S-ar putea să vă placă și
- CFN Briquette Press Solutions EnglishDocument2 paginiCFN Briquette Press Solutions EnglishBorko CicovicÎncă nu există evaluări
- Gaga 2006 MKZM Drum SieveDocument6 paginiGaga 2006 MKZM Drum SievelrbolÎncă nu există evaluări
- AFF Brochure 2014Document10 paginiAFF Brochure 2014KatlinKitchensÎncă nu există evaluări
- 14 Draw Off Nozzle Hydraulics PDFDocument12 pagini14 Draw Off Nozzle Hydraulics PDFMohsin EhsanÎncă nu există evaluări
- Oxygen Plant: B Air CompressorDocument3 paginiOxygen Plant: B Air Compressorsumit11235Încă nu există evaluări
- Modular UFC MiniDocument3 paginiModular UFC MiniVinh Do ThanhÎncă nu există evaluări
- Condensate Flash Vessel HandbookDocument3 paginiCondensate Flash Vessel HandbookHari Gunawan NugrahaÎncă nu există evaluări
- MONTZ Main CataloqueDocument69 paginiMONTZ Main Cataloque123Încă nu există evaluări
- EPD H2O2-Eka ChemicalsDocument4 paginiEPD H2O2-Eka ChemicalsnhangocÎncă nu există evaluări
- MX-20105ABC - Rev.1 (Stirrer - Agi Mix Tank D) - EnglishDocument4 paginiMX-20105ABC - Rev.1 (Stirrer - Agi Mix Tank D) - EnglishidilfitriÎncă nu există evaluări
- Annual Plan 2011 Gantt ChartDocument2 paginiAnnual Plan 2011 Gantt ChartdebbycleyÎncă nu există evaluări
- U.S. Tsubaki Attachment Chain Selection GuideDocument4 paginiU.S. Tsubaki Attachment Chain Selection Guidemanoj6189Încă nu există evaluări
- Inbal DG04C Deluge Valve Electric Actuation PDFDocument4 paginiInbal DG04C Deluge Valve Electric Actuation PDFjakkol11Încă nu există evaluări
- Sunfire Factsheet HyLink SOEC 20210303Document2 paginiSunfire Factsheet HyLink SOEC 20210303Amin AhmadiÎncă nu există evaluări
- BICHLOR™ Electrolyser: Designed by Operators For OperatorsDocument30 paginiBICHLOR™ Electrolyser: Designed by Operators For Operatorsعلي الزغلÎncă nu există evaluări
- Gas Scrubbers: DescriptionDocument14 paginiGas Scrubbers: DescriptionPitiporn HasuankwanÎncă nu există evaluări
- Wastecorp PlungerDocument18 paginiWastecorp PlungerAlexander MedinaÎncă nu există evaluări
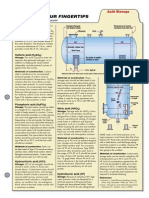
- Acid StorageDocument1 paginăAcid StorageChelsea SkinnerÎncă nu există evaluări
- Summary of process equipment for annual distillation unitDocument5 paginiSummary of process equipment for annual distillation unitidilfitriÎncă nu există evaluări
- Diesel Power PlantsDocument35 paginiDiesel Power PlantsRagarcÎncă nu există evaluări
- Particle TechnologyDocument40 paginiParticle Technologyasharab70Încă nu există evaluări
- 01 - Transfer Pumps & TexsteamDocument26 pagini01 - Transfer Pumps & TexsteamMarsyaÎncă nu există evaluări
- Fan Calculation MooreDocument8 paginiFan Calculation MooreArjun GirishÎncă nu există evaluări
- Absorção ChillerDocument44 paginiAbsorção ChillergdaronaldoÎncă nu există evaluări
- Tailing Lug Calculations 01Document2 paginiTailing Lug Calculations 01sammar_10Încă nu există evaluări
- Heat Exchangers DesignDocument58 paginiHeat Exchangers DesignShubhamÎncă nu există evaluări
- ASMESectionVIIIDivision1 WeldNeckFlangeCalc PDFDocument8 paginiASMESectionVIIIDivision1 WeldNeckFlangeCalc PDFLisa MaloneÎncă nu există evaluări
- Measuring Flow with Variable Area FlowmetersDocument44 paginiMeasuring Flow with Variable Area FlowmeterssenatÎncă nu există evaluări
- Donk in Turbo CompressorsDocument16 paginiDonk in Turbo CompressorsLeon SanchezÎncă nu există evaluări
- FEECO Handbook Section4Document62 paginiFEECO Handbook Section4hashem62100% (2)
- Real Gantt Chart - ImahDocument2 paginiReal Gantt Chart - Imahima87_daisyÎncă nu există evaluări
- Dci Epe Bladder AccumulatorsDocument43 paginiDci Epe Bladder AccumulatorsMiguel YudegoÎncă nu există evaluări
- Taco Expansion TankDocument16 paginiTaco Expansion Tanksas999333Încă nu există evaluări
- XFH 9Document33 paginiXFH 9haosfÎncă nu există evaluări
- GasifikasiDocument29 paginiGasifikasiMartha GamalÎncă nu există evaluări
- 1 Process VesselsDocument4 pagini1 Process VesselsARIANA NICOLE RELIGIOSOÎncă nu există evaluări
- Production ImprovementsDocument8 paginiProduction ImprovementsAlberto darianÎncă nu există evaluări
- Pneumatic Conveying Spreadsheet-ContentDocument27 paginiPneumatic Conveying Spreadsheet-Contentaladdin4dÎncă nu există evaluări
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDocument12 pagini2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêÎncă nu există evaluări
- Oil & Gas, Petrochemicals and Infrastructure Solutions OverviewDocument58 paginiOil & Gas, Petrochemicals and Infrastructure Solutions Overviewraj_shekhar72Încă nu există evaluări
- Water Supply and Disposal SystemDocument13 paginiWater Supply and Disposal SystemAhmad Fauzan KamarudinÎncă nu există evaluări
- Welding ElectrodesDocument7 paginiWelding ElectrodesBalakumar0% (1)
- Premium Pumping Technology For Desalination: PumpsDocument16 paginiPremium Pumping Technology For Desalination: PumpsShark1971Încă nu există evaluări
- 3-123-6 - Raised Vortex Breaker - UopDocument1 pagină3-123-6 - Raised Vortex Breaker - UopSean DavisÎncă nu există evaluări
- LMTD Correction Factor ChartsDocument3 paginiLMTD Correction Factor ChartsjnmanivannanÎncă nu există evaluări
- LMTD CalculatorDocument2 paginiLMTD CalculatorSATISH PAWARÎncă nu există evaluări
- DSL 2018-DSL-Joulon-Drilling-Structure-Services-Brochure PDFDocument21 paginiDSL 2018-DSL-Joulon-Drilling-Structure-Services-Brochure PDFET100% (1)
- White Paper Blue Ammonia Fueling The Future Today 1705324080Document18 paginiWhite Paper Blue Ammonia Fueling The Future Today 1705324080Muhammad IlyasÎncă nu există evaluări
- STAMICARBON Brochure Green AmmoniaDocument16 paginiSTAMICARBON Brochure Green AmmoniaMarilia Da SilvaÎncă nu există evaluări
- Jigs BatacDocument28 paginiJigs BatacZab Robledo RiveraÎncă nu există evaluări
- Pressure Vessel Design Shell ThicknessDocument14 paginiPressure Vessel Design Shell ThicknessEng Mohammed100% (1)
- Pressure Part Design (See Also Stresses, Allowable or Permissible in Pressure Parts)Document3 paginiPressure Part Design (See Also Stresses, Allowable or Permissible in Pressure Parts)OmarHddadÎncă nu există evaluări
- Pressure Part DesignDocument3 paginiPressure Part DesignOmarHddadÎncă nu există evaluări
- Pressure Vessel Handout (1) WeldingDocument14 paginiPressure Vessel Handout (1) Weldingshushay hailuÎncă nu există evaluări
- Storage Tank Design Calculations for Hydrogen PeroxideDocument12 paginiStorage Tank Design Calculations for Hydrogen Peroxidechompink6900Încă nu există evaluări
- AT7 MabaoDocument26 paginiAT7 MabaoMichael Alex MabaoÎncă nu există evaluări
- Pressure Vessels AsmeDocument45 paginiPressure Vessels AsmeetayhailuÎncă nu există evaluări
- Outokumpu Acom High Strength Stainless Steel For Storage TanksDocument10 paginiOutokumpu Acom High Strength Stainless Steel For Storage Tankshenrideterding1988Încă nu există evaluări
- Mechanical Design and Parameters for Chemical ReactorsDocument121 paginiMechanical Design and Parameters for Chemical ReactorsohoreyÎncă nu există evaluări
- Mechanical Design Standards for Shell and Tube Heat ExchangersDocument46 paginiMechanical Design Standards for Shell and Tube Heat ExchangersDawitÎncă nu există evaluări
- How To StudyDocument8 paginiHow To StudySoner SalarÎncă nu există evaluări
- Material Data Sheets and Element Data Sheets For PipingDocument133 paginiMaterial Data Sheets and Element Data Sheets For PipingJorge Durão100% (1)
- AmericanSlang PDFDocument33 paginiAmericanSlang PDFSoner SalarÎncă nu există evaluări
- Epa Leak TestingDocument174 paginiEpa Leak TestingDaniel Eduardo Lomelin DussanÎncă nu există evaluări
- Automatic Pipe Welding in AustraliaDocument39 paginiAutomatic Pipe Welding in AustraliaSoner SalarÎncă nu există evaluări
- Material Data Sheets and Element Data Sheets For PipingDocument133 paginiMaterial Data Sheets and Element Data Sheets For PipingJorge Durão100% (1)
- 1 - HempelPackage 8783Document63 pagini1 - HempelPackage 8783Soner SalarÎncă nu există evaluări
- Vacuum Drying of Gas Pipelines - Rotary Vane Vacuum Pumps and Air CompressorsDocument1 paginăVacuum Drying of Gas Pipelines - Rotary Vane Vacuum Pumps and Air CompressorsSoner SalarÎncă nu există evaluări
- Vacuum Drying of Gas Pipelines - Rotary Vane Vacuum Pumps and Air CompressorsDocument1 paginăVacuum Drying of Gas Pipelines - Rotary Vane Vacuum Pumps and Air CompressorsSoner SalarÎncă nu există evaluări
- Sanal DiskDocument1 paginăSanal DiskSoner SalarÎncă nu există evaluări
- Drilling RigDocument59 paginiDrilling RigSoner SalarÎncă nu există evaluări
- ELMA Rugged Microtca TestDocument31 paginiELMA Rugged Microtca TestSoner SalarÎncă nu există evaluări
- Assignment On Types of Retail Marketing: Submitted By: MR - Swapnil S. Ghag. Roll No.10 (A)Document9 paginiAssignment On Types of Retail Marketing: Submitted By: MR - Swapnil S. Ghag. Roll No.10 (A)Swapnil Ghag100% (1)
- Oxyprobe PDFDocument16 paginiOxyprobe PDFSrinivasa RÎncă nu există evaluări
- Annex C Olp On The RoadDocument7 paginiAnnex C Olp On The RoadCabanglasanfs OLPÎncă nu există evaluări
- Employment Law Lubs 3915Document4 paginiEmployment Law Lubs 3915ogunsatoÎncă nu există evaluări
- Role of Perioperative NurseDocument30 paginiRole of Perioperative Nursealiyemany23Încă nu există evaluări
- Blaylock Face Masks Pose Serious Risks To The HealthyDocument8 paginiBlaylock Face Masks Pose Serious Risks To The HealthyDonnaveo ShermanÎncă nu există evaluări
- Fuel Cell HandbookDocument352 paginiFuel Cell HandbookHamza SuljicÎncă nu există evaluări
- Environmental Pollution and DegradationDocument2 paginiEnvironmental Pollution and DegradationCharLene MaRieÎncă nu există evaluări
- Penicillin G Benzathine-Drug StudyDocument2 paginiPenicillin G Benzathine-Drug StudyDaisy Palisoc67% (3)
- Environmental Stewardship - Sustainability Assignment - Ethan GabrielDocument3 paginiEnvironmental Stewardship - Sustainability Assignment - Ethan GabrielEthan GabrielÎncă nu există evaluări
- 2016 Ruptured Pseudoaneurysm of The Middle Meningeal ArteryDocument5 pagini2016 Ruptured Pseudoaneurysm of The Middle Meningeal ArteryJulio Cesar Velasco CastroÎncă nu există evaluări
- Greenhouse Effect: Greenhouse Gases and Their Impact On Global WarmingDocument9 paginiGreenhouse Effect: Greenhouse Gases and Their Impact On Global WarmingrabiulÎncă nu există evaluări
- Funda PharmaDocument9 paginiFunda PharmaShiangÎncă nu există evaluări
- ECOSIADocument8 paginiECOSIAaliosk8799Încă nu există evaluări
- Knorr FinalDocument25 paginiKnorr Finalimbree100% (3)
- Bio23 LindenDocument34 paginiBio23 LindenDjamal ToeÎncă nu există evaluări
- 23soft Starter HandbookDocument36 pagini23soft Starter HandbookCarlos_Duque1958Încă nu există evaluări
- Certificate of Employment Document TitleDocument1 paginăCertificate of Employment Document TitleAyni ReyesÎncă nu există evaluări
- B152 01 00 00 00Document517 paginiB152 01 00 00 00lsep_bellaÎncă nu există evaluări
- Early Methods of Fire-Lighting and the Invention of MatchesDocument11 paginiEarly Methods of Fire-Lighting and the Invention of MatchesVogware Academy JindÎncă nu există evaluări
- NCM 117 Rle NAME: Guerzo, Danniel Dave Y. DATE/TIME: March 9, 2023 Section/Year Level: BSN 3B Group No:10 CIDocument2 paginiNCM 117 Rle NAME: Guerzo, Danniel Dave Y. DATE/TIME: March 9, 2023 Section/Year Level: BSN 3B Group No:10 CISherlyn Miranda GarcesÎncă nu există evaluări
- Civil-Engineering-Final-Year-Project-Quarry Dust As A Substitute of River Sand in Concrete Mixes PDFDocument75 paginiCivil-Engineering-Final-Year-Project-Quarry Dust As A Substitute of River Sand in Concrete Mixes PDFVEERKUMAR GNDEC100% (1)
- A Comparative Study Between Various Models of Eco-Brick and Hollow BlocksDocument9 paginiA Comparative Study Between Various Models of Eco-Brick and Hollow BlocksMykaila Ysa ValdezÎncă nu există evaluări
- Save and share GZCL training spreadsheets onlineDocument263 paginiSave and share GZCL training spreadsheets onlinejohn wick100% (1)
- Year 8 Drama ScriptDocument8 paginiYear 8 Drama ScriptTISMSecondaryÎncă nu există evaluări
- Ageism PowerpointDocument11 paginiAgeism Powerpointapi-254132646Încă nu există evaluări
- Kluge 2004 MetabolaDocument42 paginiKluge 2004 MetabolaBlah BlahÎncă nu există evaluări
- BrochureDocument2 paginiBrochureRajib DasÎncă nu există evaluări
- Questions That Appear On Every NBMEDocument6 paginiQuestions That Appear On Every NBMESanz100% (1)
- Smartphone Technician Cum App Tester: Trade PracticalDocument218 paginiSmartphone Technician Cum App Tester: Trade PracticalF ZaidiÎncă nu există evaluări