S-ar putea să vă placă și
- Green Carbon Dioxide: Advances in CO2 UtilizationDe la EverandGreen Carbon Dioxide: Advances in CO2 UtilizationGabriele CentiÎncă nu există evaluări
- Italy Hydrogen Production SteamDocument10 paginiItaly Hydrogen Production Steamsorincarmen88Încă nu există evaluări
- Comparison of Post and Pre CombustionDocument12 paginiComparison of Post and Pre CombustionMuhammad AtifÎncă nu există evaluări
- 1.UNITGas Dynamics and Jet PropulsionDocument60 pagini1.UNITGas Dynamics and Jet PropulsionpdthayalanÎncă nu există evaluări
- Fuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsDe la EverandFuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsÎncă nu există evaluări
- Electrochemical Impedance Analysis and InterpretatDocument9 paginiElectrochemical Impedance Analysis and InterpretatArnold Hendharto Widdhiarta0% (1)
- Hydrogenics Selected References: Fueling StationsDocument20 paginiHydrogenics Selected References: Fueling StationsSaradhi Medapureddy100% (1)
- Pumped Thermal Electricity Storage A Technology OverviewDocument15 paginiPumped Thermal Electricity Storage A Technology OverviewBourhani Said AbdallahÎncă nu există evaluări
- CFD Modeling and Control of A Steam Methane Reforming ReactorDocument64 paginiCFD Modeling and Control of A Steam Methane Reforming ReactorperulesÎncă nu există evaluări
- The Future of Hydrogen-Opportunities and Challenge PDFDocument14 paginiThe Future of Hydrogen-Opportunities and Challenge PDFDavid Fernando Otalvaro ZuletaÎncă nu există evaluări
- Hydrogen and Fuel Cells Training - 15 - S Aoki - Fuel Cells and Hydrogen Technologies in JapanDocument21 paginiHydrogen and Fuel Cells Training - 15 - S Aoki - Fuel Cells and Hydrogen Technologies in JapanAsian Development Bank - Transport100% (1)
- Attery: User Guide Dict Release 2020Document47 paginiAttery: User Guide Dict Release 2020diegoÎncă nu există evaluări
- Review and Evaluation of Hydrogen Production PDFDocument18 paginiReview and Evaluation of Hydrogen Production PDFAlex Coț100% (1)
- Atomic Batteries: Energy From Radioactivity: Suhas KumarDocument8 paginiAtomic Batteries: Energy From Radioactivity: Suhas KumarSTEFAN DAMIANÎncă nu există evaluări
- A Critical Review of Thermochemical Energy Storage SystemsDocument5 paginiA Critical Review of Thermochemical Energy Storage SystemsAjith KrishnanÎncă nu există evaluări
- Catalyst To EthanolDocument26 paginiCatalyst To EthanolFatih FıratÎncă nu există evaluări
- The Hydrogen EconomyDocument10 paginiThe Hydrogen EconomydecofuÎncă nu există evaluări
- Three Generations of Solar CellsDocument6 paginiThree Generations of Solar CellsAli KarakyÎncă nu există evaluări
- Ferguson ThesisDocument161 paginiFerguson ThesisHarisCausevicÎncă nu există evaluări
- Molten Salt Heat Storage PDFDocument20 paginiMolten Salt Heat Storage PDFchuckhsu1248Încă nu există evaluări
- PHD Thesis 20150520 Rev1 Til OrbitDocument200 paginiPHD Thesis 20150520 Rev1 Til OrbitShruti JainÎncă nu există evaluări
- Techno-Economic Analysis of A Small Scale Power-To-Green Urea PlantDocument11 paginiTechno-Economic Analysis of A Small Scale Power-To-Green Urea PlantCalvin FernandoÎncă nu există evaluări
- Kinetics of MethanationDocument12 paginiKinetics of MethanationGabriela Campos DávilaÎncă nu există evaluări
- Types of Thermal Energy StorageDocument4 paginiTypes of Thermal Energy StorageVinayak MuleyÎncă nu există evaluări
- CHP Project Development HandbookDocument85 paginiCHP Project Development HandbookdaniroldanÎncă nu există evaluări
- The Interdependence Between The Major Sectors, MarketsDocument13 paginiThe Interdependence Between The Major Sectors, Marketskashalala100% (1)
- Applied EnergyDocument28 paginiApplied EnergyGaneshÎncă nu există evaluări
- Hydrogen Production in ProgerssDocument21 paginiHydrogen Production in ProgerssAnonymous Tepy8LZzGW100% (1)
- Polymer Electrolyte Membrane (Pem) Fuel CellDocument16 paginiPolymer Electrolyte Membrane (Pem) Fuel CellEldhose ShajuÎncă nu există evaluări
- Review IChemE PartA Full Paper V9 28may2010 PDFDocument22 paginiReview IChemE PartA Full Paper V9 28may2010 PDFaziziÎncă nu există evaluări
- Review Bipolar Plate PEMFCDocument17 paginiReview Bipolar Plate PEMFCDeni ShidqiÎncă nu există evaluări
- Dye-Sensitized Solar Cell (染料敏化Document16 paginiDye-Sensitized Solar Cell (染料敏化Hagos KÎncă nu există evaluări
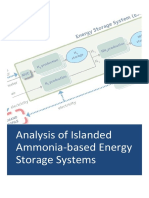
- Ammonia Based ESSDocument158 paginiAmmonia Based ESSlsaishankarÎncă nu există evaluări
- Pre ElectrDocument195 paginiPre ElectrIndra MaulanaÎncă nu există evaluări
- Hitec Solar SaltDocument3 paginiHitec Solar Saltlmf_pachecoÎncă nu există evaluări
- Power-To-Gas - Technology and Business Models 2014Document99 paginiPower-To-Gas - Technology and Business Models 2014Magdy100% (1)
- Influence of Dense Phase CO Pipeline Transportation ParametersDocument6 paginiInfluence of Dense Phase CO Pipeline Transportation Parametersfael_fvÎncă nu există evaluări
- Large Scale Power Generation Using Fuel CellDocument6 paginiLarge Scale Power Generation Using Fuel CellsrilakshmisiriÎncă nu există evaluări
- 3b-Hydrogen Refuelling and Storage InfrastructureDocument39 pagini3b-Hydrogen Refuelling and Storage InfrastructureYogie S Prabowo0% (1)
- Thermodynamic and Economic Analysis of A Binary Geothermal Power Plant Feasibility Study4Document24 paginiThermodynamic and Economic Analysis of A Binary Geothermal Power Plant Feasibility Study4Angela Paul PeterÎncă nu există evaluări
- Report CCS&TDocument138 paginiReport CCS&TOlenka Jibaja ValderramaÎncă nu există evaluări
- Roads2Hycom Hydrogen and Fuel Cell Wiki: Click Here To Read Our DisclaimerDocument7 paginiRoads2Hycom Hydrogen and Fuel Cell Wiki: Click Here To Read Our DisclaimerleruaitesÎncă nu există evaluări
- Scotland h2 Gov IncentiveDocument44 paginiScotland h2 Gov IncentiveIan PillayÎncă nu există evaluări
- Types of Fuel CellsDocument7 paginiTypes of Fuel CellsRahul Bhatt100% (1)
- Parabolic SolarDocument33 paginiParabolic SolarAnonymous eKTuGuepTÎncă nu există evaluări
- Safety Assessment of Hydrogen Disposal On Vents and Stacks at High Flow RatesDocument7 paginiSafety Assessment of Hydrogen Disposal On Vents and Stacks at High Flow RatesgustavoemirÎncă nu există evaluări
- Bioconversion of Natural Gas To Liquid Fuel: Opportunities and ChallengesDocument19 paginiBioconversion of Natural Gas To Liquid Fuel: Opportunities and ChallengesMauhibahYumnaÎncă nu există evaluări
- Ballard Fuel Cell Stack Value Proposition q1 2016Document34 paginiBallard Fuel Cell Stack Value Proposition q1 2016Deni Shidqi KhaerudiniÎncă nu există evaluări
- Electrolyser 2 PDFDocument10 paginiElectrolyser 2 PDF1balamanianÎncă nu există evaluări
- 02 - 21 - 2018 - ChE Plant Design - Synthetic Zeolite From Coal Fly Ash (CFA)Document130 pagini02 - 21 - 2018 - ChE Plant Design - Synthetic Zeolite From Coal Fly Ash (CFA)Juhlian V. SantosÎncă nu există evaluări
- Hydrogen and Fuel Cells Training - 8 - M Masuda - Funding and Support For Deployment of Hydrogen and Fuel Cells - Japan's PerspectiveDocument18 paginiHydrogen and Fuel Cells Training - 8 - M Masuda - Funding and Support For Deployment of Hydrogen and Fuel Cells - Japan's PerspectiveAsian Development Bank - TransportÎncă nu există evaluări
- ElectrolysisDocument33 paginiElectrolysisHunsbergerÎncă nu există evaluări
- Hydrogen Energy VectorDocument32 paginiHydrogen Energy VectorRakibHassanAkashÎncă nu există evaluări
- What Is Hydrogen EnergyDocument4 paginiWhat Is Hydrogen EnergyAristo MÎncă nu există evaluări
- Y2007 (Bard - A.J., - Stratmann - M., - Unwin - P.R.) - Encyclopedia PDFDocument642 paginiY2007 (Bard - A.J., - Stratmann - M., - Unwin - P.R.) - Encyclopedia PDFDian NursyamsiahÎncă nu există evaluări
- Li Ion HandbookDocument17 paginiLi Ion Handbookalex6ggÎncă nu există evaluări
- Hydrogen Fired Steam Boilers IJERTCONV6IS10016Document5 paginiHydrogen Fired Steam Boilers IJERTCONV6IS10016rahuliitianluv100% (1)
- Centaur Hot Walker ManualDocument36 paginiCentaur Hot Walker ManualHelicon1Încă nu există evaluări
- Altocraft Biomass Wood Pellet Mill MachineDocument1 paginăAltocraft Biomass Wood Pellet Mill MachineHelicon1Încă nu există evaluări
- The Storyteller's Art - How Not To Bore Your Reader To Sleep, Tears, or HomicideDocument79 paginiThe Storyteller's Art - How Not To Bore Your Reader To Sleep, Tears, or HomicideHelicon1100% (1)
- Mind Make OverDocument17 paginiMind Make OverHelicon1Încă nu există evaluări
- The Path of Purpose - Live The Life You Were Born To LiveDocument41 paginiThe Path of Purpose - Live The Life You Were Born To LiveHelicon1100% (1)
- Feral Horses in AustraliaDocument30 paginiFeral Horses in AustraliaHelicon1Încă nu există evaluări
- Cuga2 Paragliding Wing Owner's ManualDocument10 paginiCuga2 Paragliding Wing Owner's ManualHelicon1Încă nu există evaluări
- Working With A Freelance Editor - TipsDocument16 paginiWorking With A Freelance Editor - TipsHelicon1Încă nu există evaluări
- Writers Block - How To Avoid It or Get Rid of ItDocument2 paginiWriters Block - How To Avoid It or Get Rid of ItHelicon1Încă nu există evaluări
- Tully - A Short StoryDocument10 paginiTully - A Short StoryHelicon1Încă nu există evaluări
- What You Should Know Before You Hire A Book DesignerDocument4 paginiWhat You Should Know Before You Hire A Book DesignerHelicon1Încă nu există evaluări
- Where's The Money - Tips To Help Sell Your BookDocument12 paginiWhere's The Money - Tips To Help Sell Your BookHelicon1Încă nu există evaluări
- Writers On The Move Spring 2011 - A Compilation of Writing and Marketing ArticlesDocument36 paginiWriters On The Move Spring 2011 - A Compilation of Writing and Marketing ArticlesHelicon1Încă nu există evaluări
- Sit Down and Write That Bestselling NovelDocument74 paginiSit Down and Write That Bestselling NovelHelicon1Încă nu există evaluări
- Sample Book ProposalDocument39 paginiSample Book ProposalHelicon1Încă nu există evaluări
- Some Brief Advice For Indie AuthorsDocument18 paginiSome Brief Advice For Indie AuthorsHelicon1Încă nu există evaluări
- Self Publishing WizDocument44 paginiSelf Publishing WizHelicon1Încă nu există evaluări
- Promo Bytes - Author Newsletter and GoodreadsDocument16 paginiPromo Bytes - Author Newsletter and GoodreadsHelicon1Încă nu există evaluări
- How To Write A Book Proposal - Super FastDocument120 paginiHow To Write A Book Proposal - Super FastHelicon1Încă nu există evaluări
- Savvy Book Marketing Secrets - 52 Experts Share Insider Tips For Selling More BooksDocument122 paginiSavvy Book Marketing Secrets - 52 Experts Share Insider Tips For Selling More BooksHelicon1100% (1)
- Simply Put - Self-Publishing BasicsDocument17 paginiSimply Put - Self-Publishing BasicsHelicon1Încă nu există evaluări
- Play - BDSM - WalkthroughDocument19 paginiPlay - BDSM - WalkthroughHelicon1100% (2)
- Promo Bytes - Author BrandingDocument14 paginiPromo Bytes - Author BrandingHelicon1Încă nu există evaluări
- So You Want To Be A WriterDocument5 paginiSo You Want To Be A WriterHelicon1Încă nu există evaluări
- Literary Lunes Magazine, October IssueDocument29 paginiLiterary Lunes Magazine, October IssueHelicon1Încă nu există evaluări
- Literary Lunes Magazine, March-April 2012 IssueDocument51 paginiLiterary Lunes Magazine, March-April 2012 IssueHelicon1Încă nu există evaluări
- Literary Lunes Magazine, May-June IssueDocument85 paginiLiterary Lunes Magazine, May-June IssueHelicon1Încă nu există evaluări
- Literary Lunes Magazine - November 2011 IssueDocument49 paginiLiterary Lunes Magazine - November 2011 IssueHelicon1Încă nu există evaluări
- Literary Lunes Magazine, September IssueDocument38 paginiLiterary Lunes Magazine, September IssueHelicon1Încă nu există evaluări
- Literary Lunes Magazine, July-August 2012 IssueDocument60 paginiLiterary Lunes Magazine, July-August 2012 IssueHelicon1Încă nu există evaluări
- Detailed Lesson PlanDocument5 paginiDetailed Lesson PlanGspr BoJoyÎncă nu există evaluări
- Pressure Loss Major LossDocument2 paginiPressure Loss Major Lossvictor.sÎncă nu există evaluări
- SUNHEARRT FULLBODY 60x60cm - 60x120cmDocument29 paginiSUNHEARRT FULLBODY 60x60cm - 60x120cmHitesh VishnuÎncă nu există evaluări
- Helicopter Maintenance Magazine Apr-May 2023Document32 paginiHelicopter Maintenance Magazine Apr-May 2023Jose A. HerreraÎncă nu există evaluări
- Bearing Materials - Engineering Materials & Metallurgy Questions and Answers - SanfoundryDocument3 paginiBearing Materials - Engineering Materials & Metallurgy Questions and Answers - SanfoundrySample UseÎncă nu există evaluări
- Study PLANNER XII (Second Step) - JEE Main & Advanced 2020-21 (Phase-1) - April To DecemberDocument30 paginiStudy PLANNER XII (Second Step) - JEE Main & Advanced 2020-21 (Phase-1) - April To DecemberBharat GelotÎncă nu există evaluări
- Sheldon 2017Document27 paginiSheldon 2017bluedolphin7Încă nu există evaluări
- Mechanochemistry An OverviewDocument6 paginiMechanochemistry An Overviewleizar_death64Încă nu există evaluări
- Telabastagan Integrated School First Quarterly Examination in Science 8Document5 paginiTelabastagan Integrated School First Quarterly Examination in Science 8Alvin Marc Dancel100% (1)
- 01 - Carbonyl Compound (Aldehyde & Ketone) (Theory) Module-5Document18 pagini01 - Carbonyl Compound (Aldehyde & Ketone) (Theory) Module-5Raju SinghÎncă nu există evaluări
- ACS Review 10 Conjugation in Alkadienes and Allylic SystemsDocument16 paginiACS Review 10 Conjugation in Alkadienes and Allylic SystemsRima MghamesÎncă nu există evaluări
- ASTM G112 - 92 (Reapproved 2009)Document7 paginiASTM G112 - 92 (Reapproved 2009)Mohamad ZandiÎncă nu există evaluări
- Jinnah University For Women: Group Members: Javeria Shahzad Kanza Naseer Muqaddas Raees Zainab GhufranDocument13 paginiJinnah University For Women: Group Members: Javeria Shahzad Kanza Naseer Muqaddas Raees Zainab GhufranDEVIL GAMINGÎncă nu există evaluări
- Lab 5Document3 paginiLab 5231474978Încă nu există evaluări
- Alcmmb 20221606Document4 paginiAlcmmb 20221606christian camilo suarez rodriguezÎncă nu există evaluări
- Chemistry Grade 11Document198 paginiChemistry Grade 11Jan92% (24)
- Will An Object Float or Sink in Water?Document3 paginiWill An Object Float or Sink in Water?Isabella Betances-PerezÎncă nu există evaluări
- Formulae Using Symbols Notation: - 1 - 1 B P V eDocument5 paginiFormulae Using Symbols Notation: - 1 - 1 B P V eJohn Laurence Gonzaga AlcantaraÎncă nu există evaluări
- Nano ComputingDocument12 paginiNano Computingsdtechman100% (1)
- Sist en 50180 1 2016Document13 paginiSist en 50180 1 2016charles panÎncă nu există evaluări
- Djj3053 Engineering MechanicsDocument18 paginiDjj3053 Engineering MechanicslyenaÎncă nu există evaluări
- Canadian Milling Practice 421 FinalDocument5 paginiCanadian Milling Practice 421 Finalapi-594954613Încă nu există evaluări
- CLASS VIII QUESTION BANK - 17 Stars and Solar SystemDocument7 paginiCLASS VIII QUESTION BANK - 17 Stars and Solar SystemSurbhi NayarÎncă nu există evaluări
- Demystifying Quantum MechanicsDocument10 paginiDemystifying Quantum Mechanicsmrbubos0% (1)
- Gen Chem PDFDocument34 paginiGen Chem PDFPaul VillasencioÎncă nu există evaluări
- HMT 2Document2 paginiHMT 2Arul KumarÎncă nu există evaluări
- Self-Assembly of Block Copolymers: Chemical Society Reviews July 2012Document19 paginiSelf-Assembly of Block Copolymers: Chemical Society Reviews July 2012AnanÎncă nu există evaluări
- Cto Coal To OlefinsDocument50 paginiCto Coal To OlefinsJUAN ANTONIO HERNANDEZ SOSAÎncă nu există evaluări
- Gate 2005 CyDocument14 paginiGate 2005 CySumanta- 14Încă nu există evaluări
- Are A Class of Organic Compounds That Have An OxygenDocument6 paginiAre A Class of Organic Compounds That Have An OxygenArianne MontañoÎncă nu există evaluări