquete, debern ser claramente identificadas con un nmero correlativo marcado prximo a la soldadura.Tambin deber marcarse el smbolo de identificacin del soldador que ejecut la soldadura. Estas marcas pueden hacerse con pintura. Todas estas marcas debern registrarse en los planos de fabricacin en la ubicacin que cada soldadura tiene, para el control del Contratista y de la Inspeccin. Si las soldaduras son rechazadas por la Inspeccin, la nueva soldadura deber tener un nuevo nmero de identificacin y la marca del soldador que las ejecut.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 17 de 23 Cliente: Anglo American Chile - DMBL
Petrolera CAEX 1 Tanque Cap: 200 m y 1 Tanque Cap: 50 m
AACh - DMVE
6.7
Inspeccin 6.7.1 Acceso a la Inspeccin La Inspeccin debe tener acceso a cualquier lugar donde se est realizando un trabajo de construccin de los sistemas de caeras. Adems, la Inspeccin tiene el derecho de realizar cualquier tipo de ensayo o inspeccin que estime necesario, an cuando no est aqu especificado. 6.7.2 Procedimientos de Soldadura y Soldadores La Inspeccin comprobar que los procedimientos de soldadura aprobados se estn aplicando en su totalidad y que los soldadores en trabajo estn calificados. La inspeccin podr rechazar a un soldador que tenga defectos repetitivos en las soldaduras de terreno. 6.7.3 Inspeccin Radiogrfica La soldadura ser sometida a inspeccin radiogrfica. Para las piezas especiales, se exigir inspeccin radiogrfica del 100% de las uniones soldadas. La soldadura de terreno, con la excepcin sealada anteriormente, ser inspeccionada radiogrficamente por muestreo que no ser inferior al 15% del total de la soldadura y podr llegar al 100% de la unin soldada segn lo exija la inspeccin, en caso de muestras con defectos. El control radiogrfico y su interpretacin ser ejecutada por una institucin aprobada por la I.T.O. El control radiogrfico determinar la magnitud de los siguientes defectos que pueden presentar las soldaduras: Fisuras Falta de penetracin Porosidad Inclusiones de escoria
Los defectos que se observan debern compararse con los lmites sealados en Tabla N 3 de estas Especificaciones, rechazndose las soldaduras donde tales lmites fuesen excedidos. Las soldaduras rechazadas debern ser reparadas de acuerdo a lo establecido en el punto 7.7.6, de estas especificaciones, tomndose nuevamente una radiografa de comprobacin. El costo que demande la inspeccin radiogrfica de todas las soldaduras definidas en las presentes especificaciones, sern de cargo del Contratista o Proveedor. El costo que demande toda inspeccin radiogrfica adicional que estime necesario efectuar la Inspeccin, ser de cargo de sta, en caso que ella resulte aceptable. En caso contrario, el costo que demande la inspeccin radiogrfica adicional, ser de cargo del Contratista.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 18 de 23 Cliente: Anglo American Chile - DMBL
Petrolera CAEX 1 Tanque Cap: 200 m y 1 Tanque Cap: 50 m
AACh - DMVE
El mtodo radiogrfico aplicado deber estar de acuerdo con el Artculo 2 de la Seccin V del ASME. Se efectuar un "Spot" radiogrfico de las uniones soldadas de tope. Se radiografiar una soldadura elegida al azar, en 120, cada 10 soldaduras ejecutadas por el mismo soldador (para la identificacin de las soldaduras ver prrafo 7.6.6). Si la unin radiografiada, representativa del lote de 10, no presenta defectos inadmisibles, se aprueba el lote de 10. Si la soldadura representativa del lote de 10 presenta defectos inadmisibles, debern radiografiarse 120, dos uniones adicionales del lote de 10, elegidas al azar o seleccionadas por la Inspeccin. Si estas 2 soldaduras adicionales no muestran defectos inadmisibles, se aprueba el lote de 10 y se repara el defecto de la soldadura representativa del lote. Si una de las 2 soldaduras adicionales, muestra defectos inadmisibles, el lote de 10 soldaduras deber ser rechazado y las soldaduras rehechas. Los lmites de defectos en las soldaduras se indican en la Tabla N 3 y fig. 12. Imperfecciones Fisura y falta de fusin Penetracin incompleta Porosidad Inclusin de escoria o indicaciones alargadas Socavacin Concavidad del cordn de raz Refuerzo de la soldadura Soldadura de Tope No permitido Nota 1 Nota 2 Nota 3 Nota 4 Nota 5 Nota 6 Soldadura de Filete y Soquete No permitido No aplicable Nota 7 No aplicable Nota 4 No aplicable No aplicable
Tabla N 3: Lmites de imperfecciones en las soldaduras
Notas. 1.-
La profundidad de la penetracin incompleta no debe exceder de 0,8 mm o de 0,2t, donde t es el espesor nominal de la caera. La longitud total de tales imperfecciones no debe exceder de 38 mm en 150 mm de longitud de soldadura, ver fig. 12. La porosidad no debe exceder de lo siguiente: a. Para espesor de caera de hasta 6,3 mm la porosidad no debe exceder los tamaos dados en Apndice 4 del ASME Seccin VIII, Divisin 1. b. Para espesor de caera mayores de 6,3 mm la porosidad no debe exceder de 1,5 veces los lmites dados en el Apndice 4 del ASME Seccin VIII, Divisin 1.
2.-
3.-
La longitud de cualquier inclusin de escoria o indicaciones alargadas, no debe exceder de 2 veces el espesor de la caera. La longitud total acumulada de estos defectos no debe exceder de 4 veces el espesor de la caera en una longitud de soldadura de 150 mm. El ancho de la inclusin de escoria no debe exceder el valor menor entre 3,2 mm o la mitad del espesor de la caera. La profundidad de la socavacin exterior no debe exceder el valor menor entre 0,8 mm del espesor de la caera. La socavacin interior o penetracin incompleta no debe exceder los lmites indicados en Nota 1, ver fig. 12F.
4.-
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 19 de 23 Cliente: Anglo American Chile - DMBL
Petrolera CAEX 1 Tanque Cap: 200 m y 1 Tanque Cap: 50 m
AACh - DMVE
5.-
La concavidad del cordn de raz, ver fig. 12E, no debe reducir el espesor de la unin soldada a valores inferiores al espesor del componente ms delgado de la unin. Ver Tabla N 1 de la presente especificacin. Los poros u otras imperfecciones detectadas en el ensayo con lquidos penetrantes, deben ser reparados.
6.7.-
Fig. 12A Falta de fusin
No permitido
Fig. 12B Falta de fusin No permitido
Fig.12C Penetracin incompleta debido a desalineamiento interior Ver nota 1 de Tabla N 3
Fig. 12D Penetracin incompleta del cordn de raz Ver nota 1 de Tabla N 3
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 20 de 23 Cliente: Anglo American Chile - DMBL
Petrolera CAEX 1 Tanque Cap: 200 m y 1 Tanque Cap: 50 m
AACh - DMVE
Fig.12E Superficie Cncava del Cordn de raz Ver nota 5 de Tabla N 3
Fig. 12F Socavacin Ver nota 4 de Tabla N 3
Fig. 12G Refuerzo exterior de la soldadura y excesiva penetracin del cordn raz Ver nota 6 de Tabla N 3
6.7.4
Inspeccin Visual La inspeccin visual debe ser realizada de acuerdo con el artculo 9 de la Seccin V del ASME. La inspeccin visual incluye la verificacin de los requisitos de diseo segn planos, preparacin de las uniones soldadas y atornilladas, alineamiento de los componentes de caera y de las caeras mismas, inspeccin de las soldaduras terminadas, armado de las piezas, etc.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 21 de 23 Cliente: Anglo American Chile - DMBL
Petrolera CAEX 1 Tanque Cap: 200 m y 1 Tanque Cap: 50 m
AACh - DMVE
6.7.5
Inspeccin con Lquidos Penetrantes El ensayo con lquidos penetrantes debe ser realizado de acuerdo con el Artculo 6 de la Seccin V del ASME. Todas las uniones de filete y de soquete deben ser inspeccionadas por lquidos penetrantes. Cualquier defecto que se detecte, tales como fisuras, poros, etc. deben ser reparados. Para hacer el ensayo con lquidos penetrantes, la soldadura debe ser esmerilada para eliminar las ondulaciones de los cordones, dejando una superficie pareja. Al esmerilar se tendr cuidado de no afectar el espesor de la caera adyacente a la soldadura.
6.7.6
Reparacin de Soldaduras Defectuosas Las soldaduras que fuesen rechazadas por la Inspeccin en base a la inspeccin visual y/o radiogrfica y aquellos sectores que evidenciarn filtraciones durante las pruebas hidrulicas debern ser removidos reponindose en seguida la soldadura. Por ningn concepto se aceptar la reparacin de filtraciones por calafateo. La remocin ser efectuada mediante arco de carbono y aire comprimido. Antes de volver a soldar las superficies debern estar lisas y limpias de rebarbas o irregularidades. La soldadura de reposicin deber ser efectuada de acuerdo al mismo procedimiento originalmente empleado en la soldadura.
6.8
Prueba Hidrosttica Antes de poner en servicio la planta, cada sistema de caera deber ser probado hidrostticamente para verificar su resistencia y hermeticidad. La presin de prueba deber ser mantenida por un tiempo suficiente, no menor de 15 minutos, para determinar si hay alguna filtracin. El Contratista se ajustar en todo a las Normas ANSI B.31.4 sobre prueba de caeras, (Code for Pressure Piping). Las pruebas se harn en general en sectores que sern definidos en cada oportunidad por el Contratista antes de la iniciacin de los trabajos y sometidos a la aprobacin de la Inspeccin. Esta sectorizacin deber contemplar las caractersticas del trazado y la secuencia o programacin impuesta a las obras. La prueba de presin del sistema de caera puede incluir a los estanques de almacenamiento siempre que la presin de prueba no sea mayor de 3,75 psig. En caso contrario, los estanques debern ser aislados de la prueba. Las uniones soldadas de tope, filete y soquete, y las uniones atornilladas, deben estar libres de escoria de la soldadura y de pintura en el momento de la prueba. La prueba de presin deber realizarse solamente despus que las caeras estn debidamente soportadas.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 22 de 23 Cliente: Anglo American Chile - DMBL
Petrolera CAEX 1 Tanque Cap: 200 m y 1 Tanque Cap: 50 m
AACh - DMVE
Los anclajes temporales para tapones en tramos de prueba deben disearse de acuerdo a la magnitud de la prueba de presin y la capacidad de sustentacin del terreno, tal como si fuesen a quedar permanentes. Se llenar la caera con agua, si es posible por la parte ms baja para permitir el escape de aire contenido en ella. Durante el llenado deber purgarse de modo que la caera quede exenta de aire antes de aplicar la presin de prueba. Se colocar una vlvula de paso entre las bombas de prueba y tubera. La presin de prueba ser de 1,5 veces la presin de trabajo, con un mnimo de 50 m de columna de agua. Se debern evitar presiones exageradas en aquellos tramos de fuerte desnivel de la caera entre el punto ms alto y el ms bajo. Se revisar cada juntura pasando la mano alrededor de toda ella. perfectamente impermeables. Todas debern ser
La presin de prueba debe mantenerse, una vez cerrada la vlvula de paso colocada entre la bomba y la tubera, sin ninguna variacin. Se instalarn manmetros calibrados en el punto ms alto y ms bajo, para supervigilar la presin de prueba, de acuerdo con las recomendaciones de la Norma ANSI B.31.4. En cada parte se instalarn dos manmetros, uno instalado por el Contratista y el otro por la Inspeccin. Los manmetros debern tener divisiones de 0,1 kg/cm5 en la zona de presin de prueba. Durante la prueba no se permitir que se efecten trabajos en la obra, ni que se agregue agua para contrarrestar la cada de presin. En la prueba de un tramo de caera debern quedar incluidas las piezas especiales que comprenden el tramo, vlvulas, ventosas, desages, etc., siempre que las presiones de prueba en fbrica de estos elementos sean inferiores a las presiones de prueba de las caeras. Si durante la prueba aparecieran filtraciones u otros defectos, deber vaciarse la caera en lo estrictamente necesario y proceder a su reparacin. Una vez corregidos los defectos, se repetir la prueba. Cuando los resultados hayan sido satisfactorios, se proceder a reparar los recubrimientos que puedan haberse daado en estas operaciones. Ser recibido conforme al ensayo si durante la prueba no se observara ninguna filtracin y los manmetros no indican baja de presin mayor de 0,1 kg/cm, durante el tiempo estipulado en la Norma ANSI B.31.4. Para modificar la presin de prueba sealada, ser necesaria la aprobacin de la Inspeccin Tcnica. El costo que demande la prueba y reparacin de la caera ser de cargo del Contratista.
Anglo American Chile N: 2209-D-EC-001 Proyecto: Petrolera Principal y Estacin de Servicio
Revisin: A Pgina 23 de 23 Cliente: Anglo American Chile - DMBL
S-ar putea să vă placă și
- PZ381991810 EbaDocument3 paginiPZ381991810 Ebaasesores mm100% (1)
- Paletas de CarameloDocument8 paginiPaletas de CarameloJose Juan Santiago RamirezÎncă nu există evaluări
- Folletos e InfografíasDocument16 paginiFolletos e InfografíasCarina ChiapperoÎncă nu există evaluări
- Norma Codelco MecanicaDocument81 paginiNorma Codelco MecanicaAnonymous YzSzB0rpNKÎncă nu există evaluări
- Anexo 5 Batería de TestDocument5 paginiAnexo 5 Batería de Testesmeraldas udai08d01Încă nu există evaluări
- Banco de Pruebas para FrenosDocument5 paginiBanco de Pruebas para FrenosLuis OrellanaÎncă nu există evaluări
- EVA 2 Corriente ContinúaDocument9 paginiEVA 2 Corriente ContinúaGerman Morera Bedoya100% (1)
- Ingles Caso EstudioDocument4 paginiIngles Caso EstudioLourdes G-pÎncă nu există evaluări
- Evento Rifa BeneficioDocument9 paginiEvento Rifa BeneficioAnonymous YzSzB0rpNK100% (1)
- Vix Catalogo Flujometro Ultrasonico Udm 200 SebakmtDocument1 paginăVix Catalogo Flujometro Ultrasonico Udm 200 SebakmtAnonymous YzSzB0rpNKÎncă nu există evaluări
- 4098-0019 LSDocument4 pagini4098-0019 LSAnonymous YzSzB0rpNK0% (1)
- SIPOCDocument6 paginiSIPOCOlga Alejandra Ulloa MurilloÎncă nu există evaluări
- Birding - Barrancos de IzkiDocument10 paginiBirding - Barrancos de IzkikriofirÎncă nu există evaluări
- Informe 01 Solicita Personal y Creacion de Meta San BorjaDocument2 paginiInforme 01 Solicita Personal y Creacion de Meta San Borjaxiomara portillo pazÎncă nu există evaluări
- Norma Práctica para La Estructura Desglosada Del Trabajo Segunda Edicion, Extracto y Traducción EntregadaDocument69 paginiNorma Práctica para La Estructura Desglosada Del Trabajo Segunda Edicion, Extracto y Traducción EntregadamariannyÎncă nu există evaluări
- Guía ConductismoDocument11 paginiGuía ConductismoMarta nubia Rivadeneira cortesÎncă nu există evaluări
- Ipe HeaDocument14 paginiIpe HeaLizeth Forero MaldonadoÎncă nu există evaluări
- Cómo Hacer Un Plan de Medios - 9 PasosDocument10 paginiCómo Hacer Un Plan de Medios - 9 Pasosdoctos scribd11Încă nu există evaluări
- Contenido Casa Fery y Casa de Las CanoasDocument25 paginiContenido Casa Fery y Casa de Las CanoasGloria TorresÎncă nu există evaluări
- Áreas Protegidas - ResueltoDocument8 paginiÁreas Protegidas - ResueltoAndreita Abril BrionesÎncă nu există evaluări
- Presupuestos y Programacion SM S.A.S PDFDocument5 paginiPresupuestos y Programacion SM S.A.S PDFsaul marin gomezÎncă nu există evaluări
- Fepba 2019 La Liga DocenteDocument24 paginiFepba 2019 La Liga DocenteNoelia BelizanÎncă nu există evaluări
- Bases Programáticas Tomas VodanovicDocument20 paginiBases Programáticas Tomas VodanovicSergio ToroÎncă nu există evaluări
- Planteamiento Casa de ChocolateDocument13 paginiPlanteamiento Casa de ChocolateJesus Viloria negreteÎncă nu există evaluări
- 2 Clase HandballDocument4 pagini2 Clase HandballCRISTIAN LEONARDO HERNANDEZ MONTAÑAÎncă nu există evaluări
- Dialecto e IdiolectoDocument5 paginiDialecto e IdiolectoSebastian MontesÎncă nu există evaluări
- t3 - Tesis Corregido FinalDocument18 paginit3 - Tesis Corregido FinalSandra GarcíaÎncă nu există evaluări
- HuauzontleDocument2 paginiHuauzontleMaynor PaizÎncă nu există evaluări
- Cov.r.01 Protocolo Atención Emergencia Ante Pandemia Covid19Document26 paginiCov.r.01 Protocolo Atención Emergencia Ante Pandemia Covid19egradosmÎncă nu există evaluări
- Evaluación Del Área de Desarrollo Personal IDocument4 paginiEvaluación Del Área de Desarrollo Personal ILi CastroÎncă nu există evaluări
- Programa de PF 1 2011Document3 paginiPrograma de PF 1 2011ttypt_tallermayÎncă nu există evaluări
- Tarea1 Katherine GonzalezDocument3 paginiTarea1 Katherine Gonzalezkagonzalez95Încă nu există evaluări
- Conocimiento Por CausasDocument21 paginiConocimiento Por CausasChona CampossÎncă nu există evaluări
- Manual Poste de RecargaDocument48 paginiManual Poste de RecargaFrancisco Simón FuertesÎncă nu există evaluări