S-ar putea să vă placă și
- Abd 360 Model PDFDocument83 paginiAbd 360 Model PDFnoble adsÎncă nu există evaluări
- Ryobi 3200MCD (Sep 1984)Document208 paginiRyobi 3200MCD (Sep 1984)Shaik basheerÎncă nu există evaluări
- Mossberg FLEX System Shotguns GuideDocument5 paginiMossberg FLEX System Shotguns GuideAmmoLand Shooting Sports NewsÎncă nu există evaluări
- Ideal 3915 GuillotineDocument16 paginiIdeal 3915 GuillotineJonesthecomputer WrexhamÎncă nu există evaluări
- ABDICK 9910 - MANUAL - 9900partsDocument194 paginiABDICK 9910 - MANUAL - 9900partsjcermenoÎncă nu există evaluări
- A.B Dick 3500 Manual PDFDocument481 paginiA.B Dick 3500 Manual PDFGiovanni L MartinezÎncă nu există evaluări
- 34SC HSCDocument88 pagini34SC HSCSisifo GrecoÎncă nu există evaluări
- Adast 507 AJ 15 8Document4 paginiAdast 507 AJ 15 8mark68100% (1)
- 9870 PartsDocument230 pagini9870 PartsNizarÎncă nu există evaluări
- Flex .22 Owners Manual PDFDocument28 paginiFlex .22 Owners Manual PDFHernan Alberto Orozco CastañoÎncă nu există evaluări
- 4995A ICS BrochureDocument8 pagini4995A ICS BrochureGerardo BernardoÎncă nu există evaluări
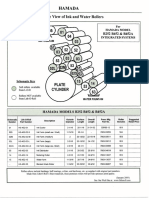
- Hamada:, Rtnhjt-O-A R.R. View WaterDocument10 paginiHamada:, Rtnhjt-O-A R.R. View WaterXaqani AxmedovÎncă nu există evaluări
- VectorTX52 Operators ManualDocument55 paginiVectorTX52 Operators ManualSARyanÎncă nu există evaluări
- Rotaprint R 37 K 26475Document1 paginăRotaprint R 37 K 26475savicmarko1996Încă nu există evaluări
- DPM 2340 Digital PlateMaster PDFDocument106 paginiDPM 2340 Digital PlateMaster PDFLa Verdad los LibertaraÎncă nu există evaluări
- Heidelberg FlyerDocument11 paginiHeidelberg Flyerdamar saktiÎncă nu există evaluări
- Ryobi X Ryobi HX: NP52 NP Unit For Added-Value JobsDocument2 paginiRyobi X Ryobi HX: NP52 NP Unit For Added-Value JobsSegaf Sang Pengelana100% (1)
- Catalogo Refacciones ABDickDocument201 paginiCatalogo Refacciones ABDickAlejandra Muñoz HernandezÎncă nu există evaluări
- Ideal GuilotineDocument48 paginiIdeal GuilotineGeorgi Velkov100% (1)
- Ryobi 750wDocument19 paginiRyobi 750wSerhii ZhytnykÎncă nu există evaluări
- Nationwide Syntac CatalogDocument100 paginiNationwide Syntac Cataloglatina_sebastianÎncă nu există evaluări
- Content: 1 Heidelberg Systemservice 4 2 Presses 7Document6 paginiContent: 1 Heidelberg Systemservice 4 2 Presses 7edwin corderoÎncă nu există evaluări
- Rodillos Ryobi ItekDocument11 paginiRodillos Ryobi Itekjuanluis201277Încă nu există evaluări
- Standard Blanket Sizes and Bars Per Machine TypeDocument5 paginiStandard Blanket Sizes and Bars Per Machine TypeBruno FerreiraÎncă nu există evaluări
- Triumph 4850 Automatic Stack Paper Cutter ManualDocument48 paginiTriumph 4850 Automatic Stack Paper Cutter ManualChris Createdc BurchÎncă nu există evaluări
- Master Roller Setting Chart Press: Alcolor Dampening SystemDocument1 paginăMaster Roller Setting Chart Press: Alcolor Dampening SystemCemil KüreliÎncă nu există evaluări
- Processor-Grafmac-maintain - 32+45+53CDN - 20080923A-KSDocument26 paginiProcessor-Grafmac-maintain - 32+45+53CDN - 20080923A-KSalejandro100% (1)
- Heidelberg FlyerDocument66 paginiHeidelberg Flyergayan12001Încă nu există evaluări
- Ideal 4850-95 EPDocument20 paginiIdeal 4850-95 EPPrintalias CórdobaÎncă nu există evaluări
- Printing Supplies Direct Catalog 2017 2Document59 paginiPrinting Supplies Direct Catalog 2017 2Man Roland 709Încă nu există evaluări
- Heidelberggto 46Document60 paginiHeidelberggto 46tadeo rocabado pazÎncă nu există evaluări
- MC 8Document46 paginiMC 8Christian Marcelo VallejosÎncă nu există evaluări
- User ElantrixDocument11 paginiUser Elantrixwdanel2428Încă nu există evaluări
- Dbm-120 Stapler FolderDocument47 paginiDbm-120 Stapler FolderWilliam John DavisonÎncă nu există evaluări
- Elantrix DX User's ManualDocument30 paginiElantrix DX User's ManualCesar AugustoÎncă nu există evaluări
- Duplo DC-645 Instruction ManualDocument106 paginiDuplo DC-645 Instruction ManualpfequipÎncă nu există evaluări
- Duplo DB-200 Instruction Manual Perfect Binding DB-200Document18 paginiDuplo DB-200 Instruction Manual Perfect Binding DB-200Javier Rivera100% (1)
- Heidelberg SM 102-4p 25731Document2 paginiHeidelberg SM 102-4p 25731karimÎncă nu există evaluări
- Ryobi 10 In. Table Saw - Model No. Bt3000Document7 paginiRyobi 10 In. Table Saw - Model No. Bt3000digitaltextÎncă nu există evaluări
- 721-06LT Operating Instructions/ManualDocument48 pagini721-06LT Operating Instructions/ManualWhitaker Brothers100% (2)
- Marketed and Distributed By:: Monotech Systems LimitedDocument7 paginiMarketed and Distributed By:: Monotech Systems Limitedkathir_cÎncă nu există evaluări
- Two-Color Small Offset Press: WarningDocument568 paginiTwo-Color Small Offset Press: WarningSachin NerkarÎncă nu există evaluări
- DigiVac+ User ManualDocument82 paginiDigiVac+ User ManualNimesh SilvaÎncă nu există evaluări
- Keyence FS-V22 使用說明Document4 paginiKeyence FS-V22 使用說明Lúcio M Miranda LimaÎncă nu există evaluări
- Train Ticket - Pune To TATADocument2 paginiTrain Ticket - Pune To TATAKESHAV RASAILYÎncă nu există evaluări
- DUPLO DF-777 Service ManualDocument136 paginiDUPLO DF-777 Service Manualyuiop890Încă nu există evaluări
- DC-48ST Manual de InstruccionDocument21 paginiDC-48ST Manual de Instruccionvagon1980Încă nu există evaluări
- Ideal TriumphDocument52 paginiIdeal TriumphZoran ProkicÎncă nu există evaluări
- 1 Preface: 1.1 Notes For The ReaderDocument14 pagini1 Preface: 1.1 Notes For The ReaderDaniel GureanuÎncă nu există evaluări
- Rosback Perf Styles ExplainedDocument4 paginiRosback Perf Styles ExplainedAlvin Vistan CrisostomoÎncă nu există evaluări
- Horizon SPF20 FC 20Document5 paginiHorizon SPF20 FC 20KBR Graphics CanadaÎncă nu există evaluări
- Zen EconomyDocument4 paginiZen EconomyMartin GwesheÎncă nu există evaluări
- Technical Service BulletinDocument5 paginiTechnical Service BulletinRister ZinnÎncă nu există evaluări
- Heidelberg Kord 64 101949Document1 paginăHeidelberg Kord 64 101949mohamed riad bensalemÎncă nu există evaluări
- HD 42Document11 paginiHD 42Resimasc GonzálezÎncă nu există evaluări
- Discrete Flat No-Leads DFN Package PosterDocument1 paginăDiscrete Flat No-Leads DFN Package Posterbbxload319Încă nu există evaluări
- Morgana Autocreaser Parts ManualDocument37 paginiMorgana Autocreaser Parts Manualpfequip100% (2)
- Crestline Dampening Systems: Installation InstructionsDocument73 paginiCrestline Dampening Systems: Installation InstructionsSergey PhilippovÎncă nu există evaluări
- Gto Montaje de AlastraDocument88 paginiGto Montaje de AlastraTecnico Artes GraficasÎncă nu există evaluări
- RP2Document24 paginiRP2Vennia PapadipoulouÎncă nu există evaluări
- Ultra Tribolt - 1CK (Inside Opening) : Superior Features Offered in Pin Cylinder: Product FeaturesDocument2 paginiUltra Tribolt - 1CK (Inside Opening) : Superior Features Offered in Pin Cylinder: Product Featureskrishna_mishra1985Încă nu există evaluări
- How To Open Locks Without Keys or PicksDocument33 paginiHow To Open Locks Without Keys or PicksJamie Thompson100% (5)
- 1997 Chevrolet Suburban PDFDocument433 pagini1997 Chevrolet Suburban PDFAlberto CalvarioÎncă nu există evaluări
- Ozone CatalogueDocument68 paginiOzone CatalogueRajanbabu67% (3)
- Geronimo Emergency Escape Line ManualDocument25 paginiGeronimo Emergency Escape Line Manualraulmh20110% (1)
- SectionC Latching SystemsDocument39 paginiSectionC Latching SystemsHermanÎncă nu există evaluări
- Arrow2012Catalog With ExpressDocument141 paginiArrow2012Catalog With ExpressJaimasaÎncă nu există evaluări
- TS 60-72 Chevy Truck Cat 09bDocument152 paginiTS 60-72 Chevy Truck Cat 09bBlaster Web Services100% (3)
- Guardian 6000 XLDocument70 paginiGuardian 6000 XLkazama2010Încă nu există evaluări
- LR 60XR PMDocument384 paginiLR 60XR PMgustavo4695Încă nu există evaluări
- A. Basic Rates: Code No. Description Unit Rate 'Document56 paginiA. Basic Rates: Code No. Description Unit Rate 'yogeshÎncă nu există evaluări
- Workshop Manual: TF SeriesDocument55 paginiWorkshop Manual: TF SeriesDblogic GatesÎncă nu există evaluări
- B767 ATA 52 Student BookDocument74 paginiB767 ATA 52 Student BookElijah Paul Merto100% (4)
- NDI Ironmongery GuideDocument9 paginiNDI Ironmongery GuiderichardaverillÎncă nu există evaluări
- Alarm Lock Price Book July 2015Document68 paginiAlarm Lock Price Book July 2015Security Lock DistributorsÎncă nu există evaluări
- tm-3-1055-456-12 M202A1Document91 paginitm-3-1055-456-12 M202A1abledoc9954Încă nu există evaluări
- Eberhard Catalog - 114Document296 paginiEberhard Catalog - 114Michel Theriault100% (1)
- DSR 2007Document41 paginiDSR 2007lalitÎncă nu există evaluări
- G Series Elevator Maintenance ManualDocument9 paginiG Series Elevator Maintenance ManualBahman MatouriÎncă nu există evaluări
- Stoeger CondorDocument6 paginiStoeger CondorpreceptiveinquirerÎncă nu există evaluări
- Automotive InteriorsDocument273 paginiAutomotive InteriorsSri Navin100% (2)
- AdamsRite 7 - 2012Document55 paginiAdamsRite 7 - 2012Security Lock DistributorsÎncă nu există evaluări
- +jeje Reviewer02Document205 pagini+jeje Reviewer02Josh JoshuaÎncă nu există evaluări
- H Tong Maintenance ManualDocument8 paginiH Tong Maintenance ManualBahman MatouriÎncă nu există evaluări
- BPRV CatalogueDocument8 paginiBPRV CataloguefkboulosÎncă nu există evaluări
- Cerraduras Barras Antipánico Cierrapuertas Accesorios Norma ANSIDocument76 paginiCerraduras Barras Antipánico Cierrapuertas Accesorios Norma ANSIAngelo Colombo RauterÎncă nu există evaluări
- M Series Service Manual 5 PDFDocument48 paginiM Series Service Manual 5 PDFPhineas Magellan100% (1)
- Manual de Instal A Tie ELLETRADocument33 paginiManual de Instal A Tie ELLETRADioszegi Arthur50% (2)
- WT L4 Fingerprint Lock User ManualDocument30 paginiWT L4 Fingerprint Lock User Manualedril hermayendraÎncă nu există evaluări
- Craftsman Bagger Owners ManualDocument16 paginiCraftsman Bagger Owners ManualgbpfeifÎncă nu există evaluări