S-ar putea să vă placă și
- 2016 Islamic FestivalsDocument2 pagini2016 Islamic FestivalsDictationÎncă nu există evaluări
- 341.1 - Professional Responsibility-10 Practice Questions-Answers and RationalesDocument3 pagini341.1 - Professional Responsibility-10 Practice Questions-Answers and RationalesSuhailshah1234Încă nu există evaluări
- Safeguard - Price List - Fire Fighting EqptDocument2 paginiSafeguard - Price List - Fire Fighting EqptSuhailshah123450% (4)
- Wipro List Price 2012-13Document76 paginiWipro List Price 2012-13rsgk75Încă nu există evaluări
- PMP Exam Complete TrainingDocument200 paginiPMP Exam Complete TrainingSuhailshah1234Încă nu există evaluări
- Dairy Samacahr Oct Dec 2014Document8 paginiDairy Samacahr Oct Dec 2014Kadiwala Dairy FarmÎncă nu există evaluări
- Alloy Steel Astm A 335 t12 PipbesDocument15 paginiAlloy Steel Astm A 335 t12 PipbesBoby SaputraÎncă nu există evaluări
- Material Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: ApplicationDocument2 paginiMaterial Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: Applicationshankarjb100% (1)
- Material Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: ApplicationDocument2 paginiMaterial Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: Applicationshankarjb100% (1)
- Risk Management Practice Questions Answer RationaleDocument3 paginiRisk Management Practice Questions Answer RationaleSuhailshah1234Încă nu există evaluări
- Surface RoughnessDocument23 paginiSurface Roughnesswawawa1Încă nu există evaluări
- 342.1 - PMP Full Sample Exam-NewDocument200 pagini342.1 - PMP Full Sample Exam-NewSuhailshah1234Încă nu există evaluări
- Surface RoughnessDocument23 paginiSurface Roughnesswawawa1Încă nu există evaluări
- Dairy Samacahr Oct Dec 2014Document8 paginiDairy Samacahr Oct Dec 2014Suhailshah1234Încă nu există evaluări
- 338.1 - Stakeholder Management-10 Practice QuestionsDocument3 pagini338.1 - Stakeholder Management-10 Practice QuestionsSuhailshah1234100% (2)
- 339.1 - Stakeholder Management-10 Practice Questions-Answers and RationalesDocument2 pagini339.1 - Stakeholder Management-10 Practice Questions-Answers and RationalesSuhailshah1234Încă nu există evaluări
- Marine Paint Guide Coverage EstimatesDocument6 paginiMarine Paint Guide Coverage EstimatesTanmay GorÎncă nu există evaluări
- 340.1 - Professional Responsibility-10 Practice QuestionsDocument3 pagini340.1 - Professional Responsibility-10 Practice QuestionsSuhailshah1234Încă nu există evaluări
- Surface RoughnessDocument23 paginiSurface Roughnesswawawa1Încă nu există evaluări
- Understanding Japanese Auction SheetsDocument39 paginiUnderstanding Japanese Auction SheetsSuhailshah1234Încă nu există evaluări
- What Is Trigger Price or Stop Loss OrderDocument1 paginăWhat Is Trigger Price or Stop Loss OrderCarla TateÎncă nu există evaluări
- Al-Emlaq Tech - Const ProfileDocument4 paginiAl-Emlaq Tech - Const ProfileSuhailshah1234Încă nu există evaluări
- Almanhal-Soil Test ReportDocument38 paginiAlmanhal-Soil Test ReportSuhailshah1234Încă nu există evaluări
- 2016 Islamic FestivalsDocument2 pagini2016 Islamic FestivalsDictationÎncă nu există evaluări
- Contents - R1Document1 paginăContents - R1Suhailshah1234Încă nu există evaluări
- Alloy Steel Astm A 335 t12 PipbesDocument15 paginiAlloy Steel Astm A 335 t12 PipbesBoby SaputraÎncă nu există evaluări
- PRD-ES-003 - Site Information - R1Document10 paginiPRD-ES-003 - Site Information - R1Suhailshah1234Încă nu există evaluări
- PRD-ES-001 - Eng'g Standard Pro - R2Document5 paginiPRD-ES-001 - Eng'g Standard Pro - R2Suhailshah1234Încă nu există evaluări
- PRD ES 002 Introduction R1Document9 paginiPRD ES 002 Introduction R1Suhailshah1234Încă nu există evaluări
- Chemical ResistanceDocument32 paginiChemical Resistancejb10Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Lecture02 NoteDocument23 paginiLecture02 NoteJibril JundiÎncă nu există evaluări
- UAPPDocument91 paginiUAPPMassimiliano de StellaÎncă nu există evaluări
- Honda Wave Parts Manual enDocument61 paginiHonda Wave Parts Manual enMurat Kaykun86% (94)
- SD8B 3 Part3Document159 paginiSD8B 3 Part3dan1_sbÎncă nu există evaluări
- If V2 would/wouldn't V1Document2 paginiIf V2 would/wouldn't V1Honey ThinÎncă nu există evaluări
- Radio Frequency Transmitter Type 1: System OperationDocument2 paginiRadio Frequency Transmitter Type 1: System OperationAnonymous qjoKrp0oÎncă nu există evaluări
- Case 5Document1 paginăCase 5Czan ShakyaÎncă nu există evaluări
- 2nd Pornhub Awards - WikipediaaDocument13 pagini2nd Pornhub Awards - WikipediaaParam SinghÎncă nu există evaluări
- IGCSE Chemistry Section 5 Lesson 3Document43 paginiIGCSE Chemistry Section 5 Lesson 3Bhawana SinghÎncă nu există evaluări
- EIN CP 575 - 2Document2 paginiEIN CP 575 - 2minhdang03062017Încă nu există evaluări
- Quality Management in Digital ImagingDocument71 paginiQuality Management in Digital ImagingKampus Atro Bali0% (1)
- Artist Biography: Igor Stravinsky Was One of Music's Truly Epochal Innovators No Other Composer of TheDocument2 paginiArtist Biography: Igor Stravinsky Was One of Music's Truly Epochal Innovators No Other Composer of TheUy YuiÎncă nu există evaluări
- Orc & Goblins VII - 2000pts - New ABDocument1 paginăOrc & Goblins VII - 2000pts - New ABDave KnattÎncă nu există evaluări
- Analytical Approach To Estimate Feeder AccommodatiDocument16 paginiAnalytical Approach To Estimate Feeder AccommodatiCleberton ReizÎncă nu există evaluări
- Rohit Patil Black BookDocument19 paginiRohit Patil Black BookNaresh KhutikarÎncă nu există evaluări
- International Certificate in WealthDocument388 paginiInternational Certificate in Wealthabhishek210585100% (2)
- Last Clean ExceptionDocument24 paginiLast Clean Exceptionbeom choiÎncă nu există evaluări
- Biology Mapping GuideDocument28 paginiBiology Mapping GuideGazar100% (1)
- Phys101 CS Mid Sem 16 - 17Document1 paginăPhys101 CS Mid Sem 16 - 17Nicole EchezonaÎncă nu există evaluări
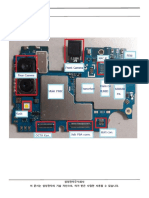
- Level 3 Repair PBA Parts LayoutDocument32 paginiLevel 3 Repair PBA Parts LayoutabivecueÎncă nu există evaluări
- Ujian Madrasah Kelas VIDocument6 paginiUjian Madrasah Kelas VIrahniez faurizkaÎncă nu există evaluări
- BPL Millipacs 2mm Hardmetrics RarDocument3 paginiBPL Millipacs 2mm Hardmetrics RarGunter BragaÎncă nu există evaluări
- Entity Level ControlsDocument45 paginiEntity Level ControlsNiraj AlltimeÎncă nu există evaluări
- Ensayo Bim - Jaime Alejandro Martinez Uribe PDFDocument3 paginiEnsayo Bim - Jaime Alejandro Martinez Uribe PDFAlejandro MartinezÎncă nu există evaluări
- Petty Cash Vouchers:: Accountability Accounted ForDocument3 paginiPetty Cash Vouchers:: Accountability Accounted ForCrizhae OconÎncă nu există evaluări
- Chapter 3 of David CrystalDocument3 paginiChapter 3 of David CrystalKritika RamchurnÎncă nu există evaluări
- Budgetary ControlsDocument2 paginiBudgetary Controlssiva_lordÎncă nu există evaluări
- Water Jet CuttingDocument15 paginiWater Jet CuttingDevendar YadavÎncă nu există evaluări
- Os PPT-1Document12 paginiOs PPT-1Dhanush MudigereÎncă nu există evaluări
- Reader's Digest (November 2021)Document172 paginiReader's Digest (November 2021)Sha MohebÎncă nu există evaluări