Documente Academic
Documente Profesional
Documente Cultură
Proceso cromado electrolítico residuos minimización
Încărcat de
Gerson Gil ValladaresTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Proceso cromado electrolítico residuos minimización
Încărcat de
Gerson Gil ValladaresDrepturi de autor:
Formate disponibile
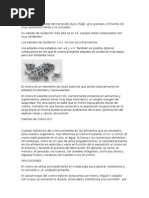
El cromado es un galvanizado, basado en la electrlisis, por medio del cual se deposita una fina capa de cromo metlico sobre
objetos metlicos e incluso sobre material plstico. El recubrimiento electroltico con cromo es extensivamente usado en la industria para proteger metales de la corrosin, mejorar su aspecto y sus prestaciones.
El llamado cromo duro son depsitos electrolticos de espesores relativamente grandes (0,1 mm) que se depositan en piezas que deben soportar grandes esfuerzos de desgaste. Se realizan este tipo de depsitos especialmente en asientos de vlvulas, cojinetes cigeales ejes de pistones hidrulicos y en general en lugares donde se requiera bastante dureza y precisin.
El cromo brillante o decorativo son finas capas de cromo que se depositan sobre cobre, latn o nquel para mejorar el aspecto de algunos objetos. La grifera domstica es un ejemplo de piezas cromadas para dar embellecimiento.
El cromo tiene poco poder de proteccin, menos aun si las capas que se depositan son tan delgadas como una micra. Por ello las superficies a cubrir deben estar bien pulidas, brillantes y desengrasadas. El cromo se aplica bien sobre el cobre, el nquel y el acero, pero no sobre el zinc o la fundicin.
El cromo hexavalente (Cr (VI)) es el material ms utilizado por la mayora de empresas dedicadas al metalizado, concretamente al cromado. Una de las grandes desventajas que presenta este material es su potencial cancergeno.
Generalmente, no se considera que el cromo metal y los compuestos de cromo (III) sean, especialmente, un riesgo para la salud; se trata de un elemento esencial para el ser humano, pero en altas concentraciones resulta txico.
Los compuestos de cromo (VI) son txicos si son ingeridos, siendo la dosis letal de unos pocos gramos. En niveles no letales, el Cr (VI) es carcingeno. La mayora de los compuestos de cromo (VI) irritan los ojos, la piel y las mucosas. La exposicin crnica a compuestos de cromo (VI) puede provocar daos permanentes en los ojos.
La Organizacin Mundial de la Salud (OMS) recomienda desde 1958 una concentracin mxima de 0.05 mg/litro de cromo (VI) en el agua de consumo. Este valor ha sido revisado haciendo nuevos estudios sobre sus efectos en la salud, pero ha permanecido constante.
Sin embargo, adems del Cromo, en el proceso del cromado se utilizan muchos otros insumos qumicos y metales para los anodos, entre ellos:
Los insumos qumicos:
Hidroxido de sodio (en escamas): NaOH Carbonato de sodio: Na2CO3 Metasilicato de Sodio Tripolifosfato de Sodio Cianuro de sodio: NaCN Cianuro de cobre: CuCN Bisulfito de sodio Sulfato de niquel: NiSO4.7H2O Cloruro de niquel: NICl2 Acido Brico: H3BO3 Perxidos de hidrogeno: H2O2 Nitrato de plata AgNO3 Oxido cromico (en escamas): CrO3 Acido sulfrico: H2SO4
Los anodos (lminas o planchas):
-Aceros o hierro
-Niquel -Plomo-estao (7% Sn) -Cobre
Muchos de estos se aprovechan de manera integral en el proceso, sin embargo, muchos otros se desperdician o no se agotan del todo, y en lugar de ser reutilizados se convierten en residuos, lo cual no solo provoca un aumento en la contaminacin provocada por el proceso y un potencial riesgo a la salud de los seres vivos que entran en contacto con dichos efluentes, sino que tambin representa un costo econmico mayor para la planta, lo cual podra ser evitado con una optimizacin del proceso.
As pues, es en este punto donde entra la minimizacin de residuos como una estrategia para mejorar las condiciones en las cuales una planta labora.
1.1 JUSTIFICACIN
La presente investigacin se realiza en primer lugar, para observar y conocer los distintos procesos de cromado que han desarrollado a lo largo del tiempo y as conocer los residuos generados en los mismos, para con esto poder proponer algn mtodo para poder disminuir sus efectos al medio ambiente y por ende a todos los seres vivos que habitan el planeta.
Se eligi centralizarlo en el proceso de cromado electroltico, pues debido a las dificultades de la metalurgia de cromo, cuando es necesario aplicarlo se emplea bsicamente el recubrimiento electroltico, adems de que en la comunidad donde actualmente vivimos, en especfico la ciudad de Morelia, Michoacn, existe una planta de recubrimiento de cromo a travs del proceso anterior, con todos los problemas que esto implica. 1.2 OBJETIVOS
Objetivo General
Conocer el proceso de cromado y estimar los posibles medios para minimizar los residuos generados durante la operacin del mismo.
Objetivos Particualres
* Conocer el proceso de cromado electroltico e identificar los posibles residuos generados que puedan causar daos al medio ambiente y por consecuencia al ser humano.
* Identificar y clasificar cada uno de los residuos en el proceso de cromado electroltico de acuerdo a su peligrosidad y toxicidad para el buen manejo de los mismos.
* Proponer distintos tratamientos de minimizacin para estos residuos, y as disminuir sus efectos.
* Estimar la viabilidad de las propuestas hechas y cuantificar los posibles valores de minimizacin en un proceso real que dichas alternativas nos daran.
El cromo hexavalente se utiliza ampliamente en los procesos industriales del acero, de las pinturas, de los colorantes y de las cermicas; por el contrario, el cromo trivalente es utilizado en la industria textil para colorantes, en la industria del vidrio, y en la industria curtidora. De esta manera, el cromo en sus dos estados de oxidacin (hexavalente y trivalente) puede estar presente en las aguas residuales, y si stas no son tratadas adecuadamente, pueden llegar a contaminar los acuferos, comprometiendo la calidad sanitaria.
Sin embargo, la mayor fuente de contaminacin por cromo est relacionada con las descargas de la industria cromadora, en la cual la forma hexavalente de extrema toxicidad es la ms abundante, y se encuentra altamente concentrada en los efluentes de procesos de cromado, por lo que no debera ser descargada al medio ambiente.
Los lmites en la legislacin internacional respecto a la concentracin de cromo hexavalente en acuferos y en agua potable es de unas pocas partes por milln (ppm); as por ejemplo, el lmite mximo permisible en el agua para beber, en los Estados Unidos, es de 0.1 ppm. Estos niveles de tolerancia son similares para otros pases, entre ellos Mxico.
El uso de la forma hexavalente del cromo en la industria del cromado ha resultado ser en extremo txico para la salud de las personas, as como contaminante para el medio ambiente (particularmente, para los acuferos).
El cromo hexavalente es reconocido como altamente txico, toda vez que los daos sufridos por los trabajadores expuestos a su manejo en las plantas industriales de produccin de cromatos por largos periodos, han sido comprobados, pues se ha reportado que tal exposicin es capaz de provocarles cncer de pulmn, adems de causar efectos deletreos al medio ambiente. El cromo contamina el aire mediante procesos de soldadura, principalmente, con acero inoxidable, y tambin por el uso de productos qumicos que contienen cromo hexavalente como algunas pinturas. La contaminacin en el agua ocurre mediante desechos de la industria textil y las curtidoras de cuero; por el contrario, la contaminacin de suelos se efecta mediante residuos de cromo de la industria y cenizas de carbn provenientes de plantas de electricidad. Debido a esta problemtica, recientemente se han impuesto limitaciones ms estrictas relativas al uso del cromo en diferentes sectores industriales como el aeroespacial, el del acero, el automotriz y el de maquinarias agrcolas e industriales, entre otros. Consecuentemente, el cromo hexavalente ha sido clasificado en el grupo 1 (lo cual significa que es cancergeno en humanos), por la Agencia Internacional para la Investigacin en Cncer (IARC).
Por otro lado, el cromo trivalente el cual proviene del xido de cromo o cloruro de cromo trivalente (Cr2O3 y CrCl3.6H2O), que tambin suele emplearse en las formulaciones para la obtencin de recubrimientos de cromo, se ha reportado como no txico, siendo clasificado por la IARC en el grupo 3 (no cancergeno en humanos).
Conviene enfatizar que, en estas dos formas del cromo (hexavalente y trivalente), la qumica y la toxicologa son marcadamente diferentes; por lo cual el uso del ltimo en el mbito industrial es preferido.
Segn el acuerdo internacional 2002/95/CE, el cual entr en vigor a partir del primero de julio de 2006, los nuevos equipos elctricos y electrnicos no deben contener plomo (Pb), mercurio (Hg),
cadmio (Cd), polibromobifenilos (PBB), polibromodifeniloeter (PBDE), ni cromo hexavalente (Cr6+).
Para dar solucin a los problemas sanitarios derivados de la industria del cromado se ha buscado la forma de reducir la toxicidad de las formulaciones de cromo hexavalente y varias alternativas han sido propuestas, una de ellas se desarrolla a partir de una formulacin de cromo trivalente 30 veces menos txica que las de cromo hexavalente. Lamentablemente, hasta la fecha, las formulaciones resultantes producen recubrimientos con apariencia similar a los obtenidos con cromo hexavalente pero ligeramente menos brillantes, por lo que han sido utilizados solamente con fines decorativos, ya que presentan ciertas limitaciones en lo relativo a la adherencia al sustrato.
Otra alternativa propuesta es la reduccin in situ del cromo hexavalente en la formulacin, sta se efecta en la misma solucin hablamos de la reduccin qumica. Lo que se pretende lograr es la transformacin de cromo hexavalente en cromo trivalente mediante la adicin de un agente que facilite la reaccin y un agente que convierta el cromo hexavalente en cromo trivalente. La reduccin debe realizarse con extremo cuidado, debido a que suele producirse una reaccin exotrmica por la adicin del agente reductor. De esta manera, la formulacin reducida contendr una mayor cantidad de cromo en la forma trivalente, y se espera que sea empleada en la elaboracin de recubrimientos con fines decorativos y duros, adems de contar con caractersticas similares a las obtenidas con las formulaciones que involucran el uso de cromo hexavalente. No obstante, conviene aclarar que la aplicacin de este tipo de investigacin est limitada a realizar el proceso en laboratorio de piezas experimentales debido a que el proceso todava presenta problemas para obtener recubrimientos de buena calidad (brillantes y adherentes), adems de que la solucin es inestable (se degrada rpidamente).
Las investigaciones que se llevan a cabo por diferentes laboratorios estn encaminadas a encontrar alternativas para el cromo hexavalente. En particular el cromo trivalente se perfila como una buena opcin; pero an hay mucho trabajo por realizar para mejorar el desempeo de este bao.
El objetivo final es desarrollar un bao menos txico, pero capaz de aportar recubrimientos con brillo, dureza y resistencia a la corrosin similares a las obtenidas con cromo hexavalente. La meta es ofrecer una alternativa menos txica a la industria metal-mecnica y ms amigable con el medio ambiente.
3.1 EL CROMO
El cromo es un elemento qumico de nmero atmico 24 que se encuentra en el grupo 6 de la tabla peridica de los elementos. Su smbolo es Cr. Es un metal que se emplea especialmente en metalurgia. El cromo es un metal de transicin duro, frgil, gris acerado y brillante. Es muy resistente frente a la corrosin. Su estado de oxidacin ms alto es el +6, aunque estos compuestos son muy oxidantes. Los estados de oxidacin +4 y +5 son poco frecuentes, mientras que los estados ms estables son +2 y +3. Tambin es posible obtener compuestos en los que el cromo presente estados de oxidacin ms bajos, pero son bastante raros. Aplicaciones * El cromo se utiliza principalmente en metalurgia para aportar resistencia a la corrosin y un acabado brillante. * En aleaciones, por ejemplo, el acero inoxidable es aquel que contiene ms de un 12% en cromo, aunque las propiedades antioxidantes del cromo empiezan a notarse a partir del 5% de concentracin. Adems tiene un efecto alfgeno, es decir, abre el campo de la ferrita y lo fija. * En procesos de cromado (depositar una capa protectora mediante electrodeposicin). Tambin se utiliza en el anodizado del aluminio. * En pinturas cromadas como tratamiento antioxidante * Sus cromatos y xidos se emplean en colorantes y pinturas. En general, sus sales se emplean, debido a sus variados colores, como mordientes. * El dicromato de potasio (K2Cr2O7) es un reactivo qumico que se emplea en la limpieza de material de vidrio de laboratorio y, en anlisis volumtricos, como agente valorante. * Es comn el uso del cromo y de alguno de sus xidos como catalizadores, por ejemplo, en la sntesis de amonaco (NH3). * El mineral cromita (Cr2O3FeO) se emplea en moldes para la fabricacin de ladrillos (en general, para fabricar materiales refractarios). Con todo, una buena parte de la cromita consumida se emplea para obtener cromo o en aleaciones.
* En el curtido del cuero es frecuente emplear el denominado "curtido al cromo" en el que se emplea hidroxisulfato de cromo (III) (Cr(OH)(SO4)). * Para preservar la madera se suelen utilizar sustancias qumicas que se fijan a la madera protegindola. Entre estas sustancias se emplea xido de cromo (VI) (CrO3). * Cuando en el corindn (-Al2O3) se sustituyen algunos iones de aluminio por iones de cromo se obtiene el rub; esta gema se puede emplear, por ejemplo, en lseres. * El dixido de cromo (CrO2) se emplea para fabricar las cintas magnticas empleadas en las casetes, dando mejores resultados que con xido de hierro (III) (Fe2O3) debido a que presentan una mayor coercitividad.
3.2 RECUBRIMIENTO ELECTROLTICO DEL CROMO
El cromo es un metal muy difcil de trabajar en fro porque es muy duro y quebradizo, en caliente es igual de difcil porque se oxida con una capa de oxido de cromo dura e infusible. Por estas razones el cromo no se suele emplear como metal puro salvo en ocasiones muy raras aunque eso si, entra a formar parte de muchas aleaciones. Especialmente es aleado con el hierro porque mejora su dureza y resistencia a la corrosin. El acero inoxidable contiene entre un 8 y un 12 % de cromo, y es el principal responsable de que sea inoxidable. Muchas herramientas estn fabricadas con aleaciones de hierro cromo y vanadio. El nicrom o cromoniquel se emplea para fabricar resistencias elctricas.
El proceso de recubrimiento electroltico realizado con cromo es extensivamente usado en la industria para proteger metales de la corrosin y mejorar su aspecto. Tambin se emplea para restaurar piezas metlicas o conseguir superficies muy duraderas y con bajo coeficiente de rozamiento (cromo duro).
El cromo as depositado es un metal blanco azulado que tiene elevada resistencia al deslustre o empaamiento. Como era de esperar, su poder reflector en la regin azul del espectro es bueno; sobre todo el espectro visible, el poder reflector muestra ser de un 65 %. Los depsitos de cromo brillante tienen una dureza que oscila entre 400 y 1.200 unidades Brinell segn las condiciones en que se ha efectuado el depsito. La dureza de todos los tipos de cromo depositado electrolticamente es mucho mayor que la del metal fundido.
El llamado cromo duro son depsitos electrolticos de espesores relativamente grandes (0.1 mm) que se depositan en piezas que deben soportar grandes esfuerzos de desgaste. Se realizan este tipo de depsitos especialmente en asientos de vlvulas, cigeales, ejes de pistones y en general en lugares donde se requiera bastante precisin. Por ello antes de que exista una rotura grave se reponen las partes de metal perdidas mediante cromo electroltico. Generalmente la capa de cromo depositada no es totalmente uniforme por lo cual se da espesor mayor del necesario y despus se rectifican las piezas para conseguir las dimensiones y acabado adecuados.
El cromo brillante o decorativo son finas capas de cromo que se depositan sobre cobre o nquel para mejorar el aspecto de algunos objetos. El color del cromo es mas azulado y reflectante que el nquel y es mucho mas resistente a la corrosin ya que inmediatamente se forma una fina e imperceptible capa de oxido que protege al metal. El cromo tiene poco poder cubriente, menos an si las capas que se depositan son tan finas como una micra. Por ello las superficies a cubrir deben estar bien pulidas, brillantes y desengrasadas ya que el cromo no va a tapar ninguna imperfeccin. Es por esto por lo que frecuentemente las piezas que se croman con objeto decorativo se recubren con cobre y nquel antes de ser cromadas. El cromo se aplica bien sobre el cobre, el nquel y el acero, pero no sobre el zinc o la fundicin.
3.3 TIPOS DE BAOS PARA ELECTRODEPOSITACIN DEL CROMO
Para poder realizar la electrodeposicin del Cromo, se necesitan diferentes baos entre los cuales se encuentran:
Baos autorregulables: Baos ms modernos que utilizan una combinacin de componentes, como iones sulfato, fluoruro y silicofluoruro. Estos tipos de baos, poseen la cualidad de autorregularse, ya que los iones mencionados funcionan como agentes catalticos dentro de la solucin.
La autorregulacin se obtiene adicionando las sustancias catalizadores como una sal soluble de los iones deseados, donde la constante de solubilidad mantiene el control de la concentracin.
Esto se puede lograr mediante la utilizacin de iones sulfato, fluoruro o con una sal compleja de ambos. Para los baos no regulables, el control de la solucin debe hacerse mediante anlisis qumicos peridicos. Es importante hacer notar que se obtienen depsitos mejores y de mayor cobertura a bajas temperaturas, pero en esas condiciones, se deber trabajar con menor densidad de corriente para prevenir el "quemado". La velocidad de depsito es proporcionalmente ms lenta, debiendo estar el objeto a cromar mayor tiempo en proceso dentro del bao, para la obtencin de un espesor equivalente.
Una formulacin tpica para el cromado decorativo a temperatura ambiente es la de J. Hyner, la cual puede ser aplicada sobre diferentes metales de base. Este bao consta fundamentalmente de anhdrido crmico, fluorosilico de sodio y sulfato de sodio. El tiempo de electrodeposicin es de 6 a 10 minutos. Para el cromado decorativo, es suficiente aplicar un espesor de 0,25 m.
Baos de cromo microfisurado: En los baos de cromo, con el tiempo, se comprob que resultaba ms efectivo obtener una capa porosa o fisurada ("microcracked") de cromo, para que el proceso de corrosin fuera controlado. Partiendo de este concepto, se formularon diversos electrolitos a tal fin.
La norma ASTM B-456-67, exige 40 m de nquel si se deposita cromo comn sobre l, o 30 m, si se deposita cromo microfisurado. Queda a la vista el mayor poder protector que esta combinacin le otorga al material de base.
Los fundamentos tericos que explican este comportamiento, se basan en los potenciales electroqumicos del cromo y del nquel. Al existir alguna fisura o poro, la corrosin tiende a disolver el nquel, que acta como nodo, frente al cromo, que acta como ctodo. Al generarse esto en un punto determinado de la pelcula depositada, la disolucin es muy veloz, dejando rpidamente al desnudo al metal base. Esto ocurre porque la densidad de corriente galvnica que generan los dos metales es muy alta, por ser pequea la superficie de corrosin.
Si se aplica el mismo razonamiento a una superficie porosa, se generarn mas puntos de corrosin, pero disminuyendo la densidad de corriente galvnica, ya que la superficie que interviene es un gran porcentaje de la pieza. De esta forma, la velocidad de disolucin del nquel por efecto de la corrosin es mucho menor.
Existen varias formas de conseguir una pelcula de cromo microfisurado, pero la de uso ms comn en la actualidad, es la de depositar un bao de nquel semibrillante de base, dar luego un "flash" de nquel con muy alto "stress" superficial, y luego el cromo. Al quedar los tres metales depositados, se generar una gran tensin interna entre la segunda capa (bao de nquel) y la tercera (bao de cromo).
Existen varias formas de obtener un depsito poroso de cromo:
* Preparar previamente la superficie, otorgndole una rugosidad al material de base mediante la proyeccin a presin de material abrasivo con forma piramidal.
* Realizar un proceso de electroerosin antes y despus del depsito de cromo.
* A travs de procesos qumicos o electroqumicos, despus de realizar la electrodeposicin.
* Realizando una combinacin de los procesos detallados en los puntos 1 a 3.
El procedimiento ms utilizado es el electroqumico.
Baos al Cromo Trivalente: Los baos de cromo basados en formulaciones de cromo trivalente, son ms antiguos an que los baos convencionales actuales de cromo hexavalente. El proceso en s resulta atractivo, ya que la corriente necesaria para electrodepositar cromo trivalente es la mitad de la necesaria para su par hexavalente. Adems, el bao de trivalentes puede llegar a tener mucha mejor eficiencia de corriente. Por otra parte, este bao desde el punto de vista qumico, no difiere de uno de nquel o de cobre, por ende, resulta fcil de entender y operar.
Baos de Cromado Negro: Este tipo de electrolito, ha sido muy requerido en los ltimos 25 aos debido a su aplicacin y utilidad en superficies de absorcin de energa, especficamente en paneles solares. Debido a su gran resistencia a la temperatura y a su duracin, el cromo negro se ve favorecido frente a otras terminaciones.
El cromo negro, con su uso en energa solar, posee una gran absorcin (alfa), y una baja emisividad (psilon), lo que significa que absorbe todas las ondas con un reenvo mnimo.
Adems de su uso en energa solar, este bao se usa con fines decorativos o en accesorios que necesiten poca reflexin, principalmente para uso en ptica.
Bsicamente, un bao de cromo negro, es un bao que no tolera el ion sulfato. Las caractersticas generales son similares a las de un bao de cromo convencional.
3.4 PROCESO DE CROMADO
En la prctica corriente de los acabados metlicos, el cromo se aplica generalmente en forma de depsito sumamente delgado (aproximadamente de 0,000025 a 0,00005 cm. de espesor) para comunicar resistencia al deslustre a un depsito electroltico subyacente (generalmente de nquel), que sirve de principal proteccin al metal de base al que se aplica.
Procesos en los recubrimientos electrolticos
Para entenderlo mejor, es conveniente dividir el proceso en tres etapas fundamentales como son:
* Tratamiento previo (preparacin de superficie)
* Recubrimiento electroltico
* Control de calidad
Tratamientos previos al cromado
Proceso de mordentado y decapado: En el decapado de los metales ferrosos se considera, en general, que el xido formado al calentar el hierro est constituido por tres capas distintas:
* La capa ms externa, que es relativamente delgada; contiene la mayor proporcin de oxgeno y consiste en xido frrico, Fe 203
* Una capa intermedia, que es ms bien gruesa; est compuesta de xido ferroso frrico, Fe3 04
* Una capa relativamente compacta en la proximidad del hierro inalterado; contiene la mayor proporcin de este elemento, y su composicin corresponde aproximadamente a la frmula FeO.
cidos Usados: La eliminacin del herrn de los metales ferrosos se lleva a efecto decapando en una solucin de cido sulfrico o clorhdrico.
La eliminacin del herrn se produce como resultado de: a) la disolucin qumica de la capa de herrn; y b) el desprendimiento del gas originado al reaccionar el cido con el metal base.
Con cido sulfrico, las reacciones que tienen lugar estn en gran parte limitadas a los dos xidos, ferroso y frrico, y al hierro metlico:
Fe203 + 3H2S04 => Fe2 (S04)3 + 3H20 FeO + H2S04 => FeS04 + H20 Fe + H2S04 => FeS04 + H2
La reduccin del sulfato frrico a sulfato ferroso se realiza a causa de la presencia del hidrgeno naciente:
Fe2(S04)3 + 2H => 2FeS04 + H2S04 Las reacciones que corresponden al cido clorhdrico son las siguientes:
Fe203 + 6 HCl => 2FeCl3 + 3H20 FeO + 2HCl => FeCl2 + H20 Fe + 2HCl => .FeCl2 + H2
La reduccin del cloruro frrico por el hidrgeno naciente est representada por la ecuacin:
FeCl3 + H => FeCl2 + HCl
La disolucin del xido ferroso frrico, Fe3O4, en los cidos indicados es lenta; este xido es difcilmente soluble en los cidos.
La disolucin del xido en el cido sulfrico (de cualquier concentracin) tiene una marcada importancia en las operaciones de decapado, y en cuanto a la relacin entre la cantidad de hierro metlico disuelto y la de sus xidos, es mucho mayor a elevadas temperaturas que a temperatura ambiente. El xido ferroso (FeO) en contacto con el acero es el ms soluble de los xidos presentes en el herrn; de aqu que, cuando hay junto a la superficie del acero una cantidad realmente importante de este xido, tiene lugar un decapado mucho ms rpido que cuando existen en dicha zona xidos ms elevados. Durante el decapado, el cido penetra hasta la capa de FeO a travs de los poros y fisuras del herrn, y de esta manera la disolucin del FeO en el cido da por resultado el desprendimiento de las capas superficiales de herrn.
cido sulfrico: El mejor cido sulfrico comercial tiene una concentracin del 95 %; su accin sobre el hierro y el acero es pequea. Empezando con una baja concentracin de cido, se observa que al aumentar la misma, disminuye el tiempo de decapado, hasta que alcanza un mximo cuando la concentracin est prxima al 25 %; despus, la velocidad del decapado disminuye rpidamente. E l decapado con cido sulfrico deber llevarse a cabo con cido caliente; as podr lograrse un mayor rendimiento.
La velocidad del decapado disminuye a medida que aumenta en la solucin el contenido en sulfato ferroso.
El efecto retardador de las sales ferrosas es menor a elevadas que a bajas temperaturas, tanto en el caso del cido sulfrico como en el del cido clorhdrico, y es debido a la mayor solubilidad de las sales a alta temperatura. Con bajas concentraciones de cido sulfrico el efecto es menos marcado que con las elevadas. Las sales frricas aceleran la velocidad de decapado.
Aunque en el caso del cido clorhdrico la presencia del hierro puede acelerar la velocidad de decapado, dentro de ciertos lmites de temperatura y concentracin del cido, una concentracin excesiva de sales de hierro en toda clase de soluciones cidas reduce muy considerablemente la velocidad de decapado
cido clorhdrico : El cido clorhdrico comercial consiste en una solucin acuosa al 30 a 35 % de cido clorhdrico gaseoso. La volatilidad del cido hace impracticable su empleo a elevadas temperaturas; a temperaturas superiores a 40 C, la velocidad de volatilizacin del cido es realmente muy rpida. En la prctica actual, la velocidad de decapado se incrementa ms con elevadas concentraciones de cido que con una elevacin de la temperatura.
Formacin de lodo: Despus del decapado, queda sobre la superficie del metal una capa de lodo adherente; mucho de este lodo se acumula tambin en la parte superior del depsito. En el decapado con cido sulfrico, el depsito contiene hasta un 0,6 % del hierro disuelto en el cido; con cido clorhdrico, la cantidad de lodo producida es menor. Este lodo contiene tambin una alta proporcin de los metales nobles contenidos como trazas en el metal que se decapa, los cuales se precipitan sobre la superficie del acero.
Es importante el lavado cuidadoso del metal decapado para quitar estos depsitos.
Agentes humectantes en el decapado: Hay una gran cantidad de materiales capaces de provocar una considerable reduccin de la tensin superficial de las soluciones acuosas, aun cuando se aadan a stas en cantidades muy pequeas. Ejemplos tpicos de compuestos de esta clase son los alkil-naftalen-sulfonatos, los compuestos de amonio cuaternario con largas cadenas laterales de hidrocarburos y los sulfonatos alifticos (como los steres del cido sulfosuccnico). Los agentes humectantes para decapado deben ser estables en medio cido y no deben resultar
excesivamente espumantes. Disminuyendo la tensin superficial del cido de decapado se consigue una mejor penetracin de ste en la capa de herrn, y las burbujas de hidrgeno se desprenden ms fcilmente; con ello se consigue que el cido alcance la superficie del metal de un modo ms rpido y uniforme y, por otra parte, se reduce la tendencia de los barros a adherirse. Finalmente, se pierde menos cido por arrastre, con lo que se logra una reduccin en el consumo total de cido.
Lavado despus del decapado: Es esencial un lavado cuidadoso despus del decapado, pues cuando se retira el metal de la solucin, se adhieren al mismo considerables cantidades de sales de hierro conteniendo cido interpuesto. Si se efecta un lavado imperfecto, estas sales provocan la corrosin, y contaminan los de psitos con substancias perjudiciales para los tratamientos siguientes (baos de galvanizado, soluciones para recubrimientos, etc.). Las sales residuales pueden acumularse tambin en los poros del metal y exudar despus, perjudicando a cualquier recubrimiento que se aplique ulteriormente
El metal decapado deber lavarse primero en una corriente de agua fra, preferentemente en chorros pulverizados a alta presin. Deber lavarse luego en otro depsito de agua corriente; este segundo depsito se mantendr prcticamente aislado de la llegada de residuos cidos. El metal ser despus sumergido en agua muy caliente para disolver las sales residuales, permaneciendo en el depsito el tiempo suficiente para que adquiera la temperatura del agua. Esto tiene por efecto quitar de los poros del metal la mayor parte del cido. El metal retendr tambin suficiente calor para secarse espontneamente cuando se le saque del bao, a menos que tenga muy escasa seccin. Al sacarlo del agua, el acero decapado est expuesto a oxidarse muy fcilmente; generalmente se reduce esta tendencia adicionando cal al agua caliente del lavado final.
Decapado electroltico: En el decapado electroltico, el metal acta como nodo o como ctodo en una solucin de un cido o de una sal neutra. El decapado andico es el preferible, pues se evita el peligro de que el material adsorba hidrgeno y adquiera la caracterstica fragilidad debida al mismo al no desprenderse este elemento en el nodo, lo cual es de temer cuando el decapado se efecta en el ctodo. El herrn se elimina principalmente como resultado de la accin mecnica del gas puesto en libertad (durante la electrlisis) en la superficie del metal. Generalmente se usa como electrolito, cido sulfrico diluido, siendo la densidad de corriente de 2 a 10 amperios por decmetro cuadrado. Las dificultades de aplicar la corriente y la duda de saber si los resultados justifican el empleo de un equipo relativamente complicado han limitado la aplicacin general del sistema.
El metal decapado por este procedimiento est sujeto a la fragilidad debida al hidrgeno, pero ello puede remediarse. El depsito de estao puede dejarse sobre la superficie, y en este caso constituye una buena capa de preparacin para un posterior esmaltado o pintado; tambin, si es necesario, puede ser rpidamente quitada mediante un tratamiento andico en sosa custica. Se usan ctodos de ferrosilicio sobre los cuales se deposita el estao, que luego pueden colocarse en el bao de decapado y de esta manera es recuperado el estao.
Recubrimientos de proteccin: Una importante mejora de las instalaciones de decapado ha sido la introduccin de los recubrimientos de caucho y de ebonita. stos se aplican generalmente al acero, depositndolos homogneamente sobre el metal; dichos depsitos son de una gran resistencia y tenacidad. Se emplean varios cementos, tales como derivados sulfonados del caucho obtenidos amasando, con los molinos de rodillos propios de la industria del caucho, cido sulfrico y goma.
Sistema de aspiracin: Es esencial poder disponer de un sistema realmente efectivo para la eliminacin de los humos de los tanques. El primitivo sistema de eliminacin por campana superior es anticuado, obstructivo y deficiente. Las modernas instalaciones usan una aspiracin cruzada (es decir tangencial) a travs de un estrecho conducto situado a un lado a todo lo largo del tanque, o, si ste es ancho, los hay en ambos lados. El conducto puede construirse de madera recubierta de plomo; de acero recubierto de caucho, etc.
Calefaccin: El caldeo de los tanques de decapado se efecta corrientemente por inyeccin de vapor directo dentro de los tanques. El choque del vapor con el fondo de los tanques es perjudicial y debe, a ser posible, evitarse. Con este fin, se han desarrollado distintos tipos de inyectores fijos y rotatorios que hacen posible la introduccin ms uniforme del vapor dentro de la solucin. Como la introduccin de considerables cantidades de vapor, diluye la solucin, se hace necesario el uso de serpentines; stos pueden construirse de acero recubierto de plomo. Se han empleado con xito calentadores elctricos construidos de un metal o aleacin apropiados o de slice fundida.
Existen, tambin, instalaciones calentadas por gas. El calentamiento directo con llama desnuda debajo de los tanques no es satisfactorio, pero los gases quemados pueden inyectarse desde el lado del tanque en tubos que se extienden alrededor del mismo, cerca del fondo, y conectados todos ellos a un tubo vertical de humos para su evacuacin.
Agitacin de la solucin: Es conveniente disponer de alguna forma de agitacin del bao de decapado, puesto que ello ayuda a eliminar el hidrgeno de la superficie del metal y favorece que nuevas cantidades de cido alcancen constantemente dicha superficie. Puede obtenerse la agitacin en las soluciones calientes mediante el inyector de vapor; cuando se usan serpentines, puede obtenerse cierto movimiento de la solucin mediante las corrientes de conveccin.
El movimiento de la solucin puede obtenerse por un mtodo mecnico apropiado, balanceando los cestos de decapado en una direccin vertical, mediante el empleo de roscas o paletas movidas elctricamente en la solucin, o por aire comprimido. El primer mtodo es el ms corrientemente usado, pero muchas de las instalaciones pequeas trabajan sin estos mecanismos.
Pulido: Para los acabados con fines decorativos, tales como el cromado brillante, y en muchas clases de trabajo en que se requiere un buen acabado, es necesario sin embargo cierto grado de pulido. Hay ciertos datos, no despreciables, que tienden a indicar que una superficie metlica pulida puede ser ms resistente a la corrosin cuando se le aplica exteriormente un recubrimiento electroltico que si se trata de una superficie no pulida.
Hablando en un sentido amplio, los mtodos en uso son:
* Bruido.
* Pulido con abrasivos, usando ruedas flexibles, correas, discos, etc.
Actualmente, el bruido es muy poco empleado en comparacin con los otros mtodos.
El mtodo de pulido ms generalmente empleado implica el uso de ruedas abrasivas flexibles de formas diversas.
Pulido con abrasivos: Cuando se requiere un buen acabado, es necesario pulir los artculos mediante un abrasivo apropiado. Si el metal es muy basto y debe quitarse un exceso importante de metal, es precisa una operacin preliminar de amolado. Son utilizables una gran cantidad de
mquinas de amolar que hacen uso de slidas muelas horizontales, de discos verticales, etc. stas pueden emplearse ya sea en seco o hmedo.
Son tpicos entre los abrasivos para muelas: el esmeril (que se compone esencialmente de almina, xido frrico, silicatos y distintas impurezas), que puede aglomerarse en forma de ruedas; la almina artificial, que ha reemplazado en gran parte a los abrasivos de slice perjudiciales, tales como la piedra arenisca, y el carborundo, un abrasivo muy duro que se obtiene fundiendo carbn y slice a las altas temperaturas del horno elctrico.
Secado: La siguiente operacin consiste en el secado del disco, y ste debe realizarse, si se desea obtener buenos resultados, bajo un estrecho control de las condiciones en que se efecta. La cola de piel alcanza su mxima resistencia no cuando est completamente seca, como a veces se cree errneamente, sino cuando retiene un contenido de agua del 10 al 12 %. El secadero debe, pues, ser controlado desde el punto de vista de la temperatura y de la humedad relativa, a fin de que el contenido final en humedad de la cola se aproxime a las condiciones para las cuales la resistencia es mxima. Las condiciones ideales de secado generalmente recomendadas son una temperatura de 30 C y una humedad relativa del 50 %.
El tiempo de secado depende del espesor de la capa de cola que contiene el abrasivo y de la concentracin de la cola usada (la cual a su vez depende del tamao de grano usado para el abrasivo).
En las condiciones especificadas, el secado es generalmente completo de las 24 a 48 horas; los discos con gruesos recubrimientos requieren, naturalmente, un tiempo algo ms largo. Debe procurarse una circulacin de aire en el secadero.
Desengrases previos: De la eficacia de los procesos de desengrase depende la adherencia del depsito metlico. La eliminacin de todo rastro de grasa es vital si los artculos estn destinados a recibir un depsito electroltico.
La eliminacin defectuosa de la grasa superficial del artculo a procesar, conduce a la formacin de ampollas y/o depsitos poco adherentes que se desprenden o pelan. El proceso de desengrase previo consiste en quitar la grasa y aceite, ya sea del estampado, trefilado, embutido o pulido de la superficie de la pieza. Se puede realizar de diferentes maneras. Manualmente, se puede realizar
mediante el cepillado con cal de Viena. Tambin se puede usar un cepillo de bronce (grata) y cepillar mojando la pieza en una solucin jabonosa (tensioactiva). Se suelen utilizar solventes para realizar la limpieza previa, pero resultan txicos y voltiles.
Estos actan de tres maneras diferentes: emulsin, peptizacin y saponificacin.
* Por emulsin se entiende la formacin de una mezcla de lquidos que no se separan en capas al reposar. La leche es el ejemplo ms corriente de una emulsin. En el caso del desengrase de metales, la emulsin se compone de pequeos glbulos de aceite en suspensin en la solucin empleada.
* Peptizacin es el trmino dado a la reduccin de partculas slidas de suciedad en una forma finamente dividida, con lo cual se eliminan fcilmente. Esto significa que cada molcula de tierra de pulir, grasa, restos de aceite de maquinado, etc., queda mojada y completamente rodeada de una capa de solucin.
* Saponificacin es el nombre cientfico para la formacin de jabn, que resulta de la accin qumica del lcali con grasas y aceites animales y vegetales. Los jabones as formados son solubles en agua, por lo cual, el artculo queda perfectamente limpio con un buen enjuague en agua.
Son los disolventes clorados los que desde hace treinta aos vienen conquistando el mercado. El tetracloruro de carbono, el cloroformo y el pentacloroetano son excesivamente txicos para su uso generalizado. En ciertos casos se utilizan como potenciadores de otros disolventes menos activos.
Desengrasado por disolventes: El desengrase ms simple es el que usa disolventes. Los films de grasa que han sido adsorbidos se disuelven, pero hay otras sustancias que no pueden ser eliminadas por ellos, e incluso con las grasas tienen una limitacin cuantitativa.
Con el uso se incrementa la contaminacin del disolvente que ha de ser regenerado por destilacin.
En los desengrases por emulsin, sea por impregnacin con disolvente emulsionable y posterior emulsin por rociado con agua, o por empleo de disolventes ya emulsionados, juegan un importante papel las propiedades y reacciones coloidales en la peptizacin de la suciedad.
En el proceso de desengrase por emulsin, es de uso convencional utilizar hidrocarburos o productos derivados clorados disueltos en agua.
Dengrasantes en caliente: Por lo general, el desengrase en caliente es el mtodo ms difundido y comn de los normalmente utilizados, especialmente en la primera eliminacin de gruesas capas de aceite mineral.
En ciertos casos se adoptan mtodos adicionales de acuerdo con el metal de base del que se trate.
Todava se practica, proveniente de la ms vieja escuela de plateros, el uso de la potasa custica (KOH) como desengrasante general. Sus propiedades detersivas son excelentes, pero debe emplearse con habilidad y cautela, ya que para algunos materiales puede resultar muy agresiva.
Para la preparacin de las soluciones de desengrase, deben usarse siempre aguas blandas, ya que las aguas duras poseen hexametafosfato de sodio, cuya sal incorporada a las formulas detalladas har que el comportamiento cambie desfavorablemente.
Los artculos se cuelgan en la barra catdica o andica, segn el tipo de tratamiento especificado anteriormente. Con una tensin de 6 voltios a una temperatura de 82 a 93C, se obtendr una densidad de corriente catdica de 2 a 5 Amp/dm2.
En estas condiciones se produce un burbujeo de la pieza en forma continua. Normalmente, para realizar un correcto desengrase, son necesarios 2 a 3 minutos de inmersin. Para evitar problemas con las soluciones desengrasantes, se recomienda retirar la materia grasa en suspensin, ya que de no hacerlo, puede volver a adherirse a nivel superficial sobre las piezas al retirarlas del mismo.
Desengrasado Electroltico: Resulta ms conveniente que los artculos de latn, cobre y alpaca, despus del desengrasante caliente usual sean tratados en un bao de desengrase elec troltico en fro. Se emplea una tensin de 4 a 12 voltios y una densidad de corriente, segn la formulacin elegida, de 1 a 43 Amp/dm 2 . Los artculos quedarn desengrasados con un proceso de 2 a 3 minutos de duracin. Luego del desengrase, se enjuagan bien en agua corriente, limpia y fra, agitando enrgicamente. Debe tenerse especial cuidado con piezas huecas, ya que suelen llenarse de lquido, habiendo transporte de solucin y pudiendo causar ello la contaminacin de los baos subsiguientes.
Despus de realizado el enjuague, se sumergen en agua cida, la cual se prepara diluyendo cido sulfrico al 10%, se enjuaga otra vez en agua corriente, y entonces, la pieza quedar preparada para continuar el proceso. La inmersin en cido sulfrico diluido, tiene la finalidad de evitar transporte de residuos alcalinos a otros baos, y es imprescindible su realizacin para obtener un neutralizado perfecto. Esta operacin, adems, acta como proceso superficial de activacin, especialmente cuando debe depositarse algn metal sobre una base de nquel o niquelada, aunque posee las mismas propiedades sobre la gran mayora de los metales de base.
Si los artculos deben recibir algn tratamiento en un bao cianurado o de pH superior a 7 (cobre al cianuro, latn, cadmio alcalino, etc.), entonces, es muy aconsejable una inmersin en alguna solucin alcalina (tales como cianuro, hidrxido, carbonato, etc.) inmediatamente despus del enjuague en agua y antes de sumergirlos en el bao galvnico. La funcin de este enjuague alcalino previo es eliminar restos posibles del enjuague cido anterior. Se debe ser cuidadoso de no transportar restos de cido a los baos alcalinos, ya que estos se estropearn irreversiblemente, debido a la formacin de sales como sulfocianuros.
Los artculos a desengrasar se cuelgan de la barra catdica o andica, segn el tipo de tratamiento especificado.
Debe tenerse en cuenta si el proceso es andico o catdico, ya que de aplicar la polaridad inadecuada, la pieza se estropear irreversiblemente.
Cobreado: Slo dos son los tipos de solucin que se utilizan en gran escala, esto es, las soluciones de cianuro y las soluciones cidas. El primer tipo consiste esencialmente en una solucin de cianuro cuproso en un cianuro de metal alcalino, con o sin varios agentes de adicin. Las soluciones de cianuro tienen un excelente poder de penetracin; no obstante, en general, son
inapropiadas para la obtencin de depsitos de un espesor apreciable, pero tienen la ventaja de poder ser aplicadas directamente a los metales ferrosos. Las soluciones cidas consisten en una solucin de sulfato de cobre y cido sulfrico, y se utilizan principalmente para recubrir aquellos metales que no son atacados qumicamente por la solucin, y especialmente cuando se requiere un espesor apreciable, como en galvanoplastia.
Soluciones de cianuro: El bao de cobre cianurado, a pesar de los peligros que involucra su operacin para la salud, y por sus desechos provenientes de aguas de enjuague, an sigue siendo en algunos casos una opcin insustituible.
Las soluciones de cianuro se aplican comnmente en cubas de acero, aunque ms recientemente se ha incrementado el uso de cubas recubiertas de goma.
Soluciones cidas: El cobreado cido se efecta a partir de una solucin que consiste fundamentalmente en sulfato de cobre y cido sulfrico. Este tipo de soluciones tiene un bajo costo de preparacin y los rendimientos andicos y catdicos llegan al ciento por ciento en muchos casos.
El depsito de cobre logrado con este tipo de soluciones suele ser de color mate. Es preciso limpiar mucho ms cuidadosamente el metal de base antes de proceder al cobreado en bao cido de lo que precisan las soluciones de cianuro, pues, a diferencia de estas ltimas, la solucin de sulfato no posee propiedades detergentes.
La presencia del cido sulfrico es esencial, pues evita la formacin de precipitados de sales bsicas de cobre y tambin aumenta la ionizacin y, por consiguiente aumenta la conductibilidad de la solucin, reduce la posibilidad de que los electrodos se polaricen y ahorra el consumo de fuerza. Reduciendo la concentracin de iones cobre de la solucin, el cido tiene tambin el efecto de producir depsitos lisos de pequeo tamao de grano.
Comnmente, se utilizan densidades de corriente de 2 a 6,5 amperios por dm 2 . Las soluciones de cobre trabajan usualmente a temperatura ambiente, aunque a veces se utilizan temperaturas hasta de 50 C. La elevacin de la temperatura da lugar a la obtencin de un depsito de cobre ms blando. La agitacin con aire aumenta la densidad de corriente que pueda utilizarse.
Baos de nquel: Los depsitos de nquel pueden ser usados con fines decorativos, en ingeniera o en electro formado.
Los niquelados decorativos se logran de un electrolito conteniendo agentes de adicin orgnicos de diversos tipos. Los depsitos obtenidos resultan protectores, lisos, de alta nivelacin y con un brillo especular.
Las aplicaciones en ingeniera, utilizan electrolitos que depositan nquel puro, y las caractersticas habitualmente necesarias para este tipo de aplicaciones son
* Alta resistencia a la corrosin.
* Resistencia a la abrasin.
* Soldabilidad.
* Propiedades magnticas.
Este proceso se lleva a cabo mediante una corriente continua aplicada a los electrodos, lo cual disocia en iones las sales contenidas en la solucin, producindose un depsito de nquel metlico sobre e! ctodo (negativo), y disolucin de nquel sobre el nodo (positivo).
Es necesario, no obstante, tener presentes en la solucin ciertos agentes reductores y compuestos qumicos para favorecer la disolucin de los nodos y para hacer la solucin ms conductora, lo cual depender bsicamente del contenido de sales disueltas, de manera que puedan circular altas corrientes por el electrolito con diferencias de potencial (voltajes) relativamente bajas.
Cuando las sales estn disueltas en agua, el nquel en solucin es bivalente (Ni +2 ). Mediante la circulacin de corriente elctrica, el ion metlico reacciona con dos electrones y pasa a su estado metlico (Ni) sobre el ctodo. Lo inverso ocurre en el nodo, donde el nquel metlico se disuelve formando iones bivalentes.
La reaccin electroqumica es la siguiente: Ni +2 + 2 e Ni.
Desarrollo para el cromado posterior: Generalmente se utiliza en primer lugar un bao de cobre UBAC, seguido de una gruesa capa de nquel que resulta ser el principal factor de prevencin de la corrosin. Esta capa puede ser desarrollada de distintas formas con las que se alcanzan resultados muy diversos.
3.5 DIAGRAMA DE FLUJO DEL PROCESO
3.6 MATERIAS DE PARTIDA Y RESIDUOS GENERADOS EN UNA CADENA TPICA DE RECUBRIMIENTO ELECTROLTICO
3.7 MINIMIZACIN DE RESIDUOS
Segn la mayora de los autores, el problema de los residuos est totalmente ligado al modelo econmico actual de produccin y consumo. Por lo tanto, las soluciones han de venir por la ruta del desarrollo sostenible, por la optimizacin en el consumo de materias primas y de energa, por la minimizacin de residuos. Es decir, por prcticas industriales ambientalmente sustentables y sostenidas en el tiempo.
Muchas empresas con visin de futuro han notado que la minimizacin de residuos y emisiones es clave para modernizar la productividad y as sobrevivir en los mercados del futuro. Esto implica un profundo cambio en la cultura y en la prctica comercial, a veces llamada "segunda revolucin industrial", que considera a los productos y procesos industriales como parte de un ecosistema
industrial mayor, formando un sistema casi cerrado de flujo de materiales. La presin social exige cada vez ms productos con calidad adecuada, con condiciones sanitarias correctas, que sean ecolgicamente aceptadas y que hayan sido fabricadas en condiciones apropiadas desde el punto de vista medioambiental.
La industria se ve obligada a desarrollar tecnologas ms eficaces, ms productivas, menos contaminantes y que constituyan un ahorro respecto de las anteriores. Estas, llamadas tecnologas limpias si usan las materias primas y la energa racionalmente y si producen un impacto ambiental mnimo al fabricar productos generan a su vez acciones tanto anticontaminantes (procesos no contaminantes) como des-contaminantes (descontaminacin en procesos existentes), buscndose con ellas sistemas ms limpios y procesos y mtodos que eviten o reduzcan la contaminacin. En esta va surge la minimizacin de los residuos, que es una accin o conjunto de acciones destinadas a evitar la produccin de contaminantes o a reducirlos en cantidad y peligrosidad.
MINIMIZACIN DE RESIDUOS | ACCIONES
Reduccin de contaminantes en el origen | Aplicacin de tecnologas limpiasOptimizacin de procesosSustitucin de materias primas por otras menos contaminantes | Reciclado de productos | Reutilizacin directa de residuos o subproductos en los procesos propiosGestin de los residuos y subproductos para que los utilice la propia industria u otra como materia prima en cualquier tipo de proceso (bolsas de residuos) |
Recuperacin de materiales de inters | Separacin, preparacin, limpieza y adecuacin de los materiales contenidos en los residuos, que son susceptibles de aprovechar en cualquier sector industrial |
Por lo tanto, la minimizacin es una solucin viable para el problema de los residuos porque comprende tanto la reduccin como la valorizacin de algunos de ellos, lo que se traduce en disminucin de costos y en mejoras de la competitividad de las empresas. Por lo tanto, es fundamental revisar los procesos de produccin de materias primas, de fabricacin y de consumo para que se modifique todo aquello que sea susceptible de reducir la generacin de residuos a travs de toda la cadena productiva. La prevencin es la accin ideal, porque con ella se reducen tanto el consumo de materias primas y la demanda de agua y de energa, como las instalaciones de tratamiento y eliminacin de residuos. La minimizacin suena bien. La idea es convincente, pero la realidad es muy distinta: la gran mayora de las empresas ignoran o marginan el tema, a no ser que tengan un problema que afecte muy directamente a su imagen o a su economa
(produccin, sanciones o mercado). Las empresas ven bien todo aquello sobre mejoras de mercado, de competitividad y de imagen: el empresario se interesa por los sistemas de gestin ambiental, por la implantacin de la Norma ISO 14.001, por su imagen corporativa, pero le es difcil dar el paso siguiente que, por ahora, le parece prematuro y costoso. Solamente acta si la competencia lo hace, o si ve tan claras las ventajas que acaba convencindose. Porque es cierto que obtener la etiqueta ecolgica o implantar la Norma ISO 14.001 es un proceso caro, largo y molesto.
La empresa se encuentra, en general, en una situacin en que genera residuos con la tecnologa de que dispone y que si realiza un cambio para reducir aquellos mediante modificaciones en ste, supondr un costo que en esos momentos no tiene. En ese caso, que es el ms frecuente, tendr que estudiar las experiencias que existen en situaciones similares, y realizar anlisis costo/beneficio para decidir si aplica tcnicas de minimizacin. Porque la empresa en la situacin actual busca a lo ms cumplir la legislacin vigente y, en algunos casos, toma medidas adicionales por presin de la competencia.
Motivos que justifican una poltica de minimizacin de residuos en la empresa:
* Que en la competencia los estn realizando * Que los clientes la exijan directa o indirectamente * Que observen que ha sido beneficiosa para otras empresas y no necesariamente de la competencia * Que quieran ser vanguardistas y tener una actitud verdaderamente respetuosa con el medio ambiente * Que tengan problemas de residuos realmente graves * Que la ley les exija minimizar los residuos * Que quieran mostrar una buena imagen, tanto ante sus clientes como ante sus vecinos * Que observen que a cierto plazo les resulte econmicamente rentable, adems de otros beneficios * Que estn convencidos de que una modernizacin en la gestin y en las instalaciones que incluya el rea medioambiental potencia su presencia en el mercado
3.8 PLANIFICACIN AMBIENTAL PARA RESIDUOS ESPECFICOS
Ciertas corrientes de residuos, normalmente disoluciones de recubrimiento agotadas, pueden reducirse por los siguientes mtodos:
Filtracin: Pueden utilizarse filtros de cartuchos o de tierra de diatomeas para eliminar los slidos acumulados que reducen la eficacia del proceso.
Mediante tratamiento con carbono pueden eliminarse los contaminantes orgnicos (aplicados sobre todo en el niquelado, en el cobreado electroltico y en el zincado y cadmiado).
Agua purificada: Los contaminantes naturales del agua de relleno y de lavado (por ej., calcio, hierro, magnesio, manganeso, cloro y carbonatos) pueden eliminarse mediante desionizacin, destilacin u smosis inversa. Mejorando la eficacia del agua de lavado se reduce el volumen de lodos de los baos que requieren tratamiento.
Congelacin de los carbonatos de los baos de cianuro: Reduciendo la temperatura del bao a3 C cristalizan los carbonatos formados en el bao de cianuro por descomposicin del cianuro, densidades excesivas de corriente andica y adsorcin de dixido de carbono del aire, y se facilita su eliminacin.
Precipitacin: Los contaminantes metlicos que entran en el bao como impurezas de los nodos, pueden eliminarse por precipitacin con cianuro de bario, hidrxido de bario, hidrxido clcico, sulfato clcico o cianuro clcico.
Alternativas al cromo hexavalente: El cromo hexavalente puede sustituirse por disoluciones de recubrimiento de cromo trivalente para cromados decorativos. En ocasiones, los recubrimientos de conversin de cromo para tratamientos previos a la pintura se pueden sustituir por recubrimientos de conversin sin cromo o qumicas de cromo sin lavado.
Qumicas de proceso no queladas: En lugar de aadir queladores a los baos de proceso para controlar la concentracin de iones libres en la disolucin, pueden utilizarse qumicas de proceso no queladas para que no sea necesario mantener los metales en disolucin. Se puede dejar que estos metales precipiten y extraerlos por filtracin continua.
Productos qumicos de proceso sin cianuro: Las corrientes de residuos que contienen cianuro libre se tratan normalmente con hipoclorito o con cloro para producir la oxidacin, y en el caso de los cianuros complejos se utiliza por lo general sulfato de hierro para provocar su precipitacin. El uso de qumicas de proceso sin cianuro elimina un paso de tratamiento y reduce el volumen de lodos.
Desengrasado con disolventes: En lugar de usar disolventes para desengrasar las piezas antes del proceso, pueden utilizarse baos de limpieza alcalinos calientes. Se puede aumentar la eficacia de los limpiadores alcalinos aplicando corrientes elctricas o ultrasonidos. Las ventajas que supone evitar los vapores y lodos de disolvente suelen compensar cualquier coste operativo adicional.
Limpiadores alcalinos: Puede evitarse el tener que desechar los limpiadores alcalinos cuando la acumulacin de aceite, grasa y suciedad producida por el uso alcanza un nivel que reduce la eficacia del bao, utilizando dispositivos de despumacin para eliminar los aceites que flotan libremente, dispositivos de decantacin o filtros de cartucho para eliminar partculas y agentes de coalescencia de aceite y agua, y utilizando microfiltracin o ultrafiltracin para eliminar los aceites emulsificados.
Reduccin de las escurriduras: Reduciendo el volumen de disolucin que queda adherida a las piezas en los baos de proceso disminuye la cantidad de productos qumicos valiosos que contaminan el agua de lavado, lo que a su vez reduce la cantidad de lodos generados en un proceso de tratamiento convencional de precipitacin de metales.
Hay varios mtodos para reducir las escurriduras, entre ellos los siguientes:
Concentracin operativa del bao de proceso: La concentracin qumica deber ser lo ms baja posible con el fin de reducir al mnimo la viscosidad (para un drenaje ms rpido) y la cantidad de productos qumicos (en la pelcula).
Temperatura operativa del bao de proceso: La viscosidad de la disolucin de proceso puede reducirse elevando la temperatura del bao.
Tensoactivos: Se puede reducir la tensin superficial de la solucin aadiendo tensoactivos al bao de proceso.
Colocacin de la pieza: La pieza deber colocarse sobre el soporte de manera que la pelcula adherente escurra libremente y no quede retenida en huecos o ranuras.
Tiempo de extraccin o de drenaje: Cuanto antes se extrae una pieza del bao de proceso, ms gruesa es la pelcula adherida a la superficie de la pieza.
Chorros de aire: Se pueden mejorar el drenaje y el secado proyectando un chorro de aire sobre la pieza mientras el soporte de sta se eleva por encima del tanque de proceso.
Lavados por aspersin: Pueden utilizarse por encima de los baos calientes para igualar el caudal de lavado con la velocidad de evaporacin del tanque.
Baos de recubrimiento: Se deben eliminar los carbonatos y los contaminantes orgnicos para evitar que se acumule la contaminacin, ya que sta aumenta la viscosidad del bao.
Tablas de drenaje: Los huecos entre tanques de proceso deben cubrirse con tablas de drenaje para capturar las disoluciones de proceso y devolverlas al bao de proceso.
Tanques de escurrido: Las piezas deben colocarse en tanques de escurrido (tanques de lavado esttico) antes de la operacin de lavado estndar.
3.9 PELIGROSIDAD Y TOXICIDAD DE LOS RESIDUOS GENERADOS
El cianuro es un anin altamente txico, puesto que al igual que el cido cianhdrico o HCN bloquea la respiracin celular en los organismos, inhibiendo la actividad de la encima citocromooxidusa. La dosis letal del HCN para humanos es de 1-2 g/l. Si se administra por va oral. La toxicidad aguda para peces del cido cianhdrico se sita entre los 0,03 y 3 mg/l., mientras que la dosis letal del cianuro sdico se sita en 50 mg/l para las truchas. La movilidad del cianuro en soluciones acuosas es muy elevado. La biodegrabilidad y la hidrlisis qumica, fotoltica del cianuro y del HCN es, afortunadamente, alta exceptuando el caso de diversos complejos estables y poco txicos como el hexaciano ferrato. Su persistencia en el medio es, en consecuencia, reducida. Los productos de degradacin son el cianuro en una primera fase y el CO2 en una segunda.
El cromo (+VI) aparece, dependiendo del pH, en forma de dicromato, cromato o hidrocromato. La toxicidad de este compuesto reside bsicamente en su alto poder oxidante, que tambin origina daos en el cdigo gentico. Por ello se considera el Cr (+VI) como sustancia mutagnica potencial para mamferos. El cromo se bioacumula fuertemente en los mamferos en tejidos como el hgado y los riones posibilitando la formacin de tumores. La solubilidad y movilidad del anin cromo VI en sistemas acuosos es alta mientras que el cromo III, en forma catinica, precipita y se absorbe con facilidad. El cido crmico posee una presin de vapor relativamente elevada sus emisiones gaseosas pueden causar efectos nocivos en el puesto de trabajo. La reactividad del cromo VI es alta en presencia de material orgnico, otras sustancias reductoras bajo pH o pH cido.
En las plantas se conocen, entre otras, lesiones en el sistema radicular, las races no desarrollan bien y las hojas se mantenan angostas, tomando una coloracin pardo rojiza con aparicin de pequeas manchas neurticas.
En los sistemas acuticos, la toxicidad de los compuestos solubles del cromo vara segn la temperatura, pH y dureza del agua y segn las especies de organismos que los pueblan. Los compuestos del cromo VI se disuelven con facilidad, pero en condiciones naturales y en presencia de materia orgnica oxidable se reducen rpidamente a compuestos cromo III, que es ms estable y menos hidrosolubles.
En los suelos la movilidad del cromo en la pedosfera solamente puede evaluarse si se consideraran la capacidad de absorcin y reduccin de los suelos y de los sedimentos. El cromo VI, aun en concentraciones relativamente bajas, ya resulta toxico, siendo el PH del suelo un factor fundamental. El uso de abonos fosfatados incrementa el ingreso de cromo al suelo. Los compuestos de cromo III asimilados juntos con los alimentos resultan relativamente inocuos, los compuestos del cromo VI en cambio tienen efectos altamente txicos. Tanto los animales
como los seres humanos solo incorporan a sus organismos cantidades relativamente pequeas de cromo por inhalacin, la mayora de las sustancias que contienen cromo ingresan al organismo a travs de los alimentos y del agua que se bebe.
Los valores lmites establecidos segn antecedentes bibliogrficos, para el cromo en el ambiente general son los siguientes:
* Aire urbano: 50 mg/m3 * Agua de ros: 10 mg/m3 * Agua de ocanos: 5 mg/m3 * Agua potable: 0,05 mg/L * Suelo: 125 mg/kg. en promedio, aunque puede aumentar hasta 250 mg/kg. (no existe un lmite preciso) * Alimentos: la ingesta diaria no debe exceder de 0,03-0,2 mg/da.
El zinc, el cobre y el nquel son metales pesados que se necesitan en pequeas cantidades en la mayora de los organismos. Son oligoelementos. Estos forman parte del centro activo de encimas y de procesos oxido-reductivos. En mayores concentraciones bloquean importantes etapas del metabolismo de los organismos.
Los compuestos de cromo y nquel utilizados en los baos galvnicos para recubrimiento electroltico pueden ser peligrosos. Los compuestos de cromo pueden causar quemaduras, ulceracin y eccema de la piel y las mucosas, as como una perforacin caracterstica del tabique nasal. Tambin puede producirse asma bronquial. Las sales de nquel pueden causar lesiones de la piel alrgicas o txico-irritativas rebeldes. Existen pruebas de que tanto los compuestos de cromo como los de nquel pueden ser cancergenos. Son esenciales la ventilacin local por extraccin y una adecuada proteccin de la piel.
Resumen de los Riesgos Inherentes al Recubrimiento Electroltico
Riesgos
Exposicin a cromo y nquel potencialmente cancergenos; exposicin a cianuros; quemaduras e irritacin por productos qumicos custicos y corrosivos; sacudidas elctricas; el proceso puede ser en fase hmeda, con el consiguiente riesgo de resbalones y cadas; produccin de polvo potencialmente explosivo; riesgos ergonmicos
Precauciones
Usar equipo de proteccin personal adecuado. Instalar un sistema eficaz de ventilacin por extraccin, normalmente ranurado, de tipo impelente-aspirante. Limpiar los derrames inmediatamente. Instalar pavimento antideslizante. Utilizar procedimientos y puestos de trabajo bien diseados para evitar el estrs de origen ergonmico.
3.91BUENAS PRCTICAS DE GESTIN
Pueden conseguirse importantes mejoras en lo tocante a seguridad, salud y medio ambiente introduciendo en los procesos mejoras como las siguientes:
* Utilizando lavados a contracorriente y controles de conductividad.
* Aumentando el tiempo de drenaje
* Empleando ms o mejores tensoactivos
* Utilizando temperaturas de proceso lo ms altas posible para reducir la viscosidad y as aumentar la recuperacin de escurriduras (recuperacin de la solucin que ha quedado adherida al metal)
* Recurriendo a la agitacin con aire en el lavado para aumentar su eficacia
* Usando bolas de plstico en los tanques de recubrimiento para reducir la formacin de neblinas
* Utilizando mejores sistemas de filtracin en los tanques de recubrimiento para reducir la frecuencia del tratamiento de purificacin
* Colocando un bordillo alrededor de todas las zonas de proceso para contener los derrames
* Empleando tratamientos separados para los metales recuperables, tales como el nquel
* Instalando sistemas de recuperacin, por ejemplo de intercambio inico, evaporacin atmosfrica, evaporacin al vaco, recuperacin electroltica, smosis inversa y electrodilisis
* Complementando los sistemas de recuperacin de escurriduras con reducciones de la adherencia de contaminantes y mejores sistemas de limpieza
* Utilizando modernos sistemas de control de existencias para reducir los residuos y los riesgos de los lugares de trabajo
* Aplicando procedimientos estndar (es decir, procedimientos por escrito, revisiones peridicas de las operaciones y registros cronolgicos rigurosos de las mismas) que sirvan de base a una slida estructura de gestin ambiental.
4.1 IDENTIFICACIN DE RESIDUOS
Para poder identificar los residuos, primeramente se conoci el diagrama de flujo del proceso para despus identificar los residuos y encontrar las posibles soluciones para de ellas elegir la o las factibles.
As se encontraron los tipos principales de residuos en el proceso, tomando en cuenta que la mayor carga contaminante y volumen de residuo es generada en las agua de lavado, sin embargo la mayor toxicidad se encuentra en los baos agotados debido a su alta concentracin de sustancias nocivas Investigaciones realizadas en el tratamiento de dichas aguas, han demostrado que es importante que las aguas residuales galvnicas sean clasificadas en las siguientes cuatro categoras en funcin de las necesidades de segregacin para efectos de su tratamiento posterior: a) Aguas residuales alcalinas que contienen cianuros: Debido a la alta toxicidad del cianuro y la especificidad del tratamiento de oxidacin para destruirlo. Se utiliza en baos de cinc, cobre, plata y oro como acomplejante de los metales y puntualmente en desengrases.
b) Aguas residuales cidas que contienen cromo: Debido a la alta toxicidad del cromo VI y la especificidad del tratamiento de reduccin a que debe someterse se distinguen a la vez baos concentrados de cromo (Cr O3 de 100 a 500 g/l) y baos de cromo del pasivado, ms diluidos.
c) Aguas residuales alcalinas exentas de cianuros que contienen otros aniones: principalmente residuos del mordentado, debido a su contenido de amonio, cloruros (300 g/l). El mordentado es una etapa de proteccin previa al cincado por inmersin y se presenta aparte de la corriente anterior por practicarse con frecuencia el cambio de bao. Estas aguas tambin pueden contener cierta cantidad de zinc (125g/L).
d) Aguas residuales cidas exentas de cromo que contienen otros metales pesados: Debido a la alta toxicidad de metales no frreos como Ni, Cr, Cu, Ag y Zn. Incluyen los baos agotados de metalizado, que tienen una bajsima frecuencia de cambio y los lodos de depuradora de aguas residuales galvnicas que contienen frecuentemente al menos txicos cromo III, junto con nquel, cobre, cinc o estao.
e) Lodos provenientes de agua de lavado de decapado: Contienen lodos con Fe principalmente en forma de hidrxido y otros metales provenientes de estos lavados.
f) Aguas residuales de procesos posteriores: Estas aguas no son provenientes propiamente del proceso galvnico sino que se generan de procesos de tratamientos posteriores con fines protectivos o formacin de una base previa al pintado, y pueden contener altos contenidos de Zn, Ni, Mn y nitratos, por lo que se tratan como lodos. Es de suma importancia la segregacin de los desechos que contienen cianuros de los desechos cidos por la posible formacin del cido cianhdrico. As mismo, es necesario segregar los desechos con cianuros de los desechos que contienen cromo, porque adems de formarse el cido cianhdrico, sera imposible conseguir la oxidacin de cianuros y la reduccin del cromo en el desecho. Finalmente, es importante separar las aguas cianuradas de las que contienen nquel y hierro, debido a que pueden formar complejos cianurados que requieren tiempos de retencin mucho mayores en las unidades de oxidacin de cianuros
4.2 INVESTIGACIN DE TECNOLOGAS DE TRATAMIENTO DE EFLUENTES Una vez que se identificaron los residuos generados durante el proceso, se paso a la tarea de investigar las tecnologas existentes que puedan tratar dichos efluentes puesto que muchas de las tecnologas existentes y emergentes, se basan en el tipo de contaminante predominante en el efluente lquido a tratar, esto con el fin de hacer una mejor toma de decisin al momento de proponer la tecnologa a utilizar. En el caso de la industria galvnica y metalrgica, la contaminacin de las aguas se debe a la presencia de: cianuros, metales pesados, pH, slidos suspendidos, slidos disueltos, amoniaco, arsnico, nitratos y sustancias orgnicas. En base a lo anterior, existen dos tipos de clasificaciones, de acuerdo a su utilizacin y de acuerdo al tipo de proceso. La experiencia ha demostrado que no basta la aplicacin de un solo mtodo, sino que generalmente una tecnologa es efectiva cuando se usa en combinacin con otra(s) tecnologa(s). a) De uso amplio
b) De uso limitado
c) Piloto
d) Potencial (Fase de investigacin y desarrollo)
Cianuros Las aguas residuales que contienen cianuros son comnmente tratados usando cloracin alcalina. El proceso es ms efectivo utilizando un sistema de dos etapas en el cual el cianuro es oxidado a cianato (CNO-), seguido de una cloracin adicional como segunda etapa. Los cianuros han sido tambin tratados usando ozono, oxidacin con perxido de hidrgeno o descomposicin electroltica.
Arsnico El arsnico inorgnico existe como in arsenito (As+3) o in arseniato (AS+5). El arsnico puede ser removido por precipitacin con cal o con sulfuro, o coprecipitado con hidrxido de hierro o aluminio. La eficiencia del tratamiento est influenciada por el estado de oxidacin del arsnico. La precipitacin con sulfuro es parcialmente efectiva para el arseniato pero inefectiva para arsenito. La precipitacin con cal produce una eficiencia de tratamiento ms alta pero requiere pH l2. La coprecipitacin produce el efluente de mayor calidad pero tiene el inconveniente de producir mucho lodo. La eficiencia con aluminio decrece por encima de pH 7 mientras que con hierro lo hace por encima de pH 9. Estos procesos operan mejor sobre arseniatos, de forma tal que se debe realizar un proceso previo de oxidacin cuando el arsnico est presente como arsenito. Para altas concentraciones de arsnico se encontr que una coprecipitacin de mltiples etapas es efectiva, produciendo una considerable reduccin en la generacin de lodo. Cadmio El cadmio se remueve ms eficientemente por precipitacin del hidrxido a pH entre 9 y l2. La precipitacin es tambin posible como carbonato de cadmio a pH l0. La cal dar un precipitado de mayor capacidad de sedimentacin que el castico. Cromo hexavalente El cromo hexavalente debe ser reducido al estado trivalente con la precipitacin del hidrxido subsecuente. La precipitacin del cromo trivalente es ms efectiva a pH entre 8,5 y 9,5. La reduccin se alcanza a pH entre 2 y 3 con un agente qumico reductor como dixido de azufre, bisulfito de sodio o sulfato ferroso. La eficiencia de la conversin de cromo es inter- dependiente del tiempo de reaccin, pH y el tipo y concentracin del agente reductor usado. En la industria de galvanoplastia se ha usado el sistema de intercambio inico para recuperacin de cromo y reuso de agua. Cobre El cobre se remueve comnmente por precipitacin a pH entre 9 y l0,3. Los cianuros, otros agentes complejantes o altas concentraciones de carbonatos se complejarn con el cobre e interferirn con la precipitacin, siendo requerido un pre tratamiento para su remocin. La clarificacin por gravedad es usualmente efectiva para la remocin de slidos. Plomo Tetraetilo La precipitacin es muy efectiva con excepcin de aquellos casos como en la industria del tetraetilo de plomo en los cuales se producen concentraciones significativas de compuestos orgnicos con plomo. El plomo en su forma orgnica no es fcil de eliminar por precipitacin y el componente orgnico debe ser destruido qumicamente, como por ejemplo, por cloracin antes de la precipitacin. La precipitacin es ms efectiva entre pH 9 y l0. El tratamiento
con cal produce un lodo de buena sedimentacin mientras que el tratamiento con soda castica puede requerir filtracin. Mercurio Hay varias tecnologas que han sido aplicadas para la remocin de mercurio. El intercambio inico y la coagulacin son empleados comnmente. El intercambio inico implica la formacin de complejos de un cloruro mercrico cargado negativamente por adicin de cloro o hipoclorito y la remocin del complejo de cloruro mercrico con una resina de intercambio inico. La coagulacin ha sido aplicada con xito a aguas de lavado que contienen mercurio orgnico e inorgnico. El hierro y el alumbre producen una remocin equivalente de mercurio; sin embargo, el lodo de alumbre muestra propiedades de sedimentacin ms pobres. Se requiere de filtracin del efluente para llegar a la calidad ptima del mismo. Puede emplearse tambin la adsorcin por carbn para remover mercurio, pero es menos efectiva que el intercambio inico o la coagulacin para altos niveles de mercurio en el afluente. La adsorcin puede ser empleada cuando los niveles de mercurio en el afluente estn por debajo de 50 g/l. Nquel El nquel existe usualmente como un in soluble pero forma compuestos estables con amonaco, EDTA o cianuro. La precipitacin con hidrxido se logra a pH 9,5. Usualmente se requiere de filtracin para una calidad ptima consistente del efluente. Zinc El zinc es comnmente removido por precipitacin con hidrxido. Se ha observado un rendimiento ptimo a valores de pH tan bajos como 9,0 a 9,5 y tan altos como ll, y ms. El zinc es un metal anftero cuya solubilidad se incrementa a pH altos y bajos. Es posible que algunos constituyentes (como agentes complejantes), que no fuesen el zinc en las aguas residuales, puedan influir en la eficiencia de la precipitacin del zinc como funcin del pH. Para las aguas residuales que contienen zinc, la mejor tecnologa requiere la determinacin de y tratamiento al valor ptimo de pH para las aguas residuales especficas, y una remocin eficiente de los slidos suspendidos por medio de clarificacin por gravedad y/o filtracin.
4.3 COMPARACIN Y ELECCIN DE TECNOLOGAS EXISTENTES CON TECNOLOGAS PROPUESTAS. Para poder elegir una tecnologa existente o proponer alguna otra, primeramente se identificaron los principales efluentes que requieren tratamiento, dentro del proceso descrito.
4.31 Corrientes denominadas con numero 1 Accin existente en el proceso El objetivo de este punto es neutralizar los vertidos resultantes de la mezcla de las aguas de lavado y de los baos segn sea el caso. Debido a que se trata de un proceso discontinuo, en cada vertido se mide el pH y se corrige con NaOH o Na2CO3 en caso de que la mezcla tenga pH cido y H2SO4
para el caso de que el pH sea bsico. Este procedimiento se realiza en un tanque de neutralizacin con agitacin continua.
Accin propuesta En esta parte del proceso se propone realizar la integracin msica de las corrientes de lavados cidos con las que tengan un pH bsico, para as aplicar dos de las avenidas de minimizacin de residuos y utilizar una menor cantidad de NaOH, Na2CO3 y H2SO4 segn sea el caso. a) Reduccin en la fuente: Se reduce la cantidad de corrientes contaminantes que salen del proceso, pues el efecto que generara el pH de cada una se reducira y la utilizacin de una mayor cantidad de NaOH, Na2CO3 o H2SO4 generara aun mas cantidad de contaminantes.
b) Reciclamiento: Al momento de mezclar las corrientes, se estn reciclando disminuyendo sus efectos contaminantes.
4.32 Corrientes denominadas con numero 2 Accin existente en el proceso En este punto se tratan los baos agotados del cobreado y niquelado. El Cu y l Ni se precipitan como hidrxidos que posteriormente se calcinan para obtener el correspondiente xido del metal inactivo. Para este tipo de tratamiento el equipamiento consiste, principalmente, en tanques de reaccin, sistemas de bombeo, equipos de sedimentacin y calcinacin. Accin propuesta Se tienen dos alternativas para tratar estos efluentes que actualmente se encuentran en desarrollo la primera es, aprovechar el intercambio de iones para recuperar el arrastre de las aguas de enjuague y la segunda electrodeposicin catdica. INTERCAMBIO IONICO Este proceso ofrece iones de substancias no peligrosas que se encuentran dentro de la resina de intercambio, a cambio de los metales del agua de enjuague. Las partculas slidas de intercambio de iones en las resinas son o bien zeolitas inorgnicas que estn presentes naturalmente, o son las resinas orgnicas sintticas que se usan comnmente. Este sistema es adecuado para los enjuagues de cidos de cromo y se usa para recuperar varios metales (ej., Ni, Cu, Ag) en la forma de soluciones concentradas, para devolverlas al proceso. Sin embargo, para hacer esto se deben segregar las aguas de enjuague. Este mtodo es generalmente menos delicado que el de la osmosis inversa. Puede tambin ser til para eliminar/recuperar el aluminio, el arsnico, el
cadmio, el cobre, y el cianuro. Por otra parte, las unidades de intercambio de iones requieren una cuidadosa suspensin y pueden aadir ms residuos al tratamiento de las aguas, debido a las grandes cantidades de soluciones que se han usado para regenerar y para lavar.
ELECTRODEPOSICIN CATODICA, CON CATODO TRIDIMENSIONAL, EN REACTOR FILTRO PRENSA SIN SEPARACIN DE COMPARTIMENTOS. Aqu se propone otra manera de utilizar la avenida de tratamiento, pues se tratarn los baos agotados del cobreado y niquelado dndose como propuesta el tratamiento electroqumico para disminuir la concentracin de estos metales en los efluentes de proceso. Debido a que normalmente los efluentes que contienen estos metales se encuentran dentro de la norma, sin embargo se han estado poniendo ms exigentes las normas, lo que genera problemas en el tratamiento de estos metales, principalmente aparece cuando se usan complejantes orgnicos en las etapas de desengrase, decapado, neutralizado, entre otras, que forman complejos muy estables que inhiben su precipitacin La viabilidad de este tratamiento se ha estudiado aplicando esta tecnologa en dos puntos, generando cuatro escenarios posibles. 1) En el vertido final como tecnologa de afino como sistema de seguridad por un mal funcionamiento del sistema de depuracin tradicional.
a) Tratamiento electroqumico de afino del efluente tras tratamiento fsico-qumico
b) Tratamiento electroqumico de afino del efluente tras mal funcionamiento de la depuradora fsico-qumica
2) En las aguas acidas procedentes de los enjuagues del proceso galvnico.
c) Tratamiento de enjuagues cidos con control de pH
d) Tratamiento de enjuagues cidos sin control de pH 4.33 Corrientes denominadas con numero 3
Accin existente en el proceso La finalidad aqu es tratar el agua con el que se lavan las piezas luego de cada bao de cobre y nquel. Las soluciones resultantes son muy diluidas, para concentrarlas se utilizarn columnas de intercambio catinico. Una vez saturadas las resinas, stas se regenerarn con cido y el efluente concentrado resultante se tratar segn el proceso anterior. Accin propuesta en el proceso En este paso se propone la mezcla de estos efluentes con los efluentes de la generados en la parte dos, pues se ha observado que la electrodeposicin funciona tanto para efluentes concentrados como diluidos, ahorrando as un paso de tratamiento logrando la disminucin de corrientes de proceso. 4.34 Corrientes denominadas con numero 4 Accin existente en el proceso Este punto es igual al anterior, con la diferencia de que se emplea una resina aninica para eliminar el cromato, seguida de una columna catinica para eliminar el Cr trivalente. La regeneracin de la primera se realiza con soda custica o hidrxido de K o Na. Los efluentes concentrados obtenidos de este procedimiento se tratan segn el proceso 5.
Accin propuesta Llegando a este paso, se proponen cuatro maneras de reducir el Cr, cabe destacar que estas cuatro se presentan en las tecnologas existentes como potencial siendo:
a) Precipitacin con carbonatos
La reaccin entre el carbonato de calcio y una sustancia cida ocurre con desprendimiento de dixido de carbono
De esta forma, cuando el carbonato se agrega al lquido curtiente residual se produce su reaccin con los protones (hidronios) del medio y el correspondiente aumento de pH. El exceso de CO32que permanece en el lquido curtiente residual se combina con agua y resulta una reaccin ligeramente bsica de la fase lquida como se muestra en la ecuacin (2). Seguidamente, los hidroxilos formados durante la hidrlisis se combinan con el cromo (III) y producen la precipitacin del catin.
b) Osmosis Inversa con membrana de poliamida
Durante mucho tiempo se ha usado la tecnologa de la osmosis inversa (RO) para recuperar los qumicos de enchapado del agua de enjuague y tambin para purificar las aguas residuales mezcladas para luego volverlas a usar. Se usa ms comnmente para purificar el agua de enjuague de los baos de proceso de cido de nquel. El agua se devuelve a! tanque de enjuague mientras que las sales de nquel se usan para rellenar el tanque de enchapamiento. Este mtodo requiere hacer pasar por una membrana semipermeable, bajo presin de entre 200 y 1200 libras por pulgada cuadrada (psi), aguas con gran contenido de metal. La membrana es impermeable para la mayora de los slidos disueltos.
Ahora se pretende para eliminar el Cr de las aguas residuales de sus baos agotados pues este mtodo a dado resultados prometedores en cuanto a tratamiento de efluentes residuales con metales pesados, especialmente Cr. Se ha observado adems de una disminucin del Cr, tambin disminuyen otros iones, lo que hace especular sobre su posible uso en el tratamiento de otras corrientes de lavado.
c) Adsorcin sobre carbn activado
Una isoterma de adsorcin describe la relacin existente entre la cantidad adsorbida de una sustancia y su concentracin de equilibrio a temperatura constante. Para el caso del Cr(III) en particular se observa un comportamiento irregular con la concentracin del catin en el equilibrio, pues al principio se observa un rpido crecimiento en la cantidad de Cr adsorbido, pero luego llega a un mximo para disminuir dicha cantidad, esto se debe a que esta adsorcin es muy sensible al pH, y conforme se lleva a cabo adems de disminuir la cantidad de Cr, tambin disminuyen los iones H+, por lo que se podra usar adems para controlar el pH de algunos efluentes.
d) La Electrodilisis
La electrodilisis emplea membranas seleccionadoras para separar los aniones y os cationes de las aguas de enjuague. Cada componente se puede luego devolver al tanque apropiado.
4.36 Corrientes denominadas con numero 5 Accin existente en el proceso Aqu lo que se busca es reducir el cromo trivalente y hexavalente mediante el empleo de bisulfito obtenindose un precipitado fcilmente filtrable, con una baja concentracin de los elementos mencionados anteriormente. Se utilizan equipos similares al procedimiento del punto 2 (tanques, sedimentadores, filtros, bombas).
Accin propuesta en el proceso Para este paso se tomo la iniciativa de realizar el mismo procedimiento que se uso para los cationes de los baos agotados de Cu y Ni, ya que la concentracin de Cr, despus del paso 4 se espera que sea mucho menor a la que actualmente se trata a esta altura del proceso.
4.4 ESTRATEGIAS PROPUESTAS ADICIONALES DE MINIMIZACIN DE RESIDUOS PARA EL PROCESO DE CROMADO
Recubrimiento a partir de cromo trivalente en vez de cromo hexavalente Esta propuesta se genera ya que se ha demostrado que el Cr(III) se considera una forma esencial para el hombre, prcticamente no es txico y aparentemente, no se conocen efecto locales o sistmicos del mismo, en cambio el cromo hexavalente, en concentracin de 10 mg/kg de peso corporal produce casos de necrosis heptica, nefritis y muerte en el hombre; las dosis mas bajas causan irritacin de la mucosa gastrointestinal. En medios acuticos se encuentra en forma soluble y puede ser transportado. Se acumula en muchas especies acuticas, principalmente en peces que se alimentan del fondo y en bivalvos. El cromo trivalente se absorbe muy poco. El ndice de absorcin para el cromo hexavalente contenido en el agua es nueve veces mayor que en el caso del cromo trivalente. Los efectos dainos para el hombre del cromo contenido en el agua se relacionan con la forma hexavalente. En dosis altas causa cancer en el tracto digestivo y crea riesgo de cancer pulmonar. tambin puede producir lceras cutneas y en la mebrana mucosa nasal, as como dermatitis Caractersticas de procesos de cromo trivalente Las principales ventajas de los recubrimientos a partir de cromo trivalente son: a) Baja viscosidad por una menor concentracin de cromo, lo que disminuye prdidas por arrastre de materia prima.
b) Menor toxicidad del proceso. c) El peso equivalente es el doble que el del in Cr+6, es decir, se obtiene mayor eficiencia catdica. d) La microestructura del depsito que se obtiene da mayor resistencia a la corrosin. e) Es completamente tolerante a interrupciones de corriente durante el proceso Sin embargo, el cromo metlico no se puede obtener directamente a partir de una solucin de sulfato o cloruro de cromo III, ya que el cromo forma complejos estables e inertes con los iones OH- y Cl-, y tambin xidos que interfieren en la reaccin catdica, el cromo debe formar un complejo con un compuesto que libere fcilmente el Ion Cr+3 y de esta manera se produzca la reduccin a Cr0 Los formadores de complejos de cromo trivalente comnmente empleados son: hipofosfito de sodio y glicina, tambin otros quelantes como cidos carboxlicos o sus sales, urea, tiourea, tiocianatos y dimetilformamida, entre otros la formacin de los complejos de cromo trivalente no ocurre de manera instantnea, sino que se debe dar un tiempo de reaccin hasta lograr el equilibrio; la formacin del complejo y por tanto la calidad del recubrimiento de cromo, dependen del pH, temperatura y tiempo de la reaccin de complejacin. El pH de la solucin debe estar entre 2-4 unidades, a bajas temperaturas la reaccin puede tardar hasta dos meses en llegar al equilibrio, mientras que a temperaturas ms altas, del orden de 90C o ms, el tiempo se puede reducir considerablemente. El reciclaje de los solventes Si es inevitable usar solventes, la mejor estrategia para administrar los desperdicios es reciclarlos con equipo de destilacin en el mismo lugar en que se usan. Este equipo puede manejar cantidades tan pequeas como cinco galones. Si el operador de la planta no quiere comprar o alquilar el equipo para usar en la planta, entonces como ltimo recurso se debe recurrir al reciclaje fuera de la planta. Hay que tener cuidado para evitar mezclar y as contaminar an ms los solventes. Los solventes mezclados son difciles y a veces imposibles de reciclar y deben incinerarse. El reciclaje de limpiadores de base acuosa El reciclado de limpiadores de base acuosa es posible cuando no hay emulsin que evita la separacin del aceite. Se han demostrado sistemas de cadena cerrada para tratar los residuos del decapado cido. Recientemente se ha procesado el licor de decapado gastado a travs de una membrana bipolar, lo cual resulta en un licor de decapado regenerado y en un filtrado que contiene los metales precipitados. La recuperacin y reutilizacin del material
Segn han aumentado los requisitos reglamentarios para los residuos del enchapado, los mtodos de recuperacin que antes no eran econmicos se han convertido en viables, particularmente para las empresas grandes. Aunque las pequeas empresas no puedan implementar estas tecnologas en la planta misma, se les debe informar sobre los mtodos relativos de estas alternativas para que puedan tomar las decisiones apropiadas con relacin al tratamiento fuera de la planta. Las tecnologas disponibles son: 1) la evaporacin, 2) la osmosis inversa, 3) el intercambio de iones, 4) la recuperacin electroltica, y 5) la electrodilisis. La reutilizacin agua de enjuague Considere la posibilidad de usar el agua de enjuague, despus de la limpieza con cido, como el agua que compone los tanques de enjuague para despus de la limpieza con compuestos alcalinos. Este mtodo deber alargar la vida del agua de enjuague y mejorar el enjuague de la pieza que se limpia con compuestos alcalinos, al reducir la viscosidad de la capa de arrastre. Las normas que especifican la calidad de la pieza determinarn si este mtodo de reciclaje funcionar o no, ya que produce depsitos de sal en la pieza (ej., manchas). El agua de enjuague final o crtica podra ser suficientemente limpia para usarse como el agua que compone los enjuagues que requieran menos eficiencia. (Vea los comentarios sobre los sistemas de enjuague en la seccin sobre la reduccin de las fuentes de residuos). Sustitucin de materias primas Debido a que varias materias primas de los procesos y en caso especifico del proceso de cromado, son de grado de toxicidad demasiado elevado, una buena alternativa para minimizar los residuos, es el sustituir estas materias primas por otras menos dainas que viene ligado con la avenida de minimizacin de REDUCCIN EN LA FUENTE GENERADORA. Algunas opciones se presentan en la tabla siguiente: Sustitutos qumicos CONTAMINANTE | SUSTITUTO | OBSERVACIONES |
Inmersin en fuego (cianuro de sodio) | Acido muritico con aditivos | De accin ms lenta que la sumersin en fuego tradicional + H2O2 | Bao de enchapado de cianuro de cobre | Sulfato de cobre | Tiene un poder de lanzamiento excelente y un acabado rpido, brillosos y suave. Probablemente el acero, el zinc, o los metales de base de estao-plomo necesiten un tratamiento de cianuro de cobre. Requieren una buena limpieza previa. Los procesos sin cianuro eliminan la acumulacin de carbono en los tanques. | Limpiador de cianuro. | Fosfato de sodio o de amonio | Limpiador sin cianuro. Buen desengrasante cuando se usa caliente y en bao ultrasnico. Altamente bsico. Puede complicarse
con metales solubles si se usa como enjuague intermedio entre los baos en enchape, en los cuales se pueden depositar iones de metal en el limpiador, causando a su vez problemas con el tratamiento de las aguas residuales. | Cianuro de estao. | acido cloruro de estao qumico contaminante. | | Funciona mejor y ms rpido que el
Enchapado con cido crmico. | Enchapado con cromo trivalente, o nquel brilloso. exposicin del trabajador al cromo hexavalente (que es ms peligroso) |
| Reduce la
En el caso de la precipitacin con carbonatos se ha observado una precipitacin de cromo superior a 99,95% y el contenido final del catin en el lquido sobrenadante inferior a 1,0 mg/L. Asimismo, en dicho lquido sobrenadante se mantenan casi sin cambios las concentraciones de sodio, cloruro y sulfato.
En cuanto a la osmosis inversa la separacin de cromo con membrana de poliamida se observan variaciones entre 99,97 (inicio del tratamiento) y 99,81% (final del tratamiento), obtenindose un contenido promedio del catin en el permeado inferior a 2,0 mg/L. Con un rendimiento menor que para el cromo, tambin se ha producido una remocin bastante apreciable de las restantes especies inicas presentes en el permeado. En orden creciente, la remocin fue: SO-4> Na+1 > Cl1.
El principal inconveniente de la Osmosis Inversa es la rpida disminucin del flujo de permeado, hecho que se debe al ensuciamiento de la membrana.
La adsorcin mxima de cromo sobre carbn activado fue de 33,1 mg del catin por gramo de adsorbente, mientras que las restantes especies inicas permanecieron sin mayores cambios en la solucin de equilibrio. De acuerdo con la adsorcin mxima determinada para el cromo, se necesitara ms de 30 g de carbn activado para llevar cabo el tratamiento de cada litro del lquido residual utilizado en este proceso.
A continuacin se muestran algunas de las graficas que explican varias dependencias de variables a considerar para la remocin de residuos en el proceso de cromado electroltico.
En ambas grficas se tiene en el eje de la ordenadas la cantidad de Cr en el liquido residual despus del tratamiento con carbonatos en g/L. En ellas se observa que para una gran cantidad de Cr a tratar el tiempo de reaccin aumenta y que la cantidad de Cr tratada se relaciona con la cantidad de carbonato empleada.
Variacin del flujo de permeado como una funcin del volumen de permeado para la Osmosis Inversa con membrana de poliamida
Isoterma de adsorcin de cromo a 30C sobre carbn activado comercial
En las grficas siguientes se muestra como cambia la concentracin de los cationes, Ni, Cu y Zn en los efluentes galvanicos al ser tratados por medio de un reactor filtro prensa como se comento en el desarrollo del proyecto obteniendo buenos resultados en la remocin por lo que se espoera que se pueda aplicar y pueda servir ademas de estos cationes para muchos otros como el Cr.
* Al igual que cualquier otro proceso industrial, en el cromado se producen diversos residuos los cuales varan en su peligrosidad y toxicidad, razn por la cual es necesario analizar cada uno de ellos para detallar la forma en que se puede disponer de ellos, pues mientras algunos pueden ser vertidos directamente al drenaje o a los vertederos de slidos municipales, algunos otros deben de ser tratados de manera ya sea fsica o qumica para evitar daos a la salud o al medio ambiente.
* Si bien es importante seguir en la bsqueda de nuevos mtodos y tecnologas para el tratamiento de residuos en este tipo de industria, para lograr minimizar el consumo de recursos y maximizar resultados con la reduccin de residuos, primero hay que dar un amplio seguimiento a las tecnologas ya existentes que pueden modificarse y/o aplicarse de manera adecuada para obtener los resultados esperados.
* Hay muchas tecnologas para el buen manejo de los residuos, sin embargo muchas de ellas solo estn en fase de investigacin y desarrollo por lo que hace falta estudiarlas a profundidad para ver
los resultados generaran y tomarlos como pauta para dirigir el desarrollo de las tecnologas subsecuentes.
* La estrategia generada para la minimizacin de residuos para el proceso de cromado electroltico, se baso en las avenidas de minimizacin de los mismos, con ello se lograron proponer ciertos cambios en materia prima, tratamiento de efluentes con tecnologa avanzada, opciones para reciclamiento de solventes y buenas practicas de gestin para el manejo de los residuos propios del proceso.
* Si bien aun no se tienen resultados finales de cmo funcionaran las propuestas generadas en la presente investigacin, se piensa que se pueden obtener resultados satisfactorios que harn ms eficiente al proceso y tendr menor impacto al ambiente.
* Enciclopedia de Salud y Seguridad en el Trabajo PhD Jeanne Mager Stellman, entre otros. Editorial: CELER PAWLOWSKY Espaa, 1998
* Manual del Ingeniero Qumico Perry, Robert & Green, Don Editorial: McGraw Hil 7 Edicin Espaa, 2001
* Eckenfelder, W.W.,"Electroplating and Related Metal Finishing". Ed.Mc Graw Hill, New York, USA. 1966.
* Sun Kou,M.R.; Apolaya,M.; Balvin,E.; Neira,E. "Procesos para el Tratamiento de las Aguas Residuales de una Planta Galvnica de Cromo" Monografa: Catalizadores y Adsorbentes para la Proteccin Ambiental en la Regin Iberoamericana. CYTED. ISBN N84-913538-2-6, pag.195-200. 1998.
* http://www.monografias.com/trabajos33/cromado-electrolitico/cromado electrolitico2.shtml
* http://www.monografias.com/trabajos10/problem/problem.shtml
* http://www.istas.net/web/daphnia.asp?articulo=591
* http://www.istas.net/fittema/att/li8.htm
* http://www.slideshare.net/eposadar/tcnicas-de-minimizacin-de-residuos
* http://www.estrucplan.com.ar/Articulos/verarticulo.asp?IDArticulo=777
S-ar putea să vă placă și
- El Proceso de Cromado y La Minimización de Sus ResiduosDocument36 paginiEl Proceso de Cromado y La Minimización de Sus ResiduosCaínCastilloÎncă nu există evaluări
- Cromado de polímeros con menos deDocument7 paginiCromado de polímeros con menos deCristian ChimboÎncă nu există evaluări
- Impacto ambiental del cromo en la industria del cueroDocument9 paginiImpacto ambiental del cromo en la industria del cueroAlexandra MontañoÎncă nu există evaluări
- Plan de Tesis ImprimirDocument49 paginiPlan de Tesis Imprimirsony lauraÎncă nu există evaluări
- CromoDocument4 paginiCromoronaldscriÎncă nu există evaluări
- CROMODocument11 paginiCROMOAlejandra Martinez Chamorro100% (1)
- El Cromo AvanceDocument7 paginiEl Cromo AvanceManuel Alejandro Cleque ValverdeÎncă nu există evaluări
- Tesis - Marco TeoricoDocument48 paginiTesis - Marco TeoricoEmilio Onofre HuarachaÎncă nu există evaluări
- CromoDocument3 paginiCromoReynaldo SalasÎncă nu există evaluări
- Monografía Cromo y CadmioDocument18 paginiMonografía Cromo y CadmioKarina Irigoín SánchezÎncă nu există evaluări
- Laboratorio 3: Síntesis de zincromato a partir de aguas residualesDocument6 paginiLaboratorio 3: Síntesis de zincromato a partir de aguas residualesRosa ParedesÎncă nu există evaluări
- Croma DoDocument2 paginiCroma DoByson BysonÎncă nu există evaluări
- Perfil Toxicologico MCROMODocument10 paginiPerfil Toxicologico MCROMOwilmerÎncă nu există evaluări
- Cadmio y CromoDocument5 paginiCadmio y CromoCarlos B. ArredondoÎncă nu există evaluări
- Solucionario de Castellan Segunda EdicionDocument4 paginiSolucionario de Castellan Segunda EdicionRafael Zafra Saavedra0% (1)
- Toxixidad InformeDocument10 paginiToxixidad InformealbeiroÎncă nu există evaluări
- Tratamiento y Purificación Del Agua CromoDocument42 paginiTratamiento y Purificación Del Agua Cromoyeny mamani mamaniÎncă nu există evaluări
- CromoDocument5 paginiCromoRoxana MercedesÎncă nu există evaluări
- Tratamiento de Aguas Efluentes de CurtiembresDocument16 paginiTratamiento de Aguas Efluentes de CurtiembresFernando MoralesÎncă nu există evaluări
- Cromado electrolítico de sustancias metálicasDocument12 paginiCromado electrolítico de sustancias metálicasCristhian Daniel Michel YupanquiÎncă nu există evaluări
- Cromatos de MexicoDocument14 paginiCromatos de MexicoAlejandra AguilarÎncă nu există evaluări
- CROMODocument16 paginiCROMOCarla Elizabeth Rojas PanozoÎncă nu există evaluări
- Cromo III Se Puede Convertir en Como VIDocument4 paginiCromo III Se Puede Convertir en Como VIronaldscriÎncă nu există evaluări
- El CromoDocument16 paginiEl CromoLauritaCarvajalÎncă nu există evaluări
- CromoDocument11 paginiCromoDaniel Cabrera GarciaÎncă nu există evaluări
- El CromoDocument11 paginiEl CromomerthisÎncă nu există evaluări
- Perfiles toxicológicos de elementos químicosDocument10 paginiPerfiles toxicológicos de elementos químicosjoelÎncă nu există evaluări
- BAÑÓN - Diseño de Un Sistema de Adsorción en Carbón Activado para La Eliminación de Cromo Hexaval...Document67 paginiBAÑÓN - Diseño de Un Sistema de Adsorción en Carbón Activado para La Eliminación de Cromo Hexaval...facundo caritaÎncă nu există evaluări
- Curtición Al CromoDocument6 paginiCurtición Al CromoAlex Ccahuana SotoÎncă nu există evaluări
- Informe FinalDocument18 paginiInforme FinalP Gabriela SandovalÎncă nu există evaluări
- Curtiembres PerúDocument92 paginiCurtiembres PerúNidia Elena Ortiz PenagosÎncă nu există evaluări
- Cromo-Salud AmbientalDocument20 paginiCromo-Salud Ambientalbjorkis.mtzÎncă nu există evaluări
- Determinacion de Cromo...Document9 paginiDeterminacion de Cromo...Kmilo MoralesÎncă nu există evaluări
- C AlzadoDocument12 paginiC AlzadoyasminÎncă nu există evaluări
- Usos cromo 40Document9 paginiUsos cromo 40Sanhueza María EugeniaÎncă nu există evaluări
- Investigación Sobre Cromo y CueroDocument9 paginiInvestigación Sobre Cromo y CueroLudelí Ant VlzÎncă nu există evaluări
- Descripción de La Nocividad Del CromoDocument10 paginiDescripción de La Nocividad Del CromoAndres Cubides GuerreroÎncă nu există evaluări
- 10 Minerales Mas Inportantes de MéxicoDocument7 pagini10 Minerales Mas Inportantes de MéxicoLuis Angel Martinez0% (1)
- Acido Cromico InformeDocument10 paginiAcido Cromico InformeMiguel Angel Condo LopezÎncă nu există evaluări
- Baños de Cromo (Parte I)Document34 paginiBaños de Cromo (Parte I)Lucia Aguilar100% (1)
- Curtido Al CromoDocument3 paginiCurtido Al CromofeuersturmÎncă nu există evaluări
- CromoDocument4 paginiCromoNatasha DyaneÎncă nu există evaluări
- Presentación ElectroambientalDocument13 paginiPresentación ElectroambientalchichicoÎncă nu există evaluări
- PlomoDocument15 paginiPlomoguichayÎncă nu există evaluări
- Obtención Del Cromo A Partir de Solución de Ácidos Cromicos y Sulfúrico Su Aplicación en La IndustriaDocument7 paginiObtención Del Cromo A Partir de Solución de Ácidos Cromicos y Sulfúrico Su Aplicación en La IndustriaDayanara QuiñonezÎncă nu există evaluări
- Corrosion en Plantas de GasDocument18 paginiCorrosion en Plantas de Gasedwar2015Încă nu există evaluări
- Actividad 4Document10 paginiActividad 4Sergio DuqueÎncă nu există evaluări
- Depuración de Cromo III en Aguas Residuales Que Contienen Alta Carga ProteicaDocument76 paginiDepuración de Cromo III en Aguas Residuales Que Contienen Alta Carga ProteicaAlejandra NaviaÎncă nu există evaluări
- Primera ParteDocument1 paginăPrimera Parteajs3456.mÎncă nu există evaluări
- Determinación de Cromo TotalDocument4 paginiDeterminación de Cromo Totalpercy jave azabacheÎncă nu există evaluări
- Fisico Quimica Oxidacion EmtalesDocument2 paginiFisico Quimica Oxidacion EmtalescristianÎncă nu există evaluări
- Resumen de Afectaciones Del Cromo para La SaludDocument4 paginiResumen de Afectaciones Del Cromo para La SaludJosé Manuel Galindo CarrilloÎncă nu există evaluări
- Aplicación Impacto Económico Y/o Ambiental de Algunos ElementosDocument22 paginiAplicación Impacto Económico Y/o Ambiental de Algunos ElementosHECTOR IBARRA ESPINOZAÎncă nu există evaluări
- Documento Sin TítuloDocument3 paginiDocumento Sin TítulogiovaxxcÎncă nu există evaluări
- Fuentes de Contaminacion Por CromoDocument2 paginiFuentes de Contaminacion Por CromoCarlos Andrés Quispe CozÎncă nu există evaluări
- Introduccion Agua de Curtiembre - Electrocoagulacion y Bacteria AspergiliusDocument6 paginiIntroduccion Agua de Curtiembre - Electrocoagulacion y Bacteria AspergiliusAugusto Ramírez SandovalÎncă nu există evaluări
- Ciclo Biogeoquimico Del CadmioDocument14 paginiCiclo Biogeoquimico Del Cadmioxdjecxd0% (1)
- Contaminación de Las Aguas Subterráneas Con CromoDocument8 paginiContaminación de Las Aguas Subterráneas Con CromoCristian PachecoÎncă nu există evaluări
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe la EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAÎncă nu există evaluări
- Resumen de Inteligencia ecológica de Daniel GolemanDe la EverandResumen de Inteligencia ecológica de Daniel GolemanÎncă nu există evaluări
- Ideologías ContemporáneasDocument32 paginiIdeologías ContemporáneasGerson Gil ValladaresÎncă nu există evaluări
- Diagrama de IshikawaDocument8 paginiDiagrama de IshikawaGerson Gil ValladaresÎncă nu există evaluări
- AGFMD01Document147 paginiAGFMD01Gerson Gil ValladaresÎncă nu există evaluări
- Breve Introducción de Qujing Bohao Biotech CoDocument23 paginiBreve Introducción de Qujing Bohao Biotech CoGerson Gil ValladaresÎncă nu există evaluări
- Guía Química Inorgánica semipresencialDocument96 paginiGuía Química Inorgánica semipresencialAnonymous x5PCbFÎncă nu există evaluări
- Acido FosforicoDocument4 paginiAcido FosforicoFay Vargas RamiresÎncă nu există evaluări
- Basf Sistema Ucrete TdsDocument5 paginiBasf Sistema Ucrete TdsCristian Javier Cruz FuentesÎncă nu există evaluări
- Guía de Laboratorio No. 1. Identificación de Productos QuímicosDocument9 paginiGuía de Laboratorio No. 1. Identificación de Productos QuímicosRosiris RendónÎncă nu există evaluări
- 10º Examen Semanal P-O Grupo A 2013-IIDocument3 pagini10º Examen Semanal P-O Grupo A 2013-IIJair Cardenas JinchoÎncă nu există evaluări
- Practica Laboratorio #12Document16 paginiPractica Laboratorio #12wilmer alexander ortega pabonÎncă nu există evaluări
- Acetato PlomoDocument4 paginiAcetato PlomoJaime perez saavedraÎncă nu există evaluări
- Nte - Inen - 236-1 - Fertilizantes o Abonos. Acidez LibreDocument7 paginiNte - Inen - 236-1 - Fertilizantes o Abonos. Acidez LibreMelanie ChawÎncă nu există evaluări
- Sem 04 Industria y Lluvia ÁcidaDocument6 paginiSem 04 Industria y Lluvia ÁcidaAlexander GarciaÎncă nu există evaluări
- Cosméticos Módulo 2 1° ParteDocument9 paginiCosméticos Módulo 2 1° ParteJUAN PEREZÎncă nu există evaluări
- Ácidos y Bases en La Vida CotidianaDocument2 paginiÁcidos y Bases en La Vida CotidianaCésar RodríguezÎncă nu există evaluări
- Ácidos: Anderson Castellanos Samuel López Jaider Morales Víctor Alejandro Janith Gómez 17/04/23Document20 paginiÁcidos: Anderson Castellanos Samuel López Jaider Morales Víctor Alejandro Janith Gómez 17/04/23Anderson castellanos serreatoÎncă nu există evaluări
- TRABAJO INDIVIDUAL 1 Parcial 2Document2 paginiTRABAJO INDIVIDUAL 1 Parcial 2Adrian AvilesÎncă nu există evaluări
- Manual AlcantarilladoDocument64 paginiManual AlcantarilladoMuller Cuesta AraqueÎncă nu există evaluări
- Unidad 2 Paso 3 Trabajo Colaborativo 2 DV2Document12 paginiUnidad 2 Paso 3 Trabajo Colaborativo 2 DV2Quantium DressÎncă nu există evaluări
- Taller SolDocument6 paginiTaller Solquimica70% (1)
- Acidificación de arenisca: química complejaDocument28 paginiAcidificación de arenisca: química complejaJesus Ibarra SotoÎncă nu există evaluări
- Reconocimiento de Equipo y Materiales de LaboratorioDocument71 paginiReconocimiento de Equipo y Materiales de LaboratorioJose Carlos MartinezÎncă nu există evaluări
- Hidrolisis del anhídrido maleicoDocument10 paginiHidrolisis del anhídrido maleicoRobinho Sullca CerronÎncă nu există evaluări
- Flujo de Curtido de CueroDocument9 paginiFlujo de Curtido de CueroS N Cuellar AguirreÎncă nu există evaluări
- Lipidos - Guia de EstudioDocument2 paginiLipidos - Guia de EstudioEric HansenÎncă nu există evaluări
- Ventajas desodorización refinerías multistock vs unistockDocument84 paginiVentajas desodorización refinerías multistock vs unistockFelipe B MendozaÎncă nu există evaluări
- Cuest y Prob Acidos, Bases Sales QM 12Document9 paginiCuest y Prob Acidos, Bases Sales QM 12julio alvarezÎncă nu există evaluări
- Tejidos y CitropreparaciónDocument29 paginiTejidos y Citropreparaciónnuedus corporativoÎncă nu există evaluări
- Plantas Tratam Tomo2Document246 paginiPlantas Tratam Tomo2Derin Sepulveda Sanchez100% (2)
- Universidad Catolica Del Norte Proceso H PDFDocument106 paginiUniversidad Catolica Del Norte Proceso H PDFBrayan RuizÎncă nu există evaluări
- Cuestionario 1Document9 paginiCuestionario 1Cristhel Tuny ZunigaÎncă nu există evaluări
- Taller de Circulacion AtmosfericaDocument2 paginiTaller de Circulacion AtmosfericaDavid PaezÎncă nu există evaluări
- Acido FosforicoDocument34 paginiAcido FosforicoElvis Alexander Collazos ChÎncă nu există evaluări