S-ar putea să vă placă și
- TP1 MSPDocument13 paginiTP1 MSPPse Udo0% (1)
- Etude de Capabilité de Moyen de Mesure1Document10 paginiEtude de Capabilité de Moyen de Mesure1AminChaariÎncă nu există evaluări
- Carte deDocument58 paginiCarte deHoussame NaimÎncă nu există evaluări
- Cartes de ControlesDocument34 paginiCartes de ControlesFatima ezzahrae BoulfasseÎncă nu există evaluări
- TD Carte de Contrôle Et Échantillonnage - 221229 - 004702Document4 paginiTD Carte de Contrôle Et Échantillonnage - 221229 - 004702yassine baliÎncă nu există evaluări
- Cartes de Contrôle Avec CorrigéDocument7 paginiCartes de Contrôle Avec CorrigéOSAMA ZEHLOUL100% (1)
- Diagramme ISHIKAWA Ou Diagramme CausesDocument10 paginiDiagramme ISHIKAWA Ou Diagramme Causeskhaled100% (1)
- Cartes de Controle MSPDocument30 paginiCartes de Controle MSPSakù ExøTïc ØtāKůÎncă nu există evaluări
- Maitrise Que de Procedes 9Document9 paginiMaitrise Que de Procedes 9Ait El Caid AbdellatifÎncă nu există evaluări
- Cours Sur Les Cartes de Controle - SPCDocument5 paginiCours Sur Les Cartes de Controle - SPCMeryem BelhassaneÎncă nu există evaluări
- Methodes Statistiques Appliquées Aux Contrôles de La QualitéDocument39 paginiMethodes Statistiques Appliquées Aux Contrôles de La Qualitéhinaro1Încă nu există evaluări
- 3 MSA Etude Type1Document9 pagini3 MSA Etude Type1Hichem ArbiÎncă nu există evaluări
- CoursDocument13 paginiCoursNabilos NagatoÎncă nu există evaluări
- Capabilité Machines Et ProcessusDocument31 paginiCapabilité Machines Et Processusmoez ben youssefÎncă nu există evaluări
- MSP-SPC 1Document100 paginiMSP-SPC 1HammamiSalahÎncă nu există evaluări
- MSP PrincipeDocument8 paginiMSP PrincipeHayat RaouiÎncă nu există evaluări
- Formation SPC - MSP: Harbouche Lahcène Ingénieur de RechercheDocument169 paginiFormation SPC - MSP: Harbouche Lahcène Ingénieur de RechercheMoez AlouiÎncă nu există evaluări
- Chap 2 MSP V2018 PDFDocument30 paginiChap 2 MSP V2018 PDFalae sahraouiÎncă nu există evaluări
- Programme AMDEC Processus CNFCPPDocument2 paginiProgramme AMDEC Processus CNFCPPImed KharratÎncă nu există evaluări
- 04 Msa1 PDFDocument43 pagini04 Msa1 PDFTunENSTABÎncă nu există evaluări
- Exercice 11Document4 paginiExercice 11Chokri MaatougÎncă nu există evaluări
- Amdec Utile PDFDocument23 paginiAmdec Utile PDFmedÎncă nu există evaluări
- Exercice Lean 13Document90 paginiExercice Lean 13sonia belhediÎncă nu există evaluări
- AmdecDocument17 paginiAmdecZakaria BahaÎncă nu există evaluări
- Etude AMDECDocument15 paginiEtude AMDECPortugas D-AceÎncă nu există evaluări
- Concept de Capabilité PlatformeDocument15 paginiConcept de Capabilité PlatformeHayat Raoui100% (2)
- Partie 2 - Contrôle Des Pièces Usinées de Série PDFDocument31 paginiPartie 2 - Contrôle Des Pièces Usinées de Série PDFamalÎncă nu există evaluări
- Formation AMDECDocument28 paginiFormation AMDECYassine KoutounÎncă nu există evaluări
- Qualite IshikawaDocument18 paginiQualite IshikawaJohn BaltonÎncă nu există evaluări
- Chapitre Capabilité Et Cartes de ContrôleDocument22 paginiChapitre Capabilité Et Cartes de Contrôleالخوداري نهالÎncă nu există evaluări
- Chapitre 3 MSA-Analyse Des Système de MesureDocument36 paginiChapitre 3 MSA-Analyse Des Système de MesureTshibangu Samuel100% (1)
- COURS MSP DV (Mode de Compatibilité)Document100 paginiCOURS MSP DV (Mode de Compatibilité)LEARNING GAMINGÎncă nu există evaluări
- 6 SigmaDocument16 pagini6 SigmaNossaïr El KorchiÎncă nu există evaluări
- TD1 (Déf, Pareto, Ishikawa)Document2 paginiTD1 (Déf, Pareto, Ishikawa)Ossama Chahoub100% (2)
- Methode AmdecDocument19 paginiMethode AmdecdoaademaneÎncă nu există evaluări
- TP MSP4Document4 paginiTP MSP4Ismail SamouhÎncă nu există evaluări
- Polycopié MSP 2016Document57 paginiPolycopié MSP 2016Mi DO IIÎncă nu există evaluări
- CorrectionDocument5 paginiCorrectionAziza El hamzaouiÎncă nu există evaluări
- Presentation AmdecDocument39 paginiPresentation AmdecChikhaouiÎncă nu există evaluări
- MetrologieDocument102 paginiMetrologieFatiha BazharÎncă nu există evaluări
- Capabilité EnnonceDocument5 paginiCapabilité EnnonceYounesHamoudiÎncă nu există evaluări
- Ch1. Contrôle Statistique de La QualitéDocument13 paginiCh1. Contrôle Statistique de La QualitéAref ChaariÎncă nu există evaluări
- Tgao PDFDocument21 paginiTgao PDFAl CasÎncă nu există evaluări
- Outils de La Qualité MSPDocument132 paginiOutils de La Qualité MSPEl Ouadghiri Salim100% (6)
- 20 - TPMDocument10 pagini20 - TPMMohammed Amine Kened100% (1)
- Methode de Resolution de Problemes (MRP) : Par: Dr. Benkacem AbderrahmaneDocument51 paginiMethode de Resolution de Problemes (MRP) : Par: Dr. Benkacem AbderrahmaneKhalid HajirÎncă nu există evaluări
- 3 MSA StagiaireDocument49 pagini3 MSA StagiaireTourvilleÎncă nu există evaluări
- Concept de BaseDocument52 paginiConcept de BaseWolaé Mathurin Edmond AmegandjinÎncă nu există evaluări
- TD VSM EnonceDocument10 paginiTD VSM EnonceCimacef ConseilÎncă nu există evaluări
- La Gestion de Production Lean Et Ses Outils Document Partie 1 PDFDocument64 paginiLa Gestion de Production Lean Et Ses Outils Document Partie 1 PDFhamid_touhamiÎncă nu există evaluări
- TpMetrologieAuMarbre CorrigeDocument4 paginiTpMetrologieAuMarbre CorrigeNoOr Hane0% (1)
- Fiabilité, maintenance prédictive et vibration des machinesDe la EverandFiabilité, maintenance prédictive et vibration des machinesÎncă nu există evaluări
- Cours spc2Document21 paginiCours spc2Abdelghani AririÎncă nu există evaluări
- Carte de Controle VFDocument18 paginiCarte de Controle VFHoussame NaimÎncă nu există evaluări
- FinaleDocument18 paginiFinaleHoussame Naim100% (1)
- Chapitre 3 LteDocument7 paginiChapitre 3 LteelongsergeÎncă nu există evaluări
- RapportDocument25 paginiRapportDraw MagicÎncă nu există evaluări
- TIBA AzzeddineDocument7 paginiTIBA AzzeddineHoussame NaimÎncă nu există evaluări
- TIBA AzzeddineDocument7 paginiTIBA AzzeddineHoussame NaimÎncă nu există evaluări
- Etude de Cas 6 Sigma Groupe 1Document15 paginiEtude de Cas 6 Sigma Groupe 1Ibtihal Benchikar100% (1)
- Devoir Surveillé 2stm ProductionDocument8 paginiDevoir Surveillé 2stm ProductionOmar Daali100% (1)
- ds1 2stm01Document5 paginids1 2stm01Omar DaaliÎncă nu există evaluări
- FritizingDocument1 paginăFritizingOmar DaaliÎncă nu există evaluări
- Cours Traction Et CompressionDocument5 paginiCours Traction Et CompressionOmar DaaliÎncă nu există evaluări
- Exo IsoDocument2 paginiExo IsoOmar DaaliÎncă nu există evaluări
- Elaborer Un Contrat de PhaseDocument2 paginiElaborer Un Contrat de PhaseOmar DaaliÎncă nu există evaluări
- DscomDocument2 paginiDscomOmar DaaliÎncă nu există evaluări
- Science IngenieurDocument216 paginiScience Ingenieursimoniko100% (7)
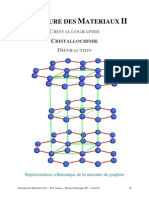
- Structure Des Materiaux II CristallochimieDocument25 paginiStructure Des Materiaux II CristallochimieOmar DaaliÎncă nu există evaluări
- Introduction À Featurecam PDFDocument61 paginiIntroduction À Featurecam PDFOmar Daali100% (2)
- Le Formage Par EmboutissageDocument4 paginiLe Formage Par EmboutissageOmar DaaliÎncă nu există evaluări
- ForgeageDocument26 paginiForgeageThomas Barraud50% (2)
- Cours CATIA V5Document28 paginiCours CATIA V5Gana100% (1)
- Gestion de Production Typologie Syst de ProdDocument6 paginiGestion de Production Typologie Syst de ProdOmar DaaliÎncă nu există evaluări
- Pliage-Calcul de LD Et Cm1Document7 paginiPliage-Calcul de LD Et Cm1Omar DaaliÎncă nu există evaluări
- 1 Généralités Corrigé1Document3 pagini1 Généralités Corrigé1Omar DaaliÎncă nu există evaluări
- JJGpliageDocument10 paginiJJGpliageHassan AzmiÎncă nu există evaluări
- ds1 2stm2 PDFDocument3 paginids1 2stm2 PDFOmar DaaliÎncă nu există evaluări
- Durée de Vie1Document5 paginiDurée de Vie1Omar DaaliÎncă nu există evaluări
- Abaque de PliagesDocument1 paginăAbaque de PliagesOmar DaaliÎncă nu există evaluări
- Sujet Bac 2013Document18 paginiSujet Bac 2013Omar DaaliÎncă nu există evaluări
- Essais MecaniquesDocument6 paginiEssais MecaniquesMoussa ZaouiÎncă nu există evaluări
- Aciers AlliésDocument2 paginiAciers AlliésOmar DaaliÎncă nu există evaluări
- Devoir Commun Partie ProductionDocument16 paginiDevoir Commun Partie ProductionOmar Daali0% (1)
- TBIDocument6 paginiTBIOmar DaaliÎncă nu există evaluări
- Liste Complète Des Trucs Et astucesASDocument2 paginiListe Complète Des Trucs Et astucesASOmar DaaliÎncă nu există evaluări
- Rugosité Et État de SurfaceDocument17 paginiRugosité Et État de SurfaceOmar Daali67% (3)
- Regles Sur IsostatismeDocument8 paginiRegles Sur IsostatismeOmar Daali100% (1)
- Cde Num 9902Document2 paginiCde Num 9902Omar DaaliÎncă nu există evaluări
- Restaurer La Dent DépulpéeDocument138 paginiRestaurer La Dent DépulpéebenzimraÎncă nu există evaluări
- Systemes Hyperstatiques en Flexion-W-Cours-BresseDocument18 paginiSystemes Hyperstatiques en Flexion-W-Cours-BresseAs ScofÎncă nu există evaluări
- Bonzon P-J Delph Le Marin 1955Document217 paginiBonzon P-J Delph Le Marin 1955Sorin YannickÎncă nu există evaluări
- 1219964637Document4 pagini1219964637Soleilla GouakaÎncă nu există evaluări
- Travaux Dirigés Régulation Ind. 21Document54 paginiTravaux Dirigés Régulation Ind. 21Amina LazregÎncă nu există evaluări
- Rapport ANSALDO PDFDocument24 paginiRapport ANSALDO PDFHamzaamaraÎncă nu există evaluări
- OdinismeDocument2 paginiOdinismeLonie WissangÎncă nu există evaluări
- (WEB) Activité - ARPP Influenceurs Virtuels P1Document1 pagină(WEB) Activité - ARPP Influenceurs Virtuels P1le mrÎncă nu există evaluări
- Corrige CAPA Sept2014Document11 paginiCorrige CAPA Sept2014paulardÎncă nu există evaluări
- Le Groupement Tactique Interarmes en Zone UrbaniseeDocument3 paginiLe Groupement Tactique Interarmes en Zone UrbaniseeUncle JoffeÎncă nu există evaluări
- La Planète Des SingesDocument21 paginiLa Planète Des SingeslisaÎncă nu există evaluări
- 111mémoire - Universite CasablancaDocument65 pagini111mémoire - Universite CasablancaWalid ArhnouchÎncă nu există evaluări
- Sermons de BossuetDocument807 paginiSermons de BossuetCapitalemoÎncă nu există evaluări
- Book TBP FRDocument6 paginiBook TBP FRDepanama FranckyÎncă nu există evaluări
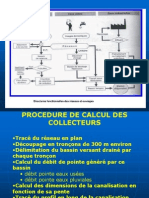
- COURS Assainissement Chap 2 2011Document22 paginiCOURS Assainissement Chap 2 2011sabbanrachid100% (4)
- Guide Normes Etudes Reconnaissance Caracterisation SolsDocument22 paginiGuide Normes Etudes Reconnaissance Caracterisation SolsAndré Germain MbogbaÎncă nu există evaluări
- Les Declinaison RusseDocument44 paginiLes Declinaison Russebachirmamane123Încă nu există evaluări
- Cours 1 BD AvanceesDocument173 paginiCours 1 BD AvanceesBaro Yeyahh AyshaÎncă nu există evaluări
- Généralités Sur La RadiotherapieDocument27 paginiGénéralités Sur La RadiotherapieHindāÎncă nu există evaluări
- Stèle DDocument7 paginiStèle DAngelika ErhardtÎncă nu există evaluări
- 4e VI, 2 Jean ValjeanDocument1 pagină4e VI, 2 Jean ValjeanMaxime Hengert100% (1)
- Devoir de Synthèse N°1 - Physique - Bac Tech (2009-2010) MR Beni HassenDocument4 paginiDevoir de Synthèse N°1 - Physique - Bac Tech (2009-2010) MR Beni HassenAicha TennichÎncă nu există evaluări
- D31 - Bachelor GEST - Janvier 2019 - CorrigéDocument11 paginiD31 - Bachelor GEST - Janvier 2019 - CorrigéMicro ImmfÎncă nu există evaluări
- CYC5600ADocument3 paginiCYC5600AChafik AlbadraouiÎncă nu există evaluări
- Feuille D'exercices N 4Document3 paginiFeuille D'exercices N 4Mohamed Ben SalahÎncă nu există evaluări
- L'etude de La Qualite D'energie A L'aide D'une Carte ArduinoDocument46 paginiL'etude de La Qualite D'energie A L'aide D'une Carte Arduinoجمال طيبيÎncă nu există evaluări
- Ajustement Des Débits Moyens AnnuelsDocument7 paginiAjustement Des Débits Moyens AnnuelsferhatiÎncă nu există evaluări
- Modélisation Et Simulation D'un Moteur Asynchrone: 2 Année Master S3 (ELM)Document7 paginiModélisation Et Simulation D'un Moteur Asynchrone: 2 Année Master S3 (ELM)Khodja AymenÎncă nu există evaluări
- Conduite ProjetDocument37 paginiConduite ProjetAli Ben MansourÎncă nu există evaluări
- Élaboration Du Projet de La Stratégie Nationale de LDocument5 paginiÉlaboration Du Projet de La Stratégie Nationale de LSara BouchikhiÎncă nu există evaluări