S-ar putea să vă placă și
- Koehring ManualDocument56 paginiKoehring ManualKyle A. Nolan100% (3)
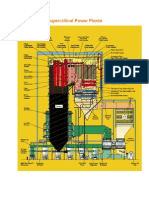
- Supercritical Power PlantsDocument57 paginiSupercritical Power Plantsmkchy12100% (4)
- I. Errors, Mistakes, Accuracy and Precision of Data Surveyed. A. ErrorsDocument53 paginiI. Errors, Mistakes, Accuracy and Precision of Data Surveyed. A. ErrorsJETT WAPÎncă nu există evaluări
- Good Data Won't Guarantee Good DecisionsDocument3 paginiGood Data Won't Guarantee Good DecisionsAditya SharmaÎncă nu există evaluări
- Syllabus ClinPhar143Document2 paginiSyllabus ClinPhar143Angel GoÎncă nu există evaluări
- The Goldfish and Its Culture. Mulertt PDFDocument190 paginiThe Goldfish and Its Culture. Mulertt PDFjr2010peruÎncă nu există evaluări
- Price List Printer HP Per November 2017Document14 paginiPrice List Printer HP Per November 2017anthony_prawiraÎncă nu există evaluări
- Rod Plant PaperDocument11 paginiRod Plant PaperBalachandran P KamathÎncă nu există evaluări
- Superalloys 2001 57 70Document14 paginiSuperalloys 2001 57 70htdk312Încă nu există evaluări
- The Rautomead Upwards Vertical Continuous Casting ProcessDocument12 paginiThe Rautomead Upwards Vertical Continuous Casting Processadelafuente2012Încă nu există evaluări
- Full SepDocument5 paginiFull SepVijayakumar AndiÎncă nu există evaluări
- Stone IiDocument7 paginiStone IiAngie Natalia Morales DucuaraÎncă nu există evaluări
- Teniente ConverterDocument5 paginiTeniente ConverterProfesor Waldo ValderramaÎncă nu există evaluări
- LNG - Growing Challenges of Heat Exchanger's Operation & Maintenance in LNG PlantsDocument16 paginiLNG - Growing Challenges of Heat Exchanger's Operation & Maintenance in LNG PlantsR P SinghÎncă nu există evaluări
- 969 Final QDocument11 pagini969 Final QMuhammad MusharrafÎncă nu există evaluări
- Pressure Control Flare StackDocument44 paginiPressure Control Flare Stackdlodha5Încă nu există evaluări
- Session III - Hydrogen Processing: A. Hydrogen Production 1. Hydrogen ManufacturingDocument52 paginiSession III - Hydrogen Processing: A. Hydrogen Production 1. Hydrogen ManufacturingMallela Sampath KumarÎncă nu există evaluări
- Performance of An Improved Pan Stirrer A PDFDocument12 paginiPerformance of An Improved Pan Stirrer A PDFbkarakoseÎncă nu există evaluări
- Beating US$10 Per Pound of Installed Capacity For A Laterite Nickel Plant 01 - 05Document8 paginiBeating US$10 Per Pound of Installed Capacity For A Laterite Nickel Plant 01 - 05SyafrullahÎncă nu există evaluări
- Continuous Pickling Line Process Efficiency Achievements at ArvediDocument7 paginiContinuous Pickling Line Process Efficiency Achievements at Arvedijose santiago vazquezÎncă nu există evaluări
- Condensate Considerations in High Pressure Cogen PlantsDocument8 paginiCondensate Considerations in High Pressure Cogen Plantsaliscribd46Încă nu există evaluări
- SPE-173646-MS Combined Electric Line Milling and Clean-Out To Eliminate Fluid Costs For Multi-Stage Frac Preparation in Southeast SaskatchewanDocument8 paginiSPE-173646-MS Combined Electric Line Milling and Clean-Out To Eliminate Fluid Costs For Multi-Stage Frac Preparation in Southeast SaskatchewanksÎncă nu există evaluări
- Design of Waste Heat BoilerDocument64 paginiDesign of Waste Heat BoilertelldivyaÎncă nu există evaluări
- Monitoring of Sag & Temperature in The Electrical Power Transmission LinesDocument3 paginiMonitoring of Sag & Temperature in The Electrical Power Transmission Linesdasilva6391Încă nu există evaluări
- Inter Sugar 1969 v71 n850Document66 paginiInter Sugar 1969 v71 n850mohammad ansaryÎncă nu există evaluări
- How To Boost HRSG Performance and Increase Your Plant's Bottom LineDocument28 paginiHow To Boost HRSG Performance and Increase Your Plant's Bottom Lineabdulyunus_amir100% (1)
- Distillation Honors Session - Paper 101e: Enhanced V-Grid Trays Increase Column PerformanceDocument20 paginiDistillation Honors Session - Paper 101e: Enhanced V-Grid Trays Increase Column PerformanceIan MannÎncă nu există evaluări
- Estimating Process Design Gold Extraction, Leach Residence Time and Cyanide ComsumptionDocument10 paginiEstimating Process Design Gold Extraction, Leach Residence Time and Cyanide ComsumptionAldoÎncă nu există evaluări
- 227-01 KALPUR Invest in Your Botton LineDocument4 pagini227-01 KALPUR Invest in Your Botton Lineoğuz kağanÎncă nu există evaluări
- Effect of H2 Purity in Large Turbo GeneratorDocument7 paginiEffect of H2 Purity in Large Turbo Generatorkumar_ranjan_3Încă nu există evaluări
- 11 IffcoDocument26 pagini11 IffcoVivek VishalÎncă nu există evaluări
- 02.understanding Process Equipment For Operators & Engineers-66Document5 pagini02.understanding Process Equipment For Operators & Engineers-66Aatish ChandrawarÎncă nu există evaluări
- Durable PD TechnologyDocument9 paginiDurable PD TechnologyMohammad IslamÎncă nu există evaluări
- JSW Steels LimitedDocument18 paginiJSW Steels Limitedrinkal_143Încă nu există evaluări
- Non Destructive Testing of Steel Valve Castings and - Comparison For The Betterment of PerformanceDocument54 paginiNon Destructive Testing of Steel Valve Castings and - Comparison For The Betterment of PerformanceSafalsha BabuÎncă nu există evaluări
- Ageless Aluminum-Cerium-Based Alloys in High-Volume Die Casting For Improved Energy EfficiencyDocument6 paginiAgeless Aluminum-Cerium-Based Alloys in High-Volume Die Casting For Improved Energy EfficiencyLilian Jefferson MalavaziÎncă nu există evaluări
- CHE June09 - CHM Progress in Underground Coal GasificationDocument4 paginiCHE June09 - CHM Progress in Underground Coal GasificationJUÎncă nu există evaluări
- Recent Operation and Environmental Control in The Kennecott SmelterDocument17 paginiRecent Operation and Environmental Control in The Kennecott SmelterHat CopterÎncă nu există evaluări
- Dynamic Simulation of A Heat Recovery Steam Generator Dedicated To A Brine Concentration PlantDocument11 paginiDynamic Simulation of A Heat Recovery Steam Generator Dedicated To A Brine Concentration PlantHamid KhariÎncă nu există evaluări
- MIG Gas Mix Developed by EdDocument7 paginiMIG Gas Mix Developed by Edc_e_z_a_rÎncă nu există evaluări
- A Guide To The Performance of Hot Dip Galvanizing in WaterDocument8 paginiA Guide To The Performance of Hot Dip Galvanizing in Waterskbsnl8918Încă nu există evaluări
- 1985 - Moor - A Reliable High EfficiencyDocument8 pagini1985 - Moor - A Reliable High EfficiencymadodandembeÎncă nu există evaluări
- Appendix 5A: Natural Gas Use in Industrial BoilersDocument7 paginiAppendix 5A: Natural Gas Use in Industrial BoilersbarmarwanÎncă nu există evaluări
- A Practical Engineering Approach To Improving The Reability of Blast Furnace TuyeresDocument16 paginiA Practical Engineering Approach To Improving The Reability of Blast Furnace TuyeresGabriel MáximoÎncă nu există evaluări
- Inglés Técnico para Profesionales Metalúrgicos Technical English For MetallurgistsDocument5 paginiInglés Técnico para Profesionales Metalúrgicos Technical English For MetallurgistspirometalÎncă nu există evaluări
- Energy Solutions Heat RecoveryDocument4 paginiEnergy Solutions Heat RecoveryyaserbadrÎncă nu există evaluări
- Brian LadeDocument36 paginiBrian LadeMatteo CafieroÎncă nu există evaluări
- Kinetic Parameter Estimation of A Commercial Fe-Zeolite SCRDocument15 paginiKinetic Parameter Estimation of A Commercial Fe-Zeolite SCRHyungwoong AhnÎncă nu există evaluări
- Development of The Copper Motor RotorDocument13 paginiDevelopment of The Copper Motor RotorIjabiÎncă nu există evaluări
- Design of LNG Plant Facilities.: N.Bandyopadhyay - Consulting EngineerDocument6 paginiDesign of LNG Plant Facilities.: N.Bandyopadhyay - Consulting EngineerHoàng KakaÎncă nu există evaluări
- SPE 144112 Application of Silicate/Polymer Water Shut-Off Treatment in Faulted Reservoirs With Extreme High PermeabilityDocument16 paginiSPE 144112 Application of Silicate/Polymer Water Shut-Off Treatment in Faulted Reservoirs With Extreme High PermeabilityQaiser HafeezÎncă nu există evaluări
- IPTC 10032 The Successful Application of 2000 PCP Wells in Daqing OilfieldDocument11 paginiIPTC 10032 The Successful Application of 2000 PCP Wells in Daqing OilfieldJosé TimanáÎncă nu există evaluări
- Challenges of Welding of Catalyst TubesDocument16 paginiChallenges of Welding of Catalyst TubesTravis SkinnerÎncă nu există evaluări
- Vacuum MetallurgyDocument20 paginiVacuum MetallurgyTGrey027Încă nu există evaluări
- Steam Boiler Feedwater Storage Technology White PaperDocument16 paginiSteam Boiler Feedwater Storage Technology White PaperchristiancandidoÎncă nu există evaluări
- Rules of Thumb For Chemical EngineersDocument15 paginiRules of Thumb For Chemical EngineersBRUNO030381Încă nu există evaluări
- "CII - Excellence in Water Management - 2008": "Every Drop of Water Counts"Document13 pagini"CII - Excellence in Water Management - 2008": "Every Drop of Water Counts"Satish Kumar BhardwajÎncă nu există evaluări
- Optimization of Seawater RO Systems Design: DesalinationDocument8 paginiOptimization of Seawater RO Systems Design: DesalinationRavi PrasadÎncă nu există evaluări
- Energy Efficiency Improvements in Melting Furnaces: BackgroundDocument4 paginiEnergy Efficiency Improvements in Melting Furnaces: Backgroundshubhendra89Încă nu există evaluări
- Factorial Analysis o F A Cement: Portland Cement Company of Utah, Salt Lake City, Utah 84104, USADocument7 paginiFactorial Analysis o F A Cement: Portland Cement Company of Utah, Salt Lake City, Utah 84104, USAkingÎncă nu există evaluări
- HighPurity H2Document5 paginiHighPurity H2Ranjit RjtÎncă nu există evaluări
- ALFA LAVAL - Spiral PDFDocument8 paginiALFA LAVAL - Spiral PDFlaquetengoÎncă nu există evaluări
- Vs Ion ExchangerDocument15 paginiVs Ion ExchangerFajar Zona50% (2)
- Coal Gasification Process For Us IndustryDocument19 paginiCoal Gasification Process For Us Industrymourinho2Încă nu există evaluări
- Southern Marine Engineering Desk Reference: Second Edition Volume IDe la EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IÎncă nu există evaluări
- TechnologyDocument25 paginiTechnologyBalachandran P KamathÎncă nu există evaluări
- The Bombay Public Trusts ActDocument104 paginiThe Bombay Public Trusts ActBalachandran P KamathÎncă nu există evaluări
- Raw Materials Priced Less Than LME: The Concentrates Are Priced As UnderDocument6 paginiRaw Materials Priced Less Than LME: The Concentrates Are Priced As UnderBalachandran P KamathÎncă nu există evaluări
- Jeevottam Medical Foundation ReportDocument6 paginiJeevottam Medical Foundation ReportBalachandran P KamathÎncă nu există evaluări
- Melting and Casting of High Conductivity CopperDocument2 paginiMelting and Casting of High Conductivity CopperBalachandran P KamathÎncă nu există evaluări
- IAEA Technical Series 359Document380 paginiIAEA Technical Series 359Azam Islam100% (1)
- Ram Krishna Academy AppealDocument4 paginiRam Krishna Academy AppealBalachandran P KamathÎncă nu există evaluări
- Electrolyte Control at Chinchpada Refinery of Sterlite Industries LTDDocument12 paginiElectrolyte Control at Chinchpada Refinery of Sterlite Industries LTDBalachandran P KamathÎncă nu există evaluări
- Paper On Cathode Quality Improvement Published at ICDCDocument16 paginiPaper On Cathode Quality Improvement Published at ICDCBalachandran P Kamath100% (1)
- Concordance C Index - 2 PDFDocument8 paginiConcordance C Index - 2 PDFnuriyesanÎncă nu există evaluări
- Development and Application of "Green," Environmentally Friendly Refractory Materials For The High-Temperature Technologies in Iron and Steel ProductionDocument6 paginiDevelopment and Application of "Green," Environmentally Friendly Refractory Materials For The High-Temperature Technologies in Iron and Steel ProductionJJÎncă nu există evaluări
- VukcevicEtAl GhostFluidMethodInPolyhedralFV AnnotatedDocument19 paginiVukcevicEtAl GhostFluidMethodInPolyhedralFV AnnotatedputhenkulamÎncă nu există evaluări
- Critical Health Concerns in The 21st CenturyDocument4 paginiCritical Health Concerns in The 21st CenturykelleybrawnÎncă nu există evaluări
- Lier Upper Secondary SchoolDocument8 paginiLier Upper Secondary SchoolIES Río CabeÎncă nu există evaluări
- Report Palazzetto Croci SpreadsDocument73 paginiReport Palazzetto Croci SpreadsUntaru EduardÎncă nu există evaluări
- Industrial Marketing Module 2Document32 paginiIndustrial Marketing Module 2Raj Prixit RathoreÎncă nu există evaluări
- WB-Mech 120 Ch05 ModalDocument16 paginiWB-Mech 120 Ch05 ModalhebiyongÎncă nu există evaluări
- An1914 PDFDocument56 paginiAn1914 PDFUpama Das100% (1)
- Omran WalidDocument196 paginiOmran WalidDébora AmougouÎncă nu există evaluări
- Ap Reg W# 5-Scaffold For Transfer TemplateDocument2 paginiAp Reg W# 5-Scaffold For Transfer TemplateJunafel Boiser Garcia100% (2)
- Emerging and Less Common Viral Encephalitides - Chapter 91Document34 paginiEmerging and Less Common Viral Encephalitides - Chapter 91Victro ChongÎncă nu există evaluări
- Continuous Improvement SYMPOSIUM SCRIPTDocument3 paginiContinuous Improvement SYMPOSIUM SCRIPTChanda Marie AsedillaÎncă nu există evaluări
- New Admission Form Short CourseDocument4 paginiNew Admission Form Short CourseSyed badshahÎncă nu există evaluări
- Salon Building Guidelines PDFDocument8 paginiSalon Building Guidelines PDFtsnie toÎncă nu există evaluări
- Bruner, Jerome - The Growth of MindDocument11 paginiBruner, Jerome - The Growth of MindTalia Tijero100% (1)
- Implementasi Sistem Pengenalan Candi Kecil Di Yogyakarta Menggunakan BerbasisDocument7 paginiImplementasi Sistem Pengenalan Candi Kecil Di Yogyakarta Menggunakan BerbasisRivan AuliaÎncă nu există evaluări
- Edwards SVV HandoutDocument2 paginiEdwards SVV HandoutossinÎncă nu există evaluări
- CE - 441 - Environmental Engineering II Lecture # 11 11-Nov-106, IEER, UET LahoreDocument8 paginiCE - 441 - Environmental Engineering II Lecture # 11 11-Nov-106, IEER, UET LahoreWasif RiazÎncă nu există evaluări
- EL2 - Raise Organic Small RuminantsDocument62 paginiEL2 - Raise Organic Small RuminantsButch Demayo100% (1)
- 67 9268Document34 pagini67 9268Salvador ReyesÎncă nu există evaluări
- Agribusiness Magazine August 2019 EditionDocument42 paginiAgribusiness Magazine August 2019 EditiondowntopÎncă nu există evaluări
- Programmable Logic Controllers: Basic Ladder Logic ProgrammingDocument9 paginiProgrammable Logic Controllers: Basic Ladder Logic Programminganuradha19Încă nu există evaluări
- PMP Exam Questions and Answers PDFDocument12 paginiPMP Exam Questions and Answers PDFAshwin Raghav SankarÎncă nu există evaluări