S-ar putea să vă placă și
- Value Stream Mapping: Reduce waste and maximise efficiencyDe la EverandValue Stream Mapping: Reduce waste and maximise efficiencyEvaluare: 4 din 5 stele4/5 (4)
- Lean Assignment 1Document11 paginiLean Assignment 1Vinoth Palaniswamy67% (6)
- PMP Certification Practice ExamDocument19 paginiPMP Certification Practice ExamRahul Jain100% (3)
- NEW CREW Fast Start PlannerDocument9 paginiNEW CREW Fast Start PlannerAnonymous oTtlhP100% (3)
- SM-BILLDocument38 paginiSM-BILLNandha Kumar100% (5)
- New Installation Procedures - 2Document156 paginiNew Installation Procedures - 2w00kkk100% (2)
- 5 VDocument5 pagini5 VAmit SinghÎncă nu există evaluări
- ATC Process Improvement Analysis and RecommendationsDocument4 paginiATC Process Improvement Analysis and Recommendationsjod_reeÎncă nu există evaluări
- Six Sigma WIKIDocument17 paginiSix Sigma WIKIvanausabÎncă nu există evaluări
- Smude Mba Sem2 All AssignmentsDocument168 paginiSmude Mba Sem2 All AssignmentsAshok BabuÎncă nu există evaluări
- Toyota - OperationsDocument6 paginiToyota - Operationsmadutza990Încă nu există evaluări
- Automated Monitoring and Measuring Improvement of Production System PerformanceDocument11 paginiAutomated Monitoring and Measuring Improvement of Production System PerformanceIOSRjournalÎncă nu există evaluări
- Value Stream Mapping - Eliminating Waste and Adding Value - Sunday NoyaDocument4 paginiValue Stream Mapping - Eliminating Waste and Adding Value - Sunday NoyakokoblukÎncă nu există evaluări
- Complete Semister 2nd 1 SetDocument90 paginiComplete Semister 2nd 1 SetNavin JalwaniaÎncă nu există evaluări
- Computer Studies 7010 Project Coursework Guidelines: by S.V.CaullychurnDocument5 paginiComputer Studies 7010 Project Coursework Guidelines: by S.V.Caullychurnwaqar khan77Încă nu există evaluări
- Graficos de ControlDocument7 paginiGraficos de ControlAli BadfaceÎncă nu există evaluări
- Activity Based CostingDocument4 paginiActivity Based CostingSenthilmaniThuvarakanÎncă nu există evaluări
- MB0044 Set1 & Set2Document13 paginiMB0044 Set1 & Set2sarojda9Încă nu există evaluări
- Improving Productivity Through CAD, CIM and BenchmarkingDocument13 paginiImproving Productivity Through CAD, CIM and Benchmarkingamit8214Încă nu există evaluări
- Assignment 3 - 174660920-145 - PomDocument10 paginiAssignment 3 - 174660920-145 - PomUMAR FAROOQÎncă nu există evaluări
- Value stream design for lean factory optimizationDocument39 paginiValue stream design for lean factory optimizationjosephsedÎncă nu există evaluări
- Application Performance Measurement and Analysis Made Easier and More AutomaticDocument4 paginiApplication Performance Measurement and Analysis Made Easier and More Automaticscribd-itÎncă nu există evaluări
- Operation ResearchDocument24 paginiOperation ResearchKristjan GjataÎncă nu există evaluări
- Activity-Based Costing and Activity-Based ManagementDocument30 paginiActivity-Based Costing and Activity-Based ManagementNitin RajotiaÎncă nu există evaluări
- Unit 1Document7 paginiUnit 1GajananÎncă nu există evaluări
- Productivity and Quality ToolsDocument13 paginiProductivity and Quality ToolsLove Lee Hallarsis FabiconÎncă nu există evaluări
- CAD-CIM Systems Improve Productivity Through AutomationDocument15 paginiCAD-CIM Systems Improve Productivity Through AutomationSatprit SinghÎncă nu există evaluări
- Case 5-49 Activity-Based Costing: Budgeted Operating MarginDocument5 paginiCase 5-49 Activity-Based Costing: Budgeted Operating MarginMurnawaty Narthy0% (1)
- Value Stream Mapping Reduces Lead Time and Inventory for Fastener ManufacturerDocument5 paginiValue Stream Mapping Reduces Lead Time and Inventory for Fastener ManufacturerDipankar GhoshÎncă nu există evaluări
- PRoductivityDocument36 paginiPRoductivityEmdad ApmÎncă nu există evaluări
- Production & Operations Management: Course: Master of Business Administration (MBA)Document11 paginiProduction & Operations Management: Course: Master of Business Administration (MBA)Dinesh Reghunath RÎncă nu există evaluări
- Productivity Reporting SystemDocument15 paginiProductivity Reporting SystemDeep DaveÎncă nu există evaluări
- Course Mba - 2 Semester Subject Assignment MB0044 - Set 1: Production and Operations ManagementDocument14 paginiCourse Mba - 2 Semester Subject Assignment MB0044 - Set 1: Production and Operations ManagementDantham ConpolwedsonÎncă nu există evaluări
- CHAPTER 1: Productivity Measurement and Improvement: Learning ObjectivesDocument58 paginiCHAPTER 1: Productivity Measurement and Improvement: Learning ObjectivesJohn Mark HolgadoÎncă nu există evaluări
- Classic Pen CompanyDocument4 paginiClassic Pen Companyfundu1230% (2)
- Smart VSM 2Document16 paginiSmart VSM 2JeromeÎncă nu există evaluări
- White Paper A Guide To OEE-EnDocument10 paginiWhite Paper A Guide To OEE-EnHadis BajricÎncă nu există evaluări
- OPERATION Management in BusinessDocument17 paginiOPERATION Management in Businessrayhan555Încă nu există evaluări
- 5S SystemDocument19 pagini5S SystemBittu MallikÎncă nu există evaluări
- Article 4 For Canning and Filling - MeasurementDocument3 paginiArticle 4 For Canning and Filling - Measurementovidiu_nicoriciÎncă nu există evaluări
- A White Paper On The Benefits of Utilizing OEE in A Job ShopDocument6 paginiA White Paper On The Benefits of Utilizing OEE in A Job Shophasan_waqar2004Încă nu există evaluări
- Q1. Explain in Brief The Origins of Just in Time. Explain The Different Types of Wastes That Can Be Eliminated Using JIT.YDocument9 paginiQ1. Explain in Brief The Origins of Just in Time. Explain The Different Types of Wastes That Can Be Eliminated Using JIT.YSushanth PerambraÎncă nu există evaluări
- benefits of Using Buildsoft in Quantity Surveying Firms in Malaysia:: 1.0 Introduction To The Qs SoftwareDocument18 paginibenefits of Using Buildsoft in Quantity Surveying Firms in Malaysia:: 1.0 Introduction To The Qs SoftwareVictor KongÎncă nu există evaluări
- Chapter 14 IMDocument22 paginiChapter 14 IMZihad Al AminÎncă nu există evaluări
- Advanced Operations ManagementDocument92 paginiAdvanced Operations ManagementJasleenDianaÎncă nu există evaluări
- Managerial Economics 5 FDocument28 paginiManagerial Economics 5 FjerromebfamorÎncă nu există evaluări
- MB0044Document12 paginiMB0044sanket goreÎncă nu există evaluări
- Formula#1Document13 paginiFormula#1AuraÎncă nu există evaluări
- How to Calculate OEE for Equipment EffectivenessDocument7 paginiHow to Calculate OEE for Equipment Effectivenessirrosel46500% (1)
- Supermarket Management SystemDocument119 paginiSupermarket Management SystemKarthy R Ramamurthi67% (9)
- 121 - Microsoft Word - Lean CS Nov08Document11 pagini121 - Microsoft Word - Lean CS Nov08Robby77436Încă nu există evaluări
- Chapter 5 NotesDocument6 paginiChapter 5 NotesXenia MusteataÎncă nu există evaluări
- 3 - MA - Case IDocument3 pagini3 - MA - Case IDeepak KumarÎncă nu există evaluări
- How To Make An Operation Bulletin For A GarmentDocument8 paginiHow To Make An Operation Bulletin For A GarmentMohamed SoudhÎncă nu există evaluări
- Operations NotesDocument15 paginiOperations NotesBhavesh JaniÎncă nu există evaluări
- Production & Operations ManagementDocument11 paginiProduction & Operations ManagementDinesh Reghunath RÎncă nu există evaluări
- Five S program benefits all businessesDocument21 paginiFive S program benefits all businessesNavnath TamhaneÎncă nu există evaluări
- New Method for Production Leveling in Batch ProcessesDocument8 paginiNew Method for Production Leveling in Batch ProcessesPratik PatilÎncă nu există evaluări
- AccountingDocument20 paginiAccountingAbdul AyoubÎncă nu există evaluări
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowDe la EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowEvaluare: 4 din 5 stele4/5 (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsDe la EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsEvaluare: 5 din 5 stele5/5 (1)
- Book Series Increasing Productivity of Software Development, Part 2: Management Model, Cost Estimation and KPI ImprovementDe la EverandBook Series Increasing Productivity of Software Development, Part 2: Management Model, Cost Estimation and KPI ImprovementÎncă nu există evaluări
- Allow Negative Balance and Negative On-Hand TxnsDocument2 paginiAllow Negative Balance and Negative On-Hand TxnsRahul JainÎncă nu există evaluări
- Document Sequence in Receivables PDFDocument1 paginăDocument Sequence in Receivables PDFRahul JainÎncă nu există evaluări
- Life Time CalenderDocument1 paginăLife Time CalenderRahul JainÎncă nu există evaluări
- Inventory AgDocument280 paginiInventory AgRahul JainÎncă nu există evaluări
- Applies To:: Manage Action Rules in Inspection Plan Not Working (Doc ID 2480521.1)Document1 paginăApplies To:: Manage Action Rules in Inspection Plan Not Working (Doc ID 2480521.1)Rahul JainÎncă nu există evaluări
- Costing Master NoteDocument3 paginiCosting Master NoteRahul JainÎncă nu există evaluări
- Goods & Service Tax (OFI) White Paper On AccountingDocument9 paginiGoods & Service Tax (OFI) White Paper On AccountingRahul JainÎncă nu există evaluări
- Allow Item Description UpdateDocument1 paginăAllow Item Description UpdateRahul JainÎncă nu există evaluări
- Ability To Create Manual OSP Purchase RequisitionsDocument2 paginiAbility To Create Manual OSP Purchase RequisitionsRahul JainÎncă nu există evaluări
- Discrete and Process Manufacturing Setups in Fusion Manufacturing PDFDocument29 paginiDiscrete and Process Manufacturing Setups in Fusion Manufacturing PDFRahul JainÎncă nu există evaluări
- 200 PMP Sample QuestionsDocument122 pagini200 PMP Sample QuestionsKusum Bugalia100% (2)
- RCV RTP in Fusion PDFDocument5 paginiRCV RTP in Fusion PDFRahul JainÎncă nu există evaluări
- Decimal Precision ManufacturingDocument1 paginăDecimal Precision ManufacturingRahul JainÎncă nu există evaluări
- Discrete and Process Manufacturing Setups in Fusion Manufacturing PDFDocument29 paginiDiscrete and Process Manufacturing Setups in Fusion Manufacturing PDFRahul JainÎncă nu există evaluări
- Document Sequence in Receivables PDFDocument1 paginăDocument Sequence in Receivables PDFRahul JainÎncă nu există evaluări
- EnterpriseStructureForProcurementSharedServices V13 PDFDocument32 paginiEnterpriseStructureForProcurementSharedServices V13 PDFRahul JainÎncă nu există evaluări
- Applies To:: How To Create A Basic Quality Inspection Plan For PO Receiving (Doc ID 2351234.1)Document1 paginăApplies To:: How To Create A Basic Quality Inspection Plan For PO Receiving (Doc ID 2351234.1)Rahul JainÎncă nu există evaluări
- Back-to-Back Setup White Paper R11 PDFDocument18 paginiBack-to-Back Setup White Paper R11 PDFRahul JainÎncă nu există evaluări
- Consigned Inventory DemoDocument12 paginiConsigned Inventory Demosourabhparande100% (1)
- Oracle Outside Processing GuideDocument28 paginiOracle Outside Processing GuideArunkumar RajaÎncă nu există evaluări
- 200 PMP Sample QuestionsDocument122 pagini200 PMP Sample QuestionsKusum Bugalia100% (2)
- Asset Expense ItemsDocument1 paginăAsset Expense ItemsRahul JainÎncă nu există evaluări
- Period Close Pending Transactions ReportDocument1 paginăPeriod Close Pending Transactions ReportRahul JainÎncă nu există evaluări
- Oracle R12 Student Guide PDFDocument390 paginiOracle R12 Student Guide PDFsourabhparandeÎncă nu există evaluări
- Oracle R12 Student Guide PDFDocument390 paginiOracle R12 Student Guide PDFsourabhparandeÎncă nu există evaluări
- SAP Material Management Profit Center Postings Ina IM Plant To Plant TransferDocument10 paginiSAP Material Management Profit Center Postings Ina IM Plant To Plant TransferRahul JainÎncă nu există evaluări
- 2016-07-11 MM IMGNewPlantConfigA CheckAllPlantParamAfterDocument44 pagini2016-07-11 MM IMGNewPlantConfigA CheckAllPlantParamAfterRahul JainÎncă nu există evaluări
- SAP Goods Receipt from Production w/o Production Order but charge to Internal OrderDocument27 paginiSAP Goods Receipt from Production w/o Production Order but charge to Internal OrderRahul JainÎncă nu există evaluări
- 2016-08-08 MM IM MIGO IMG ScreenDefaults .MultiMovType BloggedDocument32 pagini2016-08-08 MM IM MIGO IMG ScreenDefaults .MultiMovType BloggedRahul JainÎncă nu există evaluări
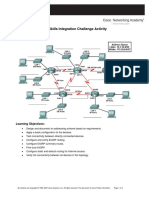
- E2 PTAct 9 7 1 DirectionsDocument4 paginiE2 PTAct 9 7 1 DirectionsEmzy SorianoÎncă nu există evaluări
- Tokyo Disneyland ItineraryDocument8 paginiTokyo Disneyland ItineraryTayla Allyson ThomasÎncă nu există evaluări
- Elaspeed Cold Shrink Splices 2010Document3 paginiElaspeed Cold Shrink Splices 2010moisesramosÎncă nu există evaluări
- Chapter 1: The Investment Environment: Problem SetsDocument5 paginiChapter 1: The Investment Environment: Problem SetsGrant LiÎncă nu există evaluări
- Wind EnergyDocument6 paginiWind Energyshadan ameenÎncă nu există evaluări
- Biggest Lessons of 20 Years InvestingDocument227 paginiBiggest Lessons of 20 Years InvestingRohi Shetty100% (5)
- CTS experiments comparisonDocument2 paginiCTS experiments comparisonmanojkumarÎncă nu există evaluări
- Analytical DataDocument176 paginiAnalytical DataAsep KusnaliÎncă nu există evaluări
- Gaspardo Operation Manual Campo 22-32-2014 01 f07011089 UsaDocument114 paginiGaspardo Operation Manual Campo 22-32-2014 01 f07011089 UsaМихайленко МиколаÎncă nu există evaluări
- Supply Chain ManagementDocument30 paginiSupply Chain ManagementSanchit SinghalÎncă nu există evaluări
- Learning HotMetal Pro 6 - 132Document332 paginiLearning HotMetal Pro 6 - 132Viên Tâm LangÎncă nu există evaluări
- Weka Tutorial 2Document50 paginiWeka Tutorial 2Fikri FarisÎncă nu există evaluări
- Haryana Retial GarmentsDocument8 paginiHaryana Retial Garmentssudesh.samastÎncă nu există evaluări
- Globalisation - Theories of Digital CommunicationDocument12 paginiGlobalisation - Theories of Digital CommunicationDiya Patel-10SÎncă nu există evaluări
- Dairy DevelopmentDocument39 paginiDairy DevelopmentHemanth Kumar RamachandranÎncă nu există evaluări
- HI - 93703 Manual TurbidimetroDocument13 paginiHI - 93703 Manual Turbidimetrojesica31Încă nu există evaluări
- Meanwhile Elsewhere - Lizzie Le Blond.1pdfDocument1 paginăMeanwhile Elsewhere - Lizzie Le Blond.1pdftheyomangamingÎncă nu există evaluări
- POS CAL SF No4 B2 BCF H300x300 7mmweld R0 PDFDocument23 paginiPOS CAL SF No4 B2 BCF H300x300 7mmweld R0 PDFNguyễn Duy QuangÎncă nu există evaluări
- Entrepreneurship WholeDocument20 paginiEntrepreneurship WholeKrizztian SiuaganÎncă nu există evaluări
- 4.5.1 Forestry LawsDocument31 pagini4.5.1 Forestry LawsMark OrtolaÎncă nu există evaluări
- WELDING EQUIPMENT CALIBRATION STATUSDocument4 paginiWELDING EQUIPMENT CALIBRATION STATUSAMIT SHAHÎncă nu există evaluări
- Dinsmore - Gantt ChartDocument1 paginăDinsmore - Gantt Chartapi-592162739Încă nu există evaluări
- Rebranding Brief TemplateDocument8 paginiRebranding Brief TemplateRushiraj Patel100% (1)
- Marketing ManagementDocument14 paginiMarketing ManagementShaurya RathourÎncă nu există evaluări
- 28 Government Service Insurance System (GSIS) vs. Velasco, 834 SCRA 409, G.R. No. 196564 August 7, 2017Document26 pagini28 Government Service Insurance System (GSIS) vs. Velasco, 834 SCRA 409, G.R. No. 196564 August 7, 2017ekangÎncă nu există evaluări
- Installing and Registering FSUIPCDocument7 paginiInstalling and Registering FSUIPCKAPTAN XÎncă nu există evaluări
- COVID-19's Impact on Business PresentationsDocument2 paginiCOVID-19's Impact on Business PresentationsRetmo NandoÎncă nu există evaluări
- SE Myth of SoftwareDocument3 paginiSE Myth of SoftwarePrakash PaudelÎncă nu există evaluări