S-ar putea să vă placă și
- WA101573 Structural DrawingsDocument28 paginiWA101573 Structural DrawingsTarek Abulail100% (1)
- HMA Mix Design Report-2Document11 paginiHMA Mix Design Report-2yustinokwingwa100% (1)
- Mix Design ProcedujersDocument19 paginiMix Design ProcedujersAbinet AlemuÎncă nu există evaluări
- BS 1881 - Part 108 - 1983Document5 paginiBS 1881 - Part 108 - 1983RACCH1977Încă nu există evaluări
- Concrete Mix Design GuideDocument15 paginiConcrete Mix Design Guidekarthiksamp100% (1)
- Metallurgists-Quiz No.6 (: Mutiple Choice QuestionsDocument6 paginiMetallurgists-Quiz No.6 (: Mutiple Choice QuestionsRathnakrajaÎncă nu există evaluări
- Concrete Mix DesignDocument23 paginiConcrete Mix DesignSyahmi FadziÎncă nu există evaluări
- TENSAR-Guidlines For The Design and Construction of Embankments Over Stable Foundations Using Tensar GeogridsDocument27 paginiTENSAR-Guidlines For The Design and Construction of Embankments Over Stable Foundations Using Tensar GeogridsCostinel CristescuÎncă nu există evaluări
- Calibration of Pouring CylinderDocument16 paginiCalibration of Pouring CylinderAnonymous drBWfwhÎncă nu există evaluări
- Cellulosic Fiber Insulating Board: Standard Specification ForDocument4 paginiCellulosic Fiber Insulating Board: Standard Specification ForingluisalejoÎncă nu există evaluări
- Rebound Hammer Test Method StatementDocument2 paginiRebound Hammer Test Method StatementBassam AbdulwahabÎncă nu există evaluări
- Civil Bill of QuantitiesDocument49 paginiCivil Bill of QuantitiesSudu Banda100% (1)
- Optimal Mix Design For Pervious ConcreteDocument9 paginiOptimal Mix Design For Pervious ConcretejanakarajÎncă nu există evaluări
- Typical Section of RCC Road Rigid Pavement: SCALE 1:50Document4 paginiTypical Section of RCC Road Rigid Pavement: SCALE 1:50Swopnil KalikaÎncă nu există evaluări
- Our Price ListDocument110 paginiOur Price Listgman444Încă nu există evaluări
- Concrete Mix DesignDocument7 paginiConcrete Mix Designadil271Încă nu există evaluări
- Steps to Concrete Mix Design BS MethodDocument11 paginiSteps to Concrete Mix Design BS MethodAlhilali Ziyad75% (8)
- Concrete Mix Design (Notes) PDFDocument11 paginiConcrete Mix Design (Notes) PDFMohamad Khaled Nordin100% (1)
- Assign2 Mix Design To ACI 211.1-91 and BREDocument3 paginiAssign2 Mix Design To ACI 211.1-91 and BREMbayo David GodfreyÎncă nu există evaluări
- 3.3 Road Note No. 4-1Document40 pagini3.3 Road Note No. 4-1Asad Choudhary100% (1)
- PH of Concrete PDFDocument6 paginiPH of Concrete PDFdang2172014Încă nu există evaluări
- A 965/A 965M - 06a Standard Specification For Steel Forgings, Austenitic, For Pressure and High Temperature Parts1Document7 paginiA 965/A 965M - 06a Standard Specification For Steel Forgings, Austenitic, For Pressure and High Temperature Parts1Ivan Iglesias MartinezÎncă nu există evaluări
- Reinforced Concrete DesignDocument19 paginiReinforced Concrete DesignKriza-Ann BrionesÎncă nu există evaluări
- Accura Valves Mumbai butyl valvesDocument20 paginiAccura Valves Mumbai butyl valvesAditya GargÎncă nu există evaluări
- Technical Note: Safe But Economical Working Platform DesignDocument3 paginiTechnical Note: Safe But Economical Working Platform DesignSalvatore MirandaÎncă nu există evaluări
- Astm C 40-2020Document3 paginiAstm C 40-2020Mohammed AliÎncă nu există evaluări
- Bs en 12390 8 Testing Hardened Concrete Part 8 Depth of Penetration of Water Under PressurepdfDocument12 paginiBs en 12390 8 Testing Hardened Concrete Part 8 Depth of Penetration of Water Under PressurepdfFleuri FleuriÎncă nu există evaluări
- M30 For Concrete PavementDocument1 paginăM30 For Concrete PavementR ARUNPANDIANÎncă nu există evaluări
- Concrete Mix Design CalculationDocument10 paginiConcrete Mix Design CalculationHari RÎncă nu există evaluări
- Investigation of the Chirajara Bridge CollapseDe la EverandInvestigation of the Chirajara Bridge CollapseÎncă nu există evaluări
- 12350-8-2010 Fresh ConcreteDocument14 pagini12350-8-2010 Fresh ConcreteTeguh Farid Nurul Iman100% (2)
- Concrete Mix Design GuideDocument42 paginiConcrete Mix Design GuidesereneÎncă nu există evaluări
- Bs 1377 Part 2 Methods of Test For Soils For Civil En80cpdfDocument68 paginiBs 1377 Part 2 Methods of Test For Soils For Civil En80cpdfsamuelÎncă nu există evaluări
- BS 812-117-1988 PDFDocument14 paginiBS 812-117-1988 PDFMohammad Twaha Jaumbocus0% (1)
- Normal Concrete Mix DesignDocument4 paginiNormal Concrete Mix Designmurnal0% (1)
- Mix Design For Roller Compacted Concrete RCCDocument3 paginiMix Design For Roller Compacted Concrete RCCpgciprianÎncă nu există evaluări
- BS en 13263-1Document28 paginiBS en 13263-1daviana100% (1)
- Mix DesignDocument29 paginiMix Designshahhassa9Încă nu există evaluări
- Pavement Deflection Measurements: Standard Method of Test ForDocument11 paginiPavement Deflection Measurements: Standard Method of Test Forsidiq7100% (2)
- BS 812-109-1990 Testing Aggregates. Methods For Determination of Moisture ContentDocument13 paginiBS 812-109-1990 Testing Aggregates. Methods For Determination of Moisture ContentHaris KyriazisÎncă nu există evaluări
- Bs12 PDFDocument15 paginiBs12 PDFraed waheebÎncă nu există evaluări
- Mix Design Specification For Low Strength Concretes Containing Recycled and Secondary AggregatesDocument15 paginiMix Design Specification For Low Strength Concretes Containing Recycled and Secondary AggregatesASearth100% (1)
- PrEN 13043 - Aggregates For Bituminous Mixtures and SurfaceDocument45 paginiPrEN 13043 - Aggregates For Bituminous Mixtures and SurfacePedja100% (1)
- Table A1.6.3.1 - Recommended Slumps For Various Types of Construction (SI) Slump, MM Types of ConstructionDocument6 paginiTable A1.6.3.1 - Recommended Slumps For Various Types of Construction (SI) Slump, MM Types of Constructiongreat_triskelionÎncă nu există evaluări
- Mix Design To ACI 211.1-91 and BREDocument11 paginiMix Design To ACI 211.1-91 and BREMbayo David Godfrey100% (1)
- Roller Compacted Concrete: A New Material For Faster Highway ConstructionDocument92 paginiRoller Compacted Concrete: A New Material For Faster Highway Constructionabhineet srivastavaÎncă nu există evaluări
- Tests of Self-Consolidating Concrete: ACI 237R-07Document53 paginiTests of Self-Consolidating Concrete: ACI 237R-07Ahmed GaziÎncă nu există evaluări
- Design of Hot Mix Asphalt Using Bailey Method of GradationDocument8 paginiDesign of Hot Mix Asphalt Using Bailey Method of GradationInternational Journal of Research in Engineering and TechnologyÎncă nu există evaluări
- Astm D-5239 PDFDocument3 paginiAstm D-5239 PDFgtorrentes1Încă nu există evaluări
- Concrete Flow TestDocument7 paginiConcrete Flow TestDarrenTofuÎncă nu există evaluări
- BS EN 933-2 - Nominal Size of Apetures PDFDocument8 paginiBS EN 933-2 - Nominal Size of Apetures PDFCraig LongÎncă nu există evaluări
- The Effect of Excess Water in ConcreteDocument2 paginiThe Effect of Excess Water in ConcreteKevin NacalabanÎncă nu există evaluări
- Pervious Concrete As A Sustainable Pavement Material-Research Findings and Future Prospects A State-Of-The-Art-reviewDocument13 paginiPervious Concrete As A Sustainable Pavement Material-Research Findings and Future Prospects A State-Of-The-Art-reviewNoéMestas100% (1)
- Proportioning Concrete Mixtures With Graded AggregatesDocument86 paginiProportioning Concrete Mixtures With Graded AggregatesM HAFEEZ RAJA100% (1)
- PARTIAL REPLACEMENT OF NATURAL RIVER SAND WITH CRUSHED ROCK SAND Getview Manguriuoyawa PDFDocument8 paginiPARTIAL REPLACEMENT OF NATURAL RIVER SAND WITH CRUSHED ROCK SAND Getview Manguriuoyawa PDFMichael ShioÎncă nu există evaluări
- Soil testing methods guideDocument2 paginiSoil testing methods guideDr Wong Kim YuenÎncă nu există evaluări
- 6 Defects in Brickwork Due To Poor WorkmanshipDocument7 pagini6 Defects in Brickwork Due To Poor WorkmanshipMichael Matshona100% (1)
- High Strength Concrete Mix DesignDocument2 paginiHigh Strength Concrete Mix DesignKimo KenoÎncă nu există evaluări
- US 0702-3A Design and Execution-F3Document42 paginiUS 0702-3A Design and Execution-F3almirante_andreÎncă nu există evaluări
- Aashto T307Document27 paginiAashto T307Viviana CruzÎncă nu există evaluări
- Oedometer Test: Soil Mechanics 2 CE PC 504Document26 paginiOedometer Test: Soil Mechanics 2 CE PC 504SumanHaldarÎncă nu există evaluări
- CIVL354 Notes 1 Soil CompactionDocument20 paginiCIVL354 Notes 1 Soil Compactionmusiomi2005Încă nu există evaluări
- Concrete 70TMSS03R1Document38 paginiConcrete 70TMSS03R1azeemmet9924Încă nu există evaluări
- BS 1881-103Document13 paginiBS 1881-103tipe123456789Încă nu există evaluări
- Module V - 2023Document49 paginiModule V - 2023-黄柏威Încă nu există evaluări
- Topic 2.8 Concrete Mix DesignDocument19 paginiTopic 2.8 Concrete Mix DesignnaqibkamarozamanÎncă nu există evaluări
- Contours in Concrete Mix Design - A New ApproachDocument5 paginiContours in Concrete Mix Design - A New Approachwarda03Încă nu există evaluări
- R. Nagendra - Paper On Mix Proportioning As Per Is 10262-2009Document31 paginiR. Nagendra - Paper On Mix Proportioning As Per Is 10262-2009Vinod JogurÎncă nu există evaluări
- Is 10262 RevisionDocument13 paginiIs 10262 RevisionParesh AhirÎncă nu există evaluări
- Tanzania Company Changes Beneficial Ownership DetailsDocument1 paginăTanzania Company Changes Beneficial Ownership Detailsgman444Încă nu există evaluări
- Form 14b EmptyDocument3 paginiForm 14b Emptypunit vinodÎncă nu există evaluări
- Sw-1621406512-Form No 14dDocument3 paginiSw-1621406512-Form No 14dgman444Încă nu există evaluări
- Sw-1621512367-Form No 14eDocument4 paginiSw-1621512367-Form No 14egman444Încă nu există evaluări
- Sw-1621406351-Form No 14cDocument1 paginăSw-1621406351-Form No 14cgman444Încă nu există evaluări
- Sw-1621406129-Form 14aDocument3 paginiSw-1621406129-Form 14agman444Încă nu există evaluări
- UDSM PhD Scholarship in Transportation EngineeringDocument2 paginiUDSM PhD Scholarship in Transportation Engineeringgman444Încă nu există evaluări
- Rfi 159Document5 paginiRfi 159gman444Încă nu există evaluări
- jp2 NEW LATEST-1-2 PDFDocument1 paginăjp2 NEW LATEST-1-2 PDFgman444Încă nu există evaluări
- Rehabilitation Periodic and Routine MainDocument19 paginiRehabilitation Periodic and Routine Maingman444Încă nu există evaluări
- Pedestrians Crossing Facility Planning and Detailed Engineering DesignDocument3 paginiPedestrians Crossing Facility Planning and Detailed Engineering Designgman444Încă nu există evaluări
- New Latest-Typical XsDocument1 paginăNew Latest-Typical Xsgman444Încă nu există evaluări
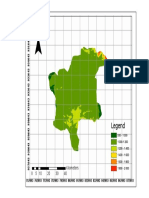
- Map of population density by regionDocument1 paginăMap of population density by regiongman444Încă nu există evaluări
- LCCA CalculationsDocument5 paginiLCCA Calculationsgman444Încă nu există evaluări
- Sidra Output PDFDocument2 paginiSidra Output PDFgman444Încă nu există evaluări
- Tanzania Total Population by District-Regions-2016 2017rDocument8 paginiTanzania Total Population by District-Regions-2016 2017rgman444Încă nu există evaluări
- WIBU protection knuth20 implementation analysisDocument7 paginiWIBU protection knuth20 implementation analysisgman444Încă nu există evaluări
- RED - Read Me (Version 3.2) - 2Document4 paginiRED - Read Me (Version 3.2) - 2gman444Încă nu există evaluări
- Excel Second TestDocument2 paginiExcel Second Testgman444Încă nu există evaluări
- Computer Excel TestsDocument4 paginiComputer Excel Testsgman444Încă nu există evaluări
- RED - Risk (Version 3.2)Document36 paginiRED - Risk (Version 3.2)gman444Încă nu există evaluări
- RED Model VOC Module v3.2 for Sub-Saharan Africa RoadsDocument16 paginiRED Model VOC Module v3.2 for Sub-Saharan Africa Roadsgman444Încă nu există evaluări
- Sidra SampleDocument2 paginiSidra Samplegman444Încă nu există evaluări
- Harvard Citation SystemDocument14 paginiHarvard Citation SystemfsuharjaÎncă nu există evaluări
- Lane Level of Service: Site: 500 (BERNARD)Document2 paginiLane Level of Service: Site: 500 (BERNARD)gman444Încă nu există evaluări
- RED Model VOC Module v3.2 for Sub-Saharan Africa RoadsDocument16 paginiRED Model VOC Module v3.2 for Sub-Saharan Africa Roadsgman444Încă nu există evaluări
- UyoleDocument2 paginiUyolegman444Încă nu există evaluări
- Writing Proposals With Strong Methodology and ImplementationDocument22 paginiWriting Proposals With Strong Methodology and ImplementationDarnel J. MooreÎncă nu există evaluări
- Postgraduate Selection Admission 2017 To 2018 Fist and Second BatchDocument389 paginiPostgraduate Selection Admission 2017 To 2018 Fist and Second BatchDennisEudesÎncă nu există evaluări
- Superwool HT Z-Blok ModulesDocument3 paginiSuperwool HT Z-Blok Modulesมิตร อันมาÎncă nu există evaluări
- Ilmu BahanDocument15 paginiIlmu BahanPECC PolinesÎncă nu există evaluări
- Estonia JobsDocument8 paginiEstonia JobsMd JonayedÎncă nu există evaluări
- Casting Slides 1-55Document55 paginiCasting Slides 1-55Asjad khanÎncă nu există evaluări
- Mse 351 Engineering Ceramics I: Anthony Andrews (PHD)Document40 paginiMse 351 Engineering Ceramics I: Anthony Andrews (PHD)Bernard YamoahÎncă nu există evaluări
- Process Plan: Exercise 1 Mild Steel Vee Block 46.5 Hrs Surface Grinding 1Document6 paginiProcess Plan: Exercise 1 Mild Steel Vee Block 46.5 Hrs Surface Grinding 1mahazirismailÎncă nu există evaluări
- Gambar Pintu PRIME PARK HOTEL & HARDWARE PDFDocument18 paginiGambar Pintu PRIME PARK HOTEL & HARDWARE PDFElpisdoor IndonesiaÎncă nu există evaluări
- A. Steps For A Drawing ReviewDocument24 paginiA. Steps For A Drawing ReviewAkdas ArmanÎncă nu există evaluări
- Fosroc Egypt Company Profile 1646382455Document12 paginiFosroc Egypt Company Profile 1646382455Mahmoud Akram AburidaÎncă nu există evaluări
- 1 Metallography Lab SheetDocument5 pagini1 Metallography Lab SheetAlexÎncă nu există evaluări
- DoorDocument2 paginiDoorNurizatisyafikah Binti MustafaÎncă nu există evaluări
- What Is Insulating Gaskets - Piping DesignDocument7 paginiWhat Is Insulating Gaskets - Piping DesignAmit SharmaÎncă nu există evaluări
- Pipeline Equipment - Ball Valves EtcDocument43 paginiPipeline Equipment - Ball Valves Etckrish69Încă nu există evaluări
- Steel Frame Construction Limited Architects, Planners, Engineers. Proforma InvoiceDocument4 paginiSteel Frame Construction Limited Architects, Planners, Engineers. Proforma Invoicetambulira edrineÎncă nu există evaluări
- Libro 1Document136 paginiLibro 1Maela C O'SheaÎncă nu există evaluări
- Indian Oil Corporation Limited: Ahmedabad Divisional OfficeDocument3 paginiIndian Oil Corporation Limited: Ahmedabad Divisional OfficeKrishiv ChanglaniÎncă nu există evaluări
- Webforge Civil Products BrochureDocument20 paginiWebforge Civil Products BrochurehfenangadÎncă nu există evaluări
- CPVC CatalogueDocument8 paginiCPVC CatalogueTejas DesaiÎncă nu există evaluări
- Effect of heat treatment on hardness and microstructure of manganese steelDocument8 paginiEffect of heat treatment on hardness and microstructure of manganese steelndeminÎncă nu există evaluări
- 463 Galley 3564 2 10 20221105Document7 pagini463 Galley 3564 2 10 20221105Kk KumarÎncă nu există evaluări
- Veneer and Laminates in Residential Construction PresentationDocument36 paginiVeneer and Laminates in Residential Construction PresentationVishakhaBhardwajÎncă nu există evaluări