S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Ipscmi Sample Exam Paper Certified International Supply Chain Manager BLUE OCEAN Training & ConsultancyDocument5 paginiIpscmi Sample Exam Paper Certified International Supply Chain Manager BLUE OCEAN Training & ConsultancyYasith Weerasinghe100% (1)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Chapter 4Document45 paginiChapter 4Yanjing Liu67% (3)
- VTC Brochure Feb06Document12 paginiVTC Brochure Feb06reludoÎncă nu există evaluări
- Internet of Things in Power Distribution Networks - State of The ArtDocument5 paginiInternet of Things in Power Distribution Networks - State of The ArtYasith Weerasinghe100% (1)
- Strategic Supply Chain Management and Logistics-120626131827-Phpapp01Document15 paginiStrategic Supply Chain Management and Logistics-120626131827-Phpapp01awais04100% (1)
- INTRODUCTIONDocument1 paginăINTRODUCTIONYasith WeerasingheÎncă nu există evaluări
- PWC Reverse Logistics PDFDocument97 paginiPWC Reverse Logistics PDFYasith Weerasinghe100% (1)
- Literature ReviewDocument1 paginăLiterature ReviewYasith WeerasingheÎncă nu există evaluări
- (60Sq) (30Sq) : Floor 1 35 FeetDocument2 pagini(60Sq) (30Sq) : Floor 1 35 FeetYasith WeerasingheÎncă nu există evaluări
- California Management Review, Vol 44, No 3 For Guidance On Demand and Supply Uncertainties 10 May 2014Document1 paginăCalifornia Management Review, Vol 44, No 3 For Guidance On Demand and Supply Uncertainties 10 May 2014Yasith WeerasingheÎncă nu există evaluări
- Management System Based On The ISO 9001:2008 International Quality StandardsDocument48 paginiManagement System Based On The ISO 9001:2008 International Quality StandardsYasith WeerasingheÎncă nu există evaluări
- DRDRDocument1 paginăDRDRYasith WeerasingheÎncă nu există evaluări
- Part 03 - Eport-Factory Layout PlanDocument1 paginăPart 03 - Eport-Factory Layout PlanYasith WeerasingheÎncă nu există evaluări
- BSC Ugc 120106Document6 paginiBSC Ugc 120106Yasith WeerasingheÎncă nu există evaluări
- FixdadaDocument1 paginăFixdadaYasith WeerasingheÎncă nu există evaluări
- S.No Name of The University State: Category "A"Document6 paginiS.No Name of The University State: Category "A"Yasith WeerasingheÎncă nu există evaluări
- A Dossier On The Brand Samsung Product: Samsung Mobile: Submitted To Prof Srinivas Govindrajan On 10-Aug-2013Document27 paginiA Dossier On The Brand Samsung Product: Samsung Mobile: Submitted To Prof Srinivas Govindrajan On 10-Aug-2013Yasith WeerasingheÎncă nu există evaluări
- Blockbuster Blu-Ray Zone Movie TitlesDocument55 paginiBlockbuster Blu-Ray Zone Movie TitlesYasith WeerasingheÎncă nu există evaluări
- PDocument1 paginăPYasith WeerasingheÎncă nu există evaluări
- The Impact of Resource Commitment On Reverse Logistics and Customer Loyalty A Study Based On Consumer Electronics Retail Industry in Sri LankaDocument2 paginiThe Impact of Resource Commitment On Reverse Logistics and Customer Loyalty A Study Based On Consumer Electronics Retail Industry in Sri LankaYasith WeerasingheÎncă nu există evaluări
- The Significance of Improving Customer Reliability Through Customer Service A Study Based On Upcountry Manpower AgencyDocument10 paginiThe Significance of Improving Customer Reliability Through Customer Service A Study Based On Upcountry Manpower AgencyYasith WeerasingheÎncă nu există evaluări
- Alcholism ResearchDocument68 paginiAlcholism ResearchYasith WeerasingheÎncă nu există evaluări
- Shortnotes GhgsourcingDocument11 paginiShortnotes GhgsourcingYasith WeerasingheÎncă nu există evaluări
- Aerated Concrete-A Sustainable Building MaterialDocument9 paginiAerated Concrete-A Sustainable Building MaterialDurga Prasad GuptaÎncă nu există evaluări
- JLT CompaniesDocument4 paginiJLT CompaniesAjay KrishnanÎncă nu există evaluări
- Wsf-M4d618-A 31au05Document4 paginiWsf-M4d618-A 31au05Yan WendelÎncă nu există evaluări
- Master Records & Material Master RecordsDocument8 paginiMaster Records & Material Master RecordsAshaPandaÎncă nu există evaluări
- Codes For BoltsDocument15 paginiCodes For Boltsc.m.jibeeshÎncă nu există evaluări
- Types of Process Rope - Washer - Model PDFDocument1 paginăTypes of Process Rope - Washer - Model PDFVGC Shashank J DoshiÎncă nu există evaluări
- (BS 5628-3-2005) - Code of Practice For The Use of Masonry. Materials and Components, Design and WorkmanshipDocument136 pagini(BS 5628-3-2005) - Code of Practice For The Use of Masonry. Materials and Components, Design and WorkmanshipStacy Wilson100% (1)
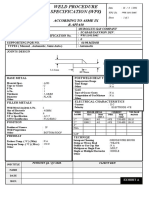
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 paginăWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyÎncă nu există evaluări
- An Indo-German Joint Venture: Innovative Storage SolutionsDocument20 paginiAn Indo-German Joint Venture: Innovative Storage SolutionsVenkatachalapathySubbarajÎncă nu există evaluări
- Manual Gra Vitac Nie NGDocument38 paginiManual Gra Vitac Nie NGkumbrovÎncă nu există evaluări
- Welding Base MetalsDocument9 paginiWelding Base MetalsBaluÎncă nu există evaluări
- Manufacturing LectureDocument22 paginiManufacturing Lecturemohtram1037Încă nu există evaluări
- Linear Motion Builder:painter PresentationDocument10 paginiLinear Motion Builder:painter PresentationAnonymous Kt9Us6Încă nu există evaluări
- Types of Furnaces Used in CastingDocument29 paginiTypes of Furnaces Used in CastingMurali100% (1)
- Latihan Ch.6Document1 paginăLatihan Ch.6diana sartikaÎncă nu există evaluări
- Innovations in Abrasive Products For Precision Grinding PDFDocument21 paginiInnovations in Abrasive Products For Precision Grinding PDFDaniel FigueiredoÎncă nu există evaluări
- Iloilo City Regulation Ordinance 2015-305Document2 paginiIloilo City Regulation Ordinance 2015-305Iloilo City CouncilÎncă nu există evaluări
- 1Document4 pagini1Sai Ram BachuÎncă nu există evaluări
- Standard QAP For Wave WashersDocument2 paginiStandard QAP For Wave WashersgornjakÎncă nu există evaluări
- 100 Yer PM PPM 0777Document25 pagini100 Yer PM PPM 0777Janakiraman MalligaÎncă nu există evaluări
- Beer Game and Risk Pooling Man HelpDocument32 paginiBeer Game and Risk Pooling Man HelpHendry LukitoÎncă nu există evaluări
- AC7102.1 Rev E FinalDocument11 paginiAC7102.1 Rev E Finalshellfire6Încă nu există evaluări
- Plated Through Hole Soldering: Materials by Lindsay CraigDocument22 paginiPlated Through Hole Soldering: Materials by Lindsay Craigamalia dyashintaÎncă nu există evaluări
- Seamless TenarisDocument16 paginiSeamless TenarisvicentedibernardiÎncă nu există evaluări
- Jeffrey Weltzer Resume PDFDocument1 paginăJeffrey Weltzer Resume PDFjlweltzer0% (1)
- 2011 05 30 Document and Drawing RegisterDocument2 pagini2011 05 30 Document and Drawing RegisterVo Kien CuongÎncă nu există evaluări
- Formula and Calculation of Economic Order Quantity (EOQ)Document7 paginiFormula and Calculation of Economic Order Quantity (EOQ)harpominder100% (1)
- Corrosion and Creep PhenomenonDocument3 paginiCorrosion and Creep PhenomenonZaidee AliasÎncă nu există evaluări