S-ar putea să vă placă și
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 paginăWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityÎncă nu există evaluări
- Er 100 S 1Document1 paginăEr 100 S 1Oliver Quezada Inostroza100% (1)
- Astm A179 PDFDocument1 paginăAstm A179 PDFgaminÎncă nu există evaluări
- Prorox WM 960 Sa PDFDocument1 paginăProrox WM 960 Sa PDFr afriantoÎncă nu există evaluări
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateDocument2 paginiWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateAmjad PathanÎncă nu există evaluări
- Passenger Ship ConstructionDocument8 paginiPassenger Ship Constructionstormriderbh100% (1)
- PQR Asme Template EDITABLEDocument6 paginiPQR Asme Template EDITABLErcpretoriusÎncă nu există evaluări
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 paginiWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniÎncă nu există evaluări
- TDC 1150Document3 paginiTDC 1150shazanÎncă nu există evaluări
- Quality Plan For Vessel Structural ModificationDocument9 paginiQuality Plan For Vessel Structural ModificationEbuka NwankwoÎncă nu există evaluări
- PQR Al 6xxxDocument7 paginiPQR Al 6xxxAmin ThabetÎncă nu există evaluări
- Welding Drying OvenDocument2 paginiWelding Drying OvenAsad AliÎncă nu există evaluări
- EM-SRC-0005-Marking Packaging Preservation and Shipping Requirements PDFDocument37 paginiEM-SRC-0005-Marking Packaging Preservation and Shipping Requirements PDFdang2172014Încă nu există evaluări
- Itp GRPDocument4 paginiItp GRPJo FrancescÎncă nu există evaluări
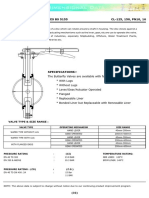
- Butterfly ValveDocument4 paginiButterfly ValveghjtyuÎncă nu există evaluări
- WPS Format For Asme Ix - Wps - Fcaw GmawDocument1 paginăWPS Format For Asme Ix - Wps - Fcaw GmawThe Welding Inspections CommunityÎncă nu există evaluări
- Brazing BPS 107-1 PDocument5 paginiBrazing BPS 107-1 Pmbe josephÎncă nu există evaluări
- WeldDocs WPSDocument2 paginiWeldDocs WPSMDSIKKU_2005Încă nu există evaluări
- Material Conversion TableDocument1 paginăMaterial Conversion TableravikumarangÎncă nu există evaluări
- Covered Electrodes For Stainless Steel: Avesta Electrodes Product ProgrammeDocument4 paginiCovered Electrodes For Stainless Steel: Avesta Electrodes Product Programmekamals55Încă nu există evaluări
- Difference Between Stainless Steel Grade SS316 & SS316LDocument1 paginăDifference Between Stainless Steel Grade SS316 & SS316LSableen SinghÎncă nu există evaluări
- Qualification of Welding Procedures and WeldersDocument10 paginiQualification of Welding Procedures and WelderstxjiangÎncă nu există evaluări
- WPS - 017Document12 paginiWPS - 017MAT-LIONÎncă nu există evaluări
- CHG 55B2Document1 paginăCHG 55B2Nhien ManÎncă nu există evaluări
- WPS & SmawDocument12 paginiWPS & Smawnuke apriyaniÎncă nu există evaluări
- Interseal 670HDocument2 paginiInterseal 670Hmadmax_mfpÎncă nu există evaluări
- Welding Procedure Specification For GTAWDocument9 paginiWelding Procedure Specification For GTAWraja reyhanÎncă nu există evaluări
- WPS 11-23-1Document3 paginiWPS 11-23-1Anoop Raj RaoÎncă nu există evaluări
- Repair Procedure For Super Heater Coil TubesDocument2 paginiRepair Procedure For Super Heater Coil Tubesbehzad mohammadiÎncă nu există evaluări
- QC - Consumables Colour Coding and IdentificationDocument3 paginiQC - Consumables Colour Coding and IdentificationfizanlaminÎncă nu există evaluări
- Slewing Bearing Installation and Maintenance Manual: Yantai Haoyang Machinery Co.,LtdDocument22 paginiSlewing Bearing Installation and Maintenance Manual: Yantai Haoyang Machinery Co.,Ltddony ramdhaniÎncă nu există evaluări
- Duplex Ss in API, NSF and AwwaDocument16 paginiDuplex Ss in API, NSF and AwwajoseritoÎncă nu există evaluări
- Distortion in Aluminum Welded StructuresDocument3 paginiDistortion in Aluminum Welded StructuresRaron1Încă nu există evaluări
- PWHT Procedure For Petrol Steel - CoreDocument9 paginiPWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluÎncă nu există evaluări
- CPVC ChecklistDocument1 paginăCPVC Checklistchakravarthi kanugulaÎncă nu există evaluări
- 14.052 Rev. 0 - 9PE122 & 9PE123 - ECOPETROL - Cleaning Supervision, Inspection & Repair PDFDocument11 pagini14.052 Rev. 0 - 9PE122 & 9PE123 - ECOPETROL - Cleaning Supervision, Inspection & Repair PDFVladimir Rodriguez LeonÎncă nu există evaluări
- Condensate Tank WELDING LOGDocument6 paginiCondensate Tank WELDING LOGhasan shahriarÎncă nu există evaluări
- DVS 2207-3Document12 paginiDVS 2207-3gura9054Încă nu există evaluări
- Graycor WPS 19 SampleDocument5 paginiGraycor WPS 19 SampleRaul SebastiamÎncă nu există evaluări
- Wps Model 2 PDFDocument17 paginiWps Model 2 PDFbeyÎncă nu există evaluări
- Piping Inspection 22.01.2020Document72 paginiPiping Inspection 22.01.2020KarthikÎncă nu există evaluări
- WPS GF170 As 1554.6Document1 paginăWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 paginiFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezÎncă nu există evaluări
- SA 387 Grade 91 Class 2Document4 paginiSA 387 Grade 91 Class 2briang-2Încă nu există evaluări
- Welding Repair ProcdureDocument16 paginiWelding Repair Procdureprem nautiyal100% (1)
- DCP Nde DV 297 HLT 01Document7 paginiDCP Nde DV 297 HLT 01Chandrasekhar mishraÎncă nu există evaluări
- Wps Mig PDF FreeDocument3 paginiWps Mig PDF Freehanz bermejoÎncă nu există evaluări
- Fcaw Wps-001a PDFDocument3 paginiFcaw Wps-001a PDFirfan bari100% (1)
- Painting Procedure 4288 Danem 28-04-13Document24 paginiPainting Procedure 4288 Danem 28-04-13Rejoy baby100% (1)
- ASME P NumbersDocument1 paginăASME P NumbersFahri Risfa ZulfiÎncă nu există evaluări
- Sl-Elt-Pr-Wps1-4107-C2-S1-Welder QualificationDocument15 paginiSl-Elt-Pr-Wps1-4107-C2-S1-Welder Qualificationsaeed ghafooriÎncă nu există evaluări
- Butt JointsDocument21 paginiButt JointsRaj1-23Încă nu există evaluări
- dpvc-09 Petrobras PDFDocument47 paginidpvc-09 Petrobras PDFBilly TanÎncă nu există evaluări
- Lot Inspection Report For LPG New CylindersDocument3 paginiLot Inspection Report For LPG New CylindersJagannath MajhiÎncă nu există evaluări
- STEEL Structures in GeneralDocument11 paginiSTEEL Structures in GeneralsbunÎncă nu există evaluări
- Approved Itp-Dss - 28 Sep 2016Document4 paginiApproved Itp-Dss - 28 Sep 2016Selvakumar SubramanianÎncă nu există evaluări
- Document Title: Technical Proposal For 6500cbm LNG Storage TankDocument4 paginiDocument Title: Technical Proposal For 6500cbm LNG Storage Tankroni_arsyahÎncă nu există evaluări
- Agoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Document3 paginiAgoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Anonymous 7vljJzH100% (1)
- Agoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Document3 paginiAgoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Anonymous 7vljJzHÎncă nu există evaluări
- Agoco Welding Procedure Specification: Gtaw/Saw Manual JOINTS (QW-402)Document3 paginiAgoco Welding Procedure Specification: Gtaw/Saw Manual JOINTS (QW-402)Anonymous 7vljJzHÎncă nu există evaluări
- MOSTARLIĆDocument2 paginiMOSTARLIĆAnonymous 7vljJzHÎncă nu există evaluări
- FeedDocument2 paginiFeedAnonymous 7vljJzHÎncă nu există evaluări
- HeadingDocument1 paginăHeadingAnonymous 7vljJzHÎncă nu există evaluări
- Reciprocating DeleteDocument1 paginăReciprocating DeleteAnonymous 7vljJzHÎncă nu există evaluări
- Assignment 2Document35 paginiAssignment 2kzidanÎncă nu există evaluări
- FeedDocument2 paginiFeedAnonymous 7vljJzHÎncă nu există evaluări
- Naming OF PDMS CATALUGEDocument59 paginiNaming OF PDMS CATALUGEkomailÎncă nu există evaluări
- Baba n10Document1 paginăBaba n10Anonymous 7vljJzHÎncă nu există evaluări
- M9 Cable Tray DesignDocument40 paginiM9 Cable Tray Designveerkumarp100% (1)
- LSP Planski DokumentiDocument14 paginiLSP Planski DokumentiAnonymous 7vljJzHÎncă nu există evaluări
- Pove Anje Isto E Vodika Apsorpcijom: Zoran Adžami, Senad BešiDocument18 paginiPove Anje Isto E Vodika Apsorpcijom: Zoran Adžami, Senad BešiAnonymous 7vljJzHÎncă nu există evaluări
- Gas Pipeline and Gas Metering and Regulating Station ProjectDocument18 paginiGas Pipeline and Gas Metering and Regulating Station ProjectAnonymous 7vljJzH100% (1)
- VirusDocument2 paginiVirusAnonymous 7vljJzHÎncă nu există evaluări
- Tamara - Boris NovkovićDocument1 paginăTamara - Boris NovkovićAnonymous 7vljJzHÎncă nu există evaluări
- Definicija FEEDDocument1 paginăDefinicija FEEDAnonymous 7vljJzHÎncă nu există evaluări
- CADWorx Specification Editor1Document8 paginiCADWorx Specification Editor1Anonymous 7vljJzHÎncă nu există evaluări
- CADWorx Specification Editor1Document8 paginiCADWorx Specification Editor1Anonymous 7vljJzHÎncă nu există evaluări
- Entering Confined Spaces: This Could Be You - .Document18 paginiEntering Confined Spaces: This Could Be You - .Anonymous 7vljJzHÎncă nu există evaluări
- LSP Planski DokumentiDocument14 paginiLSP Planski DokumentiAnonymous 7vljJzHÎncă nu există evaluări
- Epolor HB HrvatDocument2 paginiEpolor HB HrvatAnonymous 7vljJzHÎncă nu există evaluări
- HeadDocument3 paginiHeadAnonymous 7vljJzHÎncă nu există evaluări
- Yemen LNG Project LNG Plant: Document Number YE-001-30-POC-JBS-09002Document12 paginiYemen LNG Project LNG Plant: Document Number YE-001-30-POC-JBS-09002Anonymous 7vljJzHÎncă nu există evaluări
- LSP Planski DokumentiDocument14 paginiLSP Planski DokumentiAnonymous 7vljJzHÎncă nu există evaluări
- Contact ListDocument4 paginiContact ListAnonymous 7vljJzHÎncă nu există evaluări
- TV KanaliDocument3 paginiTV KanaliAnonymous 7vljJzHÎncă nu există evaluări
- Definicija FEEDDocument1 paginăDefinicija FEEDAnonymous 7vljJzHÎncă nu există evaluări
- Agoco Welding Procedure Specification: Gtaw/Saw Manual JOINTS (QW-402)Document3 paginiAgoco Welding Procedure Specification: Gtaw/Saw Manual JOINTS (QW-402)Anonymous 7vljJzHÎncă nu există evaluări
- Agoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Document3 paginiAgoco Welding Procedure Specification: Gtaw/Smaw Manual JOINTS (QW-402)Anonymous 7vljJzH100% (1)
- Agoco Welding Procedure Specification: Gtaw/Saw Manual JOINTS (QW-402)Document3 paginiAgoco Welding Procedure Specification: Gtaw/Saw Manual JOINTS (QW-402)Anonymous 7vljJzHÎncă nu există evaluări
- Dehydrated Culture MediaDocument92 paginiDehydrated Culture MediaTitan Biotech Ltd.0% (1)
- Ceramic Tile Fixing StatementDocument5 paginiCeramic Tile Fixing StatementAmit KhazanchiÎncă nu există evaluări
- Phyton 27 MSDSDocument2 paginiPhyton 27 MSDSBernardo UenoÎncă nu există evaluări
- Advantages of Green BiotechnologyDocument9 paginiAdvantages of Green BiotechnologyDanica JuanÎncă nu există evaluări
- Closed Down Refineries: Mantova RefineryDocument3 paginiClosed Down Refineries: Mantova RefineryM Alim Ur RahmanÎncă nu există evaluări
- Industrial Materials: Instructed By: Dr. Sajid ZaidiDocument13 paginiIndustrial Materials: Instructed By: Dr. Sajid ZaidiarulmuruguÎncă nu există evaluări
- Soda AshDocument10 paginiSoda Ashdr chatti hanumantha rao0% (1)
- Fardis EC8-3 Member Models - 0Document75 paginiFardis EC8-3 Member Models - 0Wendirad BeshadaÎncă nu există evaluări
- PAL RefiningDocument1 paginăPAL Refiningjh gdgfgÎncă nu există evaluări
- Aldrin PicatDocument2 paginiAldrin PicatLim Eng SoonÎncă nu există evaluări
- Aws Cwi QuestionDocument8 paginiAws Cwi Questionfrenskiran75% (4)
- Everyday Science PDFDocument101 paginiEveryday Science PDFMahmood SyedÎncă nu există evaluări
- Chromatography PharmacyDocument41 paginiChromatography PharmacyfarisaÎncă nu există evaluări
- Formulation Development and Evaluation of Unit Moulded Herbal Semisolid Jelly Useful in Treatment of Mouth UlcerDocument9 paginiFormulation Development and Evaluation of Unit Moulded Herbal Semisolid Jelly Useful in Treatment of Mouth UlcerLaeeq R MalikÎncă nu există evaluări
- Poster Carica PDFDocument1 paginăPoster Carica PDFBimo A.SÎncă nu există evaluări
- Orthodontic Wires - Properties / Orthodontic Courses by Indian Dental AcademyDocument226 paginiOrthodontic Wires - Properties / Orthodontic Courses by Indian Dental Academyindian dental academy100% (1)
- 409 Data BulletinDocument12 pagini409 Data BulletinWilliam PaivaÎncă nu există evaluări
- Indian Regulations On Food PackgingDocument20 paginiIndian Regulations On Food PackgingchoudhurykisanÎncă nu există evaluări
- SANDVIK - Steel Designation and Markings - STA-02-030EDocument4 paginiSANDVIK - Steel Designation and Markings - STA-02-030EPetr HavelÎncă nu există evaluări
- Artificial Blood: Dr. Pragasam Viswanathan, Professor, SBSTDocument21 paginiArtificial Blood: Dr. Pragasam Viswanathan, Professor, SBSTMaru Mengesha Worku 18BBT0285Încă nu există evaluări
- REPORTDocument31 paginiREPORTUnique Boss50% (2)
- Science MCQDocument241 paginiScience MCQBeeresha T NÎncă nu există evaluări
- Carboxylic Acids and Derivatives (Formal Report)Document5 paginiCarboxylic Acids and Derivatives (Formal Report)Sar Caermare0% (4)
- LK Priceguide2003Document24 paginiLK Priceguide2003Praveen PrabhakaranÎncă nu există evaluări
- Data For Academic Report 2018-19 - MechanicalDocument42 paginiData For Academic Report 2018-19 - MechanicalVishvajit BhanavaseÎncă nu există evaluări
- Waste Management Write-UpDocument5 paginiWaste Management Write-UpGounassegaraneDuraisamy100% (1)
- Carbon Dioxide Capture by Amines Increasing The Efficiency by Amine Structure Modification PDFDocument2 paginiCarbon Dioxide Capture by Amines Increasing The Efficiency by Amine Structure Modification PDFJorgeSantosAquinoÎncă nu există evaluări
- Outdoor-Indoor Air Pollution in Urban EnvironmentDocument8 paginiOutdoor-Indoor Air Pollution in Urban EnvironmentNikolas Jalu Padma IswaraÎncă nu există evaluări
- Project Report On Pigment Print BinderDocument4 paginiProject Report On Pigment Print BinderEIRI Board of Consultants and PublishersÎncă nu există evaluări
- Experiment A Test For Lipid Result: Result When Added To WaterDocument5 paginiExperiment A Test For Lipid Result: Result When Added To WaterSuu Wan0% (2)