S-ar putea să vă placă și
- NP 231 233 241 243Document10 paginiNP 231 233 241 243Ron StringerÎncă nu există evaluări
- Caterpillar Cat M316C WHEELED Excavator (Prefix BDX) Service Repair Manual (BDX02001 and Up) PDFDocument26 paginiCaterpillar Cat M316C WHEELED Excavator (Prefix BDX) Service Repair Manual (BDX02001 and Up) PDFfkdmmaÎncă nu există evaluări
- Caterpillar Cat M322D MH Wheeled Excavator (Prefix P3W) Service Repair Manual (P3W00001 and Up) PDFDocument28 paginiCaterpillar Cat M322D MH Wheeled Excavator (Prefix P3W) Service Repair Manual (P3W00001 and Up) PDFfkdmmaÎncă nu există evaluări
- Caterpillar Cat M316C WHEELED Excavator (Prefix H2C) Service Repair Manual (H2C00001 and Up) PDFDocument28 paginiCaterpillar Cat M316C WHEELED Excavator (Prefix H2C) Service Repair Manual (H2C00001 and Up) PDFfkdmmaÎncă nu există evaluări
- VOLVO AT2412D IshiftDocument16 paginiVOLVO AT2412D IshiftSaray Aljure Ospino100% (1)
- Design Guidelines for Surface Mount TechnologyDe la EverandDesign Guidelines for Surface Mount TechnologyEvaluare: 5 din 5 stele5/5 (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDe la EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceÎncă nu există evaluări
- Caterpillar Cat M313D WHEELED Excavator (Prefix K3D) Service Repair Manual (K3D00001 and Up) PDFDocument25 paginiCaterpillar Cat M313D WHEELED Excavator (Prefix K3D) Service Repair Manual (K3D00001 and Up) PDFfkdmmaÎncă nu există evaluări
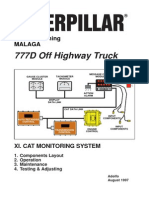
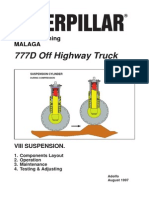
- 777D Off Highway Truck: Service Training MalagaDocument16 pagini777D Off Highway Truck: Service Training MalagaEvan AT Yoel100% (1)
- Chainsaw Spare Parts2Document56 paginiChainsaw Spare Parts2haryantosumanto100% (1)
- Caterpillar Cat M313C WHEELED Excavator (Prefix H2A) Service Repair Manual (H2A00001 and Up) PDFDocument27 paginiCaterpillar Cat M313C WHEELED Excavator (Prefix H2A) Service Repair Manual (H2A00001 and Up) PDFfkdmmaÎncă nu există evaluări
- Lecture8 MOS TransistorDocument21 paginiLecture8 MOS TransistorKartika MunirÎncă nu există evaluări
- Stihl 034 Parts ManualDocument58 paginiStihl 034 Parts ManualSonnie Ledbetter100% (2)
- Fender Accessories (Panels, Chains, Brackets) Catalogue en V1.3Document10 paginiFender Accessories (Panels, Chains, Brackets) Catalogue en V1.3loicdertyÎncă nu există evaluări
- Added Steel (SPS) Total 30KM (18-8-2019)Document35 paginiAdded Steel (SPS) Total 30KM (18-8-2019)arun kumar vermaÎncă nu există evaluări
- Caterpillar Cat M322C WHEELED Excavator (Prefix BDY) Service Repair Manual (BDY02001 and Up) PDFDocument26 paginiCaterpillar Cat M322C WHEELED Excavator (Prefix BDY) Service Repair Manual (BDY02001 and Up) PDFfkdmmaÎncă nu există evaluări
- Gehs0794 349d HammerDocument19 paginiGehs0794 349d HammerTerry Achata RodriguezÎncă nu există evaluări
- Graphics Processing Unit 783 WclXGgUDocument25 paginiGraphics Processing Unit 783 WclXGgUPrince PatelÎncă nu există evaluări
- ARDU 2005 - v2Document126 paginiARDU 2005 - v2ADY20220% (1)
- Caterpillar Master Glossary Spanish-SpainDocument102 paginiCaterpillar Master Glossary Spanish-SpainEvan AT Yoel100% (1)
- 06 639Document15 pagini06 639Fernando Sabino100% (1)
- Caterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ02001 and Up) PDFDocument26 paginiCaterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ02001 and Up) PDFfkdmmaÎncă nu există evaluări
- McCulloch 6000 Parts ListDocument10 paginiMcCulloch 6000 Parts ListMelanie AgnoneÎncă nu există evaluări
- CCTV Surveillance: Video Practices and TechnologyDe la EverandCCTV Surveillance: Video Practices and TechnologyEvaluare: 4 din 5 stele4/5 (1)
- Char-Lynn: Parts InformationDocument4 paginiChar-Lynn: Parts InformationFernando SabinoÎncă nu există evaluări
- Vital - Scientific - Analyzer - Selectra e - Service - Manual PDFDocument225 paginiVital - Scientific - Analyzer - Selectra e - Service - Manual PDFAtul Ramteke100% (1)
- Procedimiento Calibracion Gobernador 320C.Document13 paginiProcedimiento Calibracion Gobernador 320C.Victor Pinedo50% (2)
- Caterpillar Cat M322C WHEELED Excavator (Prefix BDY) Service Repair Manual (BDY00001-02000) PDFDocument29 paginiCaterpillar Cat M322C WHEELED Excavator (Prefix BDY) Service Repair Manual (BDY00001-02000) PDFfkdmmaÎncă nu există evaluări
- Manual Siemens S7 400Document70 paginiManual Siemens S7 400Benny AvilezÎncă nu există evaluări
- Catalogo CAT Pernos y AccesoriosDocument72 paginiCatalogo CAT Pernos y AccesoriosEvan AT Yoel100% (3)
- Bomba de Lubricação Automatca de MarteloDocument53 paginiBomba de Lubricação Automatca de MarteloDaniel F BarrosÎncă nu există evaluări
- Caterpillar Cat 226 Skid Steer Loader (Prefix 5FZ) Service Repair Manual (5FZ00001-06699)Document24 paginiCaterpillar Cat 226 Skid Steer Loader (Prefix 5FZ) Service Repair Manual (5FZ00001-06699)rpoy9396615Încă nu există evaluări
- Bevel and Transfer Gears - AssembleDocument14 paginiBevel and Transfer Gears - AssembleIginio Malaver VargasÎncă nu există evaluări
- Pioneer Deh 3100r Deh 3130rDocument69 paginiPioneer Deh 3100r Deh 3130revagualdaÎncă nu există evaluări
- CU EU Cylinders Pistones NeumaticosDocument80 paginiCU EU Cylinders Pistones NeumaticosbloggusbloggusÎncă nu există evaluări
- Caterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ00001-02000) PDFDocument29 paginiCaterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ00001-02000) PDFfkdmma0% (1)
- Cylinder Gp-Ripper 1926446 - Caterpillar d10tDocument2 paginiCylinder Gp-Ripper 1926446 - Caterpillar d10tgraha networkÎncă nu există evaluări
- Load Control Valve (Boom Cylinder) - AssembleDocument6 paginiLoad Control Valve (Boom Cylinder) - AssemblechanlinÎncă nu există evaluări
- FinisherSR3050 (D372)Document24 paginiFinisherSR3050 (D372)TonyandAnthonyÎncă nu există evaluări
- Control Valve (Main) : Fechar o SIS Tela AnteriorDocument5 paginiControl Valve (Main) : Fechar o SIS Tela AnteriorJose nildo lobato Mendes Mendes100% (1)
- Cat 3176c Montagem Da Cabeça.Document7 paginiCat 3176c Montagem Da Cabeça.César PérezÎncă nu există evaluări
- K9000 3D Spare PartsDocument13 paginiK9000 3D Spare PartsendaÎncă nu există evaluări
- REHS0964-00 Installation of 2Q-8367 Automatic Lubrication Kit For The Standard Version and The High Lift VersionDocument44 paginiREHS0964-00 Installation of 2Q-8367 Automatic Lubrication Kit For The Standard Version and The High Lift VersionDavid MercadoÎncă nu există evaluări
- Arme de Transmision D6MDocument19 paginiArme de Transmision D6MLeonardo PerezÎncă nu există evaluări
- Manual Repair CAT CS-683 INGLESDocument30 paginiManual Repair CAT CS-683 INGLESManuel Martinez MoratoÎncă nu există evaluări
- Ensamble Transmision CAT 420FDocument21 paginiEnsamble Transmision CAT 420FBely JaraÎncă nu există evaluări
- 12M Montagem Freio de ServiçoDocument10 pagini12M Montagem Freio de ServiçoPaulo_GleriaÎncă nu există evaluări
- CAT 242B Armado Motor de Traslación PDFDocument20 paginiCAT 242B Armado Motor de Traslación PDFjrincon26Încă nu există evaluări
- Podizna Osovina SAFDocument9 paginiPodizna Osovina SAFPavle StevanovicÎncă nu există evaluări
- 24 Motor Grader E9Z00001-UP (MACHINE) POWERED BY C27 Engine (M0090327 - 08) - DocumentationDocument14 pagini24 Motor Grader E9Z00001-UP (MACHINE) POWERED BY C27 Engine (M0090327 - 08) - Documentationjesus david lugoÎncă nu există evaluări
- Stick - Remove & Install - I05985568Document18 paginiStick - Remove & Install - I05985568Alexander LauraÎncă nu există evaluări
- Deh P3000RDocument68 paginiDeh P3000Rpite3Încă nu există evaluări
- Caterpillar Cat M322D MH WHEELED EXCAVATOR (Prefix D3X) Service Repair Manual (D3X00001 and Up) PDFDocument28 paginiCaterpillar Cat M322D MH WHEELED EXCAVATOR (Prefix D3X) Service Repair Manual (D3X00001 and Up) PDFfkdmmaÎncă nu există evaluări
- 3rd D6M TRACK-tensionerDocument5 pagini3rd D6M TRACK-tensionerfaber orlandoÎncă nu există evaluări
- ABS Belt Guard Kits For HSM: 1-800-SM-CYCLO 15.052.61.002Document2 paginiABS Belt Guard Kits For HSM: 1-800-SM-CYCLO 15.052.61.002DavidAgueroÎncă nu există evaluări
- But 32 Boom KitsDocument5 paginiBut 32 Boom KitstraukomanÎncă nu există evaluări
- 9537 Chassis Anubis SDD Manual de ServicioDocument55 pagini9537 Chassis Anubis SDD Manual de ServicioTecniksÎncă nu există evaluări
- Manual Rotex CouplingDocument21 paginiManual Rotex CouplingAndrei MorariuÎncă nu există evaluări
- Installation Des Protections de Joint D'entraînement Final (4050, 4052, 7172, 7561) (REHS0010-12)Document23 paginiInstallation Des Protections de Joint D'entraînement Final (4050, 4052, 7172, 7561) (REHS0010-12)Laouini GhaithÎncă nu există evaluări
- 8277e200 g004Document38 pagini8277e200 g004CRUCUERÎncă nu există evaluări
- Rotor Stub Shaft - 084637Document4 paginiRotor Stub Shaft - 084637Juan LopezÎncă nu există evaluări
- Motor e Conversor de Torque - InstalarDocument18 paginiMotor e Conversor de Torque - InstalarMaylson SenaÎncă nu există evaluări
- 12h Boite MontageDocument35 pagini12h Boite MontageImazighenÎncă nu există evaluări
- Transmission - Disassemble: Montage Et DémontageDocument24 paginiTransmission - Disassemble: Montage Et DémontagechakrouneÎncă nu există evaluări
- Cat Application GoodyearDocument51 paginiCat Application GoodyearEvan AT Yoel50% (2)
- 301.5 MHEX: Service Training MalagaDocument3 pagini301.5 MHEX: Service Training MalagaEvan AT Yoel0% (1)
- 777D Off Highway Truck: Service Training MalagaDocument10 pagini777D Off Highway Truck: Service Training MalagaEvan AT Yoel100% (1)
- 777D Off Highway Truck: Service Training MalagaDocument17 pagini777D Off Highway Truck: Service Training MalagaEvan AT YoelÎncă nu există evaluări
- Power Train: - 170 - STMGXXX 4/97Document66 paginiPower Train: - 170 - STMGXXX 4/97Evan AT YoelÎncă nu există evaluări
- Presiones de Sisytema de Direccion 992kDocument10 paginiPresiones de Sisytema de Direccion 992kEvan AT YoelÎncă nu există evaluări
- High Pressure Fuel Line Failures - QST30 NDocument18 paginiHigh Pressure Fuel Line Failures - QST30 NEvan AT Yoel67% (3)
- Enq TX - Index ContentionDocument4 paginiEnq TX - Index ContentiondayanandsagarÎncă nu există evaluări
- Flowtite Fittings GuideDocument24 paginiFlowtite Fittings GuideakilasrivatsavÎncă nu există evaluări
- GEDI v2 1 ManualDocument12 paginiGEDI v2 1 ManualMuhammad Yusuf AbdurrohmanÎncă nu există evaluări
- Chapter 6: Output: Multiple ChoiceDocument30 paginiChapter 6: Output: Multiple ChoiceRonnel BrusasÎncă nu există evaluări
- Side 51Document14 paginiSide 51Sushil KumarÎncă nu există evaluări
- FO SolutionDocument16 paginiFO Solutionsumit1975Încă nu există evaluări
- HE3 ManualDocument68 paginiHE3 ManualspcsysÎncă nu există evaluări
- Blessing Komponen 29 September 2022Document251 paginiBlessing Komponen 29 September 2022dicka komsellÎncă nu există evaluări
- CMOS Cell Libraries For Minimal Leakage PowerDocument125 paginiCMOS Cell Libraries For Minimal Leakage PowerS G ShivaPrasad YadavÎncă nu există evaluări
- Lenovo ThinkServer RD240 Hardware ManualDocument166 paginiLenovo ThinkServer RD240 Hardware ManualGabe JohannsÎncă nu există evaluări
- Vehicle Tracking System Using GPS and GSM Using Mobile ApplicationsDocument10 paginiVehicle Tracking System Using GPS and GSM Using Mobile ApplicationsInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Created and Presented By: 1. Akash Mehta 2. Abinash Mishra 3. Mausam Surelia 4. Bhawna Keshri 5. Aditi Sharma 6. Amrita MundhraDocument9 paginiCreated and Presented By: 1. Akash Mehta 2. Abinash Mishra 3. Mausam Surelia 4. Bhawna Keshri 5. Aditi Sharma 6. Amrita MundhraAkash MehtaÎncă nu există evaluări
- AG150 250 Part 3Document6 paginiAG150 250 Part 3aritmeticsÎncă nu există evaluări
- 7 2 103 0Document54 pagini7 2 103 0hedgehog1111Încă nu există evaluări
- Lab ManualDocument38 paginiLab ManualMusharaf HabibÎncă nu există evaluări
- Hartzell Prop. SafetyDocument16 paginiHartzell Prop. Safetypucarapucara2Încă nu există evaluări
- Cat Man - LGR - enDocument36 paginiCat Man - LGR - encaponelyÎncă nu există evaluări
- SRT 1F K-Shelf Tests ProcedureDocument116 paginiSRT 1F K-Shelf Tests ProcedureMihaelÎncă nu există evaluări
- Em411 Gps ArduinoDocument3 paginiEm411 Gps ArduinoJuanÎncă nu există evaluări
- Ficha Tecnica Toshiba - CanvioDocument3 paginiFicha Tecnica Toshiba - CanvioANGELA MORIN QUISPEÎncă nu există evaluări
- d502 Console ArchitectureDocument22 paginid502 Console Architecturesonars19Încă nu există evaluări
- CSD SPR 2013 PDFDocument3 paginiCSD SPR 2013 PDFHabibAmouriÎncă nu există evaluări
- 10 Io PortsDocument21 pagini10 Io PortsJaveed AhamedÎncă nu există evaluări
- Concurrency Control Protocol & RecoveryDocument23 paginiConcurrency Control Protocol & RecoveryNikhil SharmaÎncă nu există evaluări
- Mca 2nd Sem Assignment 2015-16Document10 paginiMca 2nd Sem Assignment 2015-16ARAV PRAJAPATIÎncă nu există evaluări