S-ar putea să vă placă și
- Expansion Joint BasicsDocument35 paginiExpansion Joint BasicsRajivharolikarÎncă nu există evaluări
- Metal Expansion Joints by KE-BurgmannDocument16 paginiMetal Expansion Joints by KE-BurgmannEJSKAT50% (2)
- Expansion Joint Catalogue EN PDFDocument253 paginiExpansion Joint Catalogue EN PDFBranimir JankovicÎncă nu există evaluări
- Design-Engg-mfg-testing of Bellows Expansion Joints - 442013144211Document33 paginiDesign-Engg-mfg-testing of Bellows Expansion Joints - 442013144211mujeeb84Încă nu există evaluări
- Expansion JointsDocument43 paginiExpansion Jointsvermaakash22100% (1)
- Expansion Joint BasicsDocument114 paginiExpansion Joint Basicsrvrlonestar75% (4)
- Local Stresses WRC107Document19 paginiLocal Stresses WRC107naeand67% (3)
- Bellows BookDocument52 paginiBellows Bookchircu100% (3)
- Pipe Stress AnalysisDocument72 paginiPipe Stress AnalysisJin Jin100% (1)
- Behavior of Bellows-BechtDocument213 paginiBehavior of Bellows-BechtChristopher John SuchockiÎncă nu există evaluări
- Expansion Joint Design ManualDocument28 paginiExpansion Joint Design Manualfileseeker100% (2)
- EJMA Bellows CalculatorDocument6 paginiEJMA Bellows CalculatorNamık100% (2)
- Nozzle FlexibilityDocument40 paginiNozzle Flexibilityerikoh100% (1)
- Stress Analysis of Piping SystemsDocument108 paginiStress Analysis of Piping SystemsShijumon KpÎncă nu există evaluări
- Expansion Joint Manual 1501uk 5-12-12 20 DownloadDocument323 paginiExpansion Joint Manual 1501uk 5-12-12 20 DownloadivanmatijevicÎncă nu există evaluări
- Piping Stress AnalysisDocument159 paginiPiping Stress AnalysisSalah Eddine ZianiÎncă nu există evaluări
- Anchor Support - Thermal ExpansionDocument99 paginiAnchor Support - Thermal ExpansionKCFUNG100% (1)
- An Alternative Way To Support Horizontal Pressure Vessels Subject To To Thermal LoadingDocument7 paginiAn Alternative Way To Support Horizontal Pressure Vessels Subject To To Thermal LoadingDavid RodriguesÎncă nu există evaluări
- WRC107 297Document4 paginiWRC107 297MasoodMiyanÎncă nu există evaluări
- Expansion JointsDocument4 paginiExpansion Jointsjeff501Încă nu există evaluări
- Data Sheet For Allowable Nozzle Load - SP1-110-9850-00-PI-DTDocument8 paginiData Sheet For Allowable Nozzle Load - SP1-110-9850-00-PI-DTbabak mirÎncă nu există evaluări
- Tutorial of WRC 107 For TrunnionDocument9 paginiTutorial of WRC 107 For TrunnionAlvin SmithÎncă nu există evaluări
- External Loads On Nozzles and Piping Intersections Paulin Webinar Part 2 W044Rev1Document41 paginiExternal Loads On Nozzles and Piping Intersections Paulin Webinar Part 2 W044Rev1Nabil Al-Khirdaji100% (1)
- EJMA Standard 9th Ed. 2008 - Standards of The Expansion JoinDocument238 paginiEJMA Standard 9th Ed. 2008 - Standards of The Expansion Joinmichski4488% (8)
- Expansion Joint CatalogDocument142 paginiExpansion Joint CatalogNicole Smith100% (1)
- Mini Kin Design Book 4 The DitionDocument36 paginiMini Kin Design Book 4 The Ditionhalder_kalyan9216Încă nu există evaluări
- Above Ground Pipeline DesignDocument15 paginiAbove Ground Pipeline DesigndilimgeÎncă nu există evaluări
- Parte 3.-Piping Design Carrier HandBookDocument122 paginiParte 3.-Piping Design Carrier HandBookNestor Sanchez Villasmil100% (8)
- Block 10 Module 2Document18 paginiBlock 10 Module 2Sandra FerrellÎncă nu există evaluări
- HVAC Handbook Part 3 Piping DesignDocument122 paginiHVAC Handbook Part 3 Piping DesignTanveer100% (7)
- System Design: Compensating For Expansion and ContractionDocument3 paginiSystem Design: Compensating For Expansion and ContractionSaeed RehmanÎncă nu există evaluări
- Expansion Loop 1Document3 paginiExpansion Loop 1reach_arindomÎncă nu există evaluări
- Piping DesignDocument122 paginiPiping Designfacebookshop100% (9)
- Support LocationsDocument12 paginiSupport LocationsdasubhaiÎncă nu există evaluări
- Katalog CijeviDocument73 paginiKatalog CijeviTheLizardKingÎncă nu există evaluări
- Copper Pressure Piping SystemsDocument2 paginiCopper Pressure Piping SystemsstarykltÎncă nu există evaluări
- Heat Pipe SelectionDocument6 paginiHeat Pipe SelectionSridhar RaoÎncă nu există evaluări
- Basics of Piping System Thermal Expansion For Process EngDocument12 paginiBasics of Piping System Thermal Expansion For Process EngAttalh Djaafar AttalhÎncă nu există evaluări
- Pipe Expantion & SupportDocument8 paginiPipe Expantion & SupportIskandar HasibuanÎncă nu există evaluări
- Pipe Expansion and SupportDocument10 paginiPipe Expansion and SupportKagira Drawing SoltuionÎncă nu există evaluări
- Duct & Vent EngineeringDocument70 paginiDuct & Vent Engineeringtop20202080% (5)
- Basics of Piping System Thermal Expansion For Process EngineersDocument14 paginiBasics of Piping System Thermal Expansion For Process EngineersGoce VasilevskiÎncă nu există evaluări
- Introduction - Metallic Expansion Joint PDFDocument16 paginiIntroduction - Metallic Expansion Joint PDFsdmel100% (2)
- Trends in The Development of Road Composite Bridges: AbstractDocument9 paginiTrends in The Development of Road Composite Bridges: AbstractNazim HussainÎncă nu există evaluări
- 2011 HydroCarbonEngineeringDocument4 pagini2011 HydroCarbonEngineeringbigsteve9088Încă nu există evaluări
- Designguide 4Document16 paginiDesignguide 4Adrian Flores GallardoÎncă nu există evaluări
- Paper Supplies Store AT Berkat AL Awamer: Qatar International Islamic Bank (QIIB)Document7 paginiPaper Supplies Store AT Berkat AL Awamer: Qatar International Islamic Bank (QIIB)Congson JeffÎncă nu există evaluări
- Tube Expansion: A Seminar Report OnDocument27 paginiTube Expansion: A Seminar Report OnzalabiÎncă nu există evaluări
- Steam-Engineering-Tutorial R1Document6 paginiSteam-Engineering-Tutorial R1Teeranai ThaiteamsingÎncă nu există evaluări
- Expansion Loop DesignDocument61 paginiExpansion Loop DesignTauqueerAhmadÎncă nu există evaluări
- Span Limits For Elevated Temperature PipingDocument4 paginiSpan Limits For Elevated Temperature PipingDushyant Varshney100% (2)
- Pipe Expansion and Support - DeterminationDocument23 paginiPipe Expansion and Support - DeterminationGodwinÎncă nu există evaluări
- Min Spacing in Between Pipes On PiperackDocument5 paginiMin Spacing in Between Pipes On PiperackAbhishek SharmaÎncă nu există evaluări
- Induction Bends in Material Grade X80Document0 paginiInduction Bends in Material Grade X80Nandhakumaran RajagopalanÎncă nu există evaluări
- Steam Pipe CalculationDocument22 paginiSteam Pipe CalculationNallathambiÎncă nu există evaluări
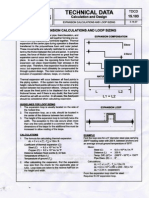
- Expansion Calculation and Loop Sizing001Document2 paginiExpansion Calculation and Loop Sizing001Joseph R. F. DavidÎncă nu există evaluări
- Hydraulic Calculations of PipelinesDocument31 paginiHydraulic Calculations of Pipelinesajeish100% (1)
- Steam Systems Piping: Chapter C3Document51 paginiSteam Systems Piping: Chapter C3Marcelo MorenoÎncă nu există evaluări
- Plimat DatasheetDocument14 paginiPlimat DatasheetVladimir BukaricaÎncă nu există evaluări
- Critical Collapse Pressure PVC PipeDocument7 paginiCritical Collapse Pressure PVC Pipemas_chan-1Încă nu există evaluări
- Method Statement For Lifting WorksDocument12 paginiMethod Statement For Lifting WorksBeomHee Lee100% (1)
- Fisher Optimized Antisurge Control Valves: High Reliability To Meet World-Class Production DemandsDocument12 paginiFisher Optimized Antisurge Control Valves: High Reliability To Meet World-Class Production DemandsBeomHee LeeÎncă nu există evaluări
- T-Ball Anti-Surge Valve Providing The Complete and Reliable SolutionDocument12 paginiT-Ball Anti-Surge Valve Providing The Complete and Reliable SolutionBeomHee LeeÎncă nu există evaluări
- Piping Fabrication and Installation PDFDocument30 paginiPiping Fabrication and Installation PDFBeomHee LeeÎncă nu există evaluări
- Method Statement For Tie inDocument15 paginiMethod Statement For Tie inRachel Flores86% (7)
- Method Statement Piping Works DABBIYADocument11 paginiMethod Statement Piping Works DABBIYAsivaparthiban100% (3)
- Method Statement For Scaffolding Erection - Docx R3Document14 paginiMethod Statement For Scaffolding Erection - Docx R3magramya100% (1)
- Standard For Ship Piping 2Document227 paginiStandard For Ship Piping 2khanhhue67% (3)
- Accommodating Expansion in Piping SystemsDocument52 paginiAccommodating Expansion in Piping SystemsBeomHee LeeÎncă nu există evaluări
- General Specification For Materials, Fabrication and Installation of StructureDocument74 paginiGeneral Specification For Materials, Fabrication and Installation of StructureOrlando Fang75% (4)
- Engineering Encyclopedia: Piping Maintenance and RepairDocument46 paginiEngineering Encyclopedia: Piping Maintenance and RepairEmmanuel MatutuÎncă nu există evaluări
- Pressure Drop Calculation Equations For PIPING and PIPELINEDocument3 paginiPressure Drop Calculation Equations For PIPING and PIPELINEdimkuhÎncă nu există evaluări
- Piping Fabrication Installation Erection and Testing PDFDocument33 paginiPiping Fabrication Installation Erection and Testing PDFDeepak0% (1)
- 2.underground Drainage Piping (Method Statement)Document11 pagini2.underground Drainage Piping (Method Statement)Wissam Jarmak73% (11)
- Es PPG 1201Document34 paginiEs PPG 1201Pramod AthiyarathuÎncă nu există evaluări
- Welding and Inspection of PipingDocument20 paginiWelding and Inspection of PipingMohammed Najim89% (9)
- Steel Fabrication Method StatementDocument12 paginiSteel Fabrication Method StatementBeomHee LeeÎncă nu există evaluări
- 000-PR-CN02-0049.01 - Method Testing For HDPE Fire PipingDocument6 pagini000-PR-CN02-0049.01 - Method Testing For HDPE Fire PipingBudi Santony100% (1)
- Woodside Flange Bolting STD W1000SM3131997Document53 paginiWoodside Flange Bolting STD W1000SM3131997ABBGrain/gshar100% (1)
- Pump Suction ArrangementsDocument24 paginiPump Suction ArrangementskidseismicÎncă nu există evaluări
- Piping and Pipelines Assessment Guide 270Document1 paginăPiping and Pipelines Assessment Guide 270BeomHee LeeÎncă nu există evaluări
- 001 Sample Method Statement Piping ShutdownDocument10 pagini001 Sample Method Statement Piping ShutdownBeomHee LeeÎncă nu există evaluări
- A Recommended Approach To Piping Flexibility Studies To Avoid Compressor System Integrity RiskDocument11 paginiA Recommended Approach To Piping Flexibility Studies To Avoid Compressor System Integrity RiskBeomHee LeeÎncă nu există evaluări
- Pipe Seismic Application ManualDocument18 paginiPipe Seismic Application ManualBeomHee LeeÎncă nu există evaluări
- Interzinc 52 Epoxy - Marine Coatings of AkzoNobel PDFDocument4 paginiInterzinc 52 Epoxy - Marine Coatings of AkzoNobel PDFaandueza_1Încă nu există evaluări
- Design Recommendations - Pump and Pipe Mechanical Installation GuidelinesDocument12 paginiDesign Recommendations - Pump and Pipe Mechanical Installation GuidelinesBeomHee LeeÎncă nu există evaluări
- Pump Suction ArrangementsDocument24 paginiPump Suction ArrangementskidseismicÎncă nu există evaluări
- Basic Pipe Stress Analysis TutorianyrnyrnlDocument26 paginiBasic Pipe Stress Analysis TutorianyrnyrnlCatur Oka Nurfansyah100% (1)
- Manual For The Design of Pipe Systems and Pumps - GEADocument56 paginiManual For The Design of Pipe Systems and Pumps - GEABeomHee LeeÎncă nu există evaluări
- 004 Strain Gage Based TransducersDocument151 pagini004 Strain Gage Based TransducersMarcoshhÎncă nu există evaluări
- The Rigidity of Rib-Reinforced Cover PlatesDocument13 paginiThe Rigidity of Rib-Reinforced Cover PlatessekharsamyÎncă nu există evaluări
- Steel Angles D 1322Document2 paginiSteel Angles D 1322Shanmuga SundaramÎncă nu există evaluări
- Reinforced Concrete Continuous Beam Analysis and Design (ACI 318-14) PDFDocument44 paginiReinforced Concrete Continuous Beam Analysis and Design (ACI 318-14) PDFsteveÎncă nu există evaluări
- University of MoratuwaDocument18 paginiUniversity of MoratuwaMerin OshwelÎncă nu există evaluări
- TP07 Castillo PDFDocument8 paginiTP07 Castillo PDFJefreyMatuanMondranoÎncă nu există evaluări
- The Engineer May 14, 1909Document26 paginiThe Engineer May 14, 1909fogdartÎncă nu există evaluări
- Calculation of Monopole Deflection Due To Self WeightDocument6 paginiCalculation of Monopole Deflection Due To Self WeightGouranga MunainÎncă nu există evaluări
- Strength of MaterialsDocument696 paginiStrength of MaterialsJASHANPREET Singh100% (2)
- Virtual MethodDocument1 paginăVirtual Methodsuganthi1711Încă nu există evaluări
- Beam Frame Example of A Parking Structure International Version TN461-SI PDFDocument30 paginiBeam Frame Example of A Parking Structure International Version TN461-SI PDFLau Kim HwaÎncă nu există evaluări
- Lab6 ADocument60 paginiLab6 AAzadar HussainÎncă nu există evaluări
- Univ of Michigan Flint Design Report 442Document74 paginiUniv of Michigan Flint Design Report 442Extra TerrestrialÎncă nu există evaluări
- E by M Thomson MethodDocument9 paginiE by M Thomson MethodReddyvari Venugopal33% (3)
- Designing A Bridge: Suspension Bridge Using Bended StrawsDocument4 paginiDesigning A Bridge: Suspension Bridge Using Bended StrawsKevinÎncă nu există evaluări
- Influence Lines - Qualitative Influence Lines Using The Müller Breslau PrincipleDocument9 paginiInfluence Lines - Qualitative Influence Lines Using The Müller Breslau PrincipleTapu mojumder100% (1)
- Design Difference Is Vs AISCDocument2 paginiDesign Difference Is Vs AISCSaqlain AwanÎncă nu există evaluări
- ASTM TestingDocument7 paginiASTM TestingMarina Bock MonteroÎncă nu există evaluări
- MB - The Revision of AS5100.4 Bearings and Deck JointsDocument9 paginiMB - The Revision of AS5100.4 Bearings and Deck JointsThong NguyenÎncă nu există evaluări
- Platform Calculation (Jan 22-2012)Document28 paginiPlatform Calculation (Jan 22-2012)SAMER OSMANÎncă nu există evaluări
- Shear Wall ExampleDocument15 paginiShear Wall ExampleAnnamalai VaidyanathanÎncă nu există evaluări
- Plastic Hinge Length in Reinforced Concrete Flexural MembersDocument10 paginiPlastic Hinge Length in Reinforced Concrete Flexural MembersHenry HoyosÎncă nu există evaluări
- Astm D6648-08Document14 paginiAstm D6648-08ROBERTO MIRANDAÎncă nu există evaluări
- ENCI 317 - Lab 2 Material - Fall 2022Document17 paginiENCI 317 - Lab 2 Material - Fall 2022Sherry YousafÎncă nu există evaluări
- Approximate Analysis of The Large Deflection Elastic Behavior of Clamped Uniformly Loaded Rectangular PlatesDocument13 paginiApproximate Analysis of The Large Deflection Elastic Behavior of Clamped Uniformly Loaded Rectangular Platessk1988junÎncă nu există evaluări
- Bolted Glass AssembliesDocument4 paginiBolted Glass AssembliesTomás Aires PereiraÎncă nu există evaluări
- Structure Calculation of Loading DockDocument19 paginiStructure Calculation of Loading Dockmhajaraswadi2023Încă nu există evaluări
- Plastic Snap DesignDocument18 paginiPlastic Snap Designkailashparmar1Încă nu există evaluări
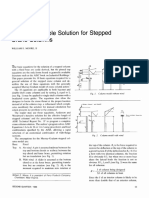
- A Programmable Solution For Stepped Crane ColumnsDocument4 paginiA Programmable Solution For Stepped Crane ColumnsMohamed Mostafa IbrahimÎncă nu există evaluări
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetDe la EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetEvaluare: 4.5 din 5 stele4.5/5 (10)
- To Engineer Is Human: The Role of Failure in Successful DesignDe la EverandTo Engineer Is Human: The Role of Failure in Successful DesignEvaluare: 4 din 5 stele4/5 (138)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDe la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansÎncă nu există evaluări
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsDe la EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsÎncă nu există evaluări
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDe la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansEvaluare: 4.5 din 5 stele4.5/5 (21)
- Geotechnical Engineering Calculations and Rules of ThumbDe la EverandGeotechnical Engineering Calculations and Rules of ThumbEvaluare: 4 din 5 stele4/5 (17)
- Troubleshooting and Repair of Diesel EnginesDe la EverandTroubleshooting and Repair of Diesel EnginesEvaluare: 1.5 din 5 stele1.5/5 (2)
- Structural Cross Sections: Analysis and DesignDe la EverandStructural Cross Sections: Analysis and DesignEvaluare: 4.5 din 5 stele4.5/5 (19)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyDe la EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyEvaluare: 4.5 din 5 stele4.5/5 (5)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeDe la EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeEvaluare: 4.5 din 5 stele4.5/5 (59)
- Predicting Lifetime for Concrete StructureDe la EverandPredicting Lifetime for Concrete StructureÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Summary of Neil Postman's Amusing Ourselves to DeathDe la EverandSummary of Neil Postman's Amusing Ourselves to DeathEvaluare: 4 din 5 stele4/5 (2)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisDe la EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisEvaluare: 5 din 5 stele5/5 (3)
- CAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementDe la EverandCAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementÎncă nu există evaluări
- Summary of Mark Owens & Delia Owens's Cry Of The KalahariDe la EverandSummary of Mark Owens & Delia Owens's Cry Of The KalahariÎncă nu există evaluări
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesDe la EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesÎncă nu există evaluări
- Cable Supported Bridges: Concept and DesignDe la EverandCable Supported Bridges: Concept and DesignEvaluare: 5 din 5 stele5/5 (1)
- Construction Innovation and Process ImprovementDe la EverandConstruction Innovation and Process ImprovementAkintola AkintoyeÎncă nu există evaluări
- Rock Fracture and Blasting: Theory and ApplicationsDe la EverandRock Fracture and Blasting: Theory and ApplicationsEvaluare: 5 din 5 stele5/5 (2)