S-ar putea să vă placă și
- Corte y mecanizado de tuberías. FMEC0108De la EverandCorte y mecanizado de tuberías. FMEC0108Evaluare: 5 din 5 stele5/5 (3)
- NACEDocument46 paginiNACEChris MendozaÎncă nu există evaluări
- Diseño de utillajes, matricería y prototipado con SolidWorksDe la EverandDiseño de utillajes, matricería y prototipado con SolidWorksEvaluare: 3 din 5 stele3/5 (1)
- Procedimiento de Resane en ObraDocument9 paginiProcedimiento de Resane en ObraArturex OrbeÎncă nu există evaluări
- Procedimiento Hot TappingDocument9 paginiProcedimiento Hot TappingreneluisperezÎncă nu există evaluări
- Revolución Industrial y el siglo de la burguesíaDocument2 paginiRevolución Industrial y el siglo de la burguesíaivonne bustamante m100% (1)
- Caso Práctico DESARROLLADODocument14 paginiCaso Práctico DESARROLLADOYonathan FerreiraÎncă nu există evaluări
- INCOTERMSDocument36 paginiINCOTERMSDiego Cutipa100% (1)
- Examen XXXDocument17 paginiExamen XXXRicardo Bravo GutiérrezÎncă nu există evaluări
- Materiales refractarios y su aplicación en la industria siderúrgicaDocument15 paginiMateriales refractarios y su aplicación en la industria siderúrgicaBrayan Sanchez Correa100% (2)
- Proced Inspección de Recipientes A Presión Bajo El Código API 510Document11 paginiProced Inspección de Recipientes A Presión Bajo El Código API 510ittsaÎncă nu există evaluări
- Instalación de geomembranas HDPEDocument6 paginiInstalación de geomembranas HDPEjulian2282254Încă nu există evaluări
- Celulas Flexibles de ManufacturaDocument5 paginiCelulas Flexibles de ManufacturaKaren LlerenaÎncă nu există evaluări
- Tetra PakDocument6 paginiTetra PakRoxana Catasi HuamaniÎncă nu există evaluări
- Procedimiento de Pintado de SuperficiesDocument16 paginiProcedimiento de Pintado de Superficiesykp1234Încă nu există evaluări
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De la EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Încă nu există evaluări
- Informe de Ensayo de LadrillosDocument13 paginiInforme de Ensayo de Ladrillosjhersonjhoan12385% (27)
- Cálculo termofluidodinámico de filtros de partículas de flujo de paredDe la EverandCálculo termofluidodinámico de filtros de partículas de flujo de paredEvaluare: 5 din 5 stele5/5 (1)
- Procedimiento Resane Exterior de Tuberías Rev ADocument12 paginiProcedimiento Resane Exterior de Tuberías Rev APaolo Isumi Ripas LanzaÎncă nu există evaluări
- 1 Procedimiento Instalacion de TuberiasDocument4 pagini1 Procedimiento Instalacion de TuberiasFili ChafloqueÎncă nu există evaluări
- Aplicación de La Metodología de La Ley de Corte Dinámica para Maximizar El Inventario de Reservas Minerales - SpanishDocument7 paginiAplicación de La Metodología de La Ley de Corte Dinámica para Maximizar El Inventario de Reservas Minerales - SpanishMario Alfredo Pacheco LozanoÎncă nu există evaluări
- Parcial 1 Tanque de AluminioDocument11 paginiParcial 1 Tanque de AluminioJose SaavedraÎncă nu există evaluări
- Anteproyecto Francisco y CristianDocument15 paginiAnteproyecto Francisco y CristianLuisÎncă nu există evaluări
- NTC 682 Compresión Refractarios PDFDocument14 paginiNTC 682 Compresión Refractarios PDFGabriel CaballeroÎncă nu există evaluări
- Pi - 17!02!09insp. Aplicación de Revestimiento ExternoDocument13 paginiPi - 17!02!09insp. Aplicación de Revestimiento Externonieve herediaÎncă nu există evaluări
- Practica Metalografia y MontajeDocument8 paginiPractica Metalografia y Montajedavgonb100% (4)
- MaterialndenestudionSemanan4 925f76fa5451e96 PDFDocument45 paginiMaterialndenestudionSemanan4 925f76fa5451e96 PDFMiguel Angel Rodriguez BernalÎncă nu există evaluări
- Tuberia para Transporte de Hidrocarburos AmargosDocument22 paginiTuberia para Transporte de Hidrocarburos AmargosPedro Morales HernandezÎncă nu există evaluări
- Instalaciones de almacenamiento de combustibles líquidosDocument12 paginiInstalaciones de almacenamiento de combustibles líquidosCecilia ArrañoÎncă nu există evaluări
- Procedimiento de Ensayos de Hormigon GeneralDocument12 paginiProcedimiento de Ensayos de Hormigon GeneralJavier JimenezÎncă nu există evaluări
- P.4.0411.03 TestigosDocument12 paginiP.4.0411.03 TestigosVictor Hermilo Dolores MoralesÎncă nu există evaluări
- Control de CalidadDocument6 paginiControl de CalidadUlises Barrientos SánchezÎncă nu există evaluări
- Informe Control de Calidad de FundicionesDocument6 paginiInforme Control de Calidad de FundicionesGerman MeraÎncă nu există evaluări
- LABORATORIO 2 de Soldadura 2Document14 paginiLABORATORIO 2 de Soldadura 2Fabio CárdenasÎncă nu există evaluări
- METALOGRAFIADocument9 paginiMETALOGRAFIAfabianÎncă nu există evaluări
- FerrografíaDocument18 paginiFerrografíapamelaarceolate100% (1)
- Procedimiento Aplicacion de Pintura A Elementos en Taller - SSKDocument12 paginiProcedimiento Aplicacion de Pintura A Elementos en Taller - SSKTolentino Rivera KarlozÎncă nu există evaluări
- Parcial N1Document6 paginiParcial N1fabiana diazÎncă nu există evaluări
- Indice Dossier de Pintura TQ36Document2 paginiIndice Dossier de Pintura TQ36tecnoquimicaÎncă nu există evaluări
- Visita planta producción Vinilit PVCDocument4 paginiVisita planta producción Vinilit PVCnicolasÎncă nu există evaluări
- Grupo2 Inf2Document23 paginiGrupo2 Inf2Pedro Mendoza A0% (2)
- Pretratamiento de SuperficiesDocument8 paginiPretratamiento de SuperficiesCamilo SanchezÎncă nu există evaluări
- Pliego Empresas ConstructorasDocument20 paginiPliego Empresas ConstructorasJhonny Rivera MercadoÎncă nu există evaluări
- NRF-073 - Versión F - 130608Document79 paginiNRF-073 - Versión F - 130608Rodrigo SanchexÎncă nu există evaluări
- Norma Coguanor NTG 41046 Astm C 1240-10Document20 paginiNorma Coguanor NTG 41046 Astm C 1240-10Rafael GarciaÎncă nu există evaluări
- Trabajo-Instrumental Profile RotoDocument10 paginiTrabajo-Instrumental Profile RotoGustavo LopreiteÎncă nu există evaluări
- 09 Soldadura Por Extrusión y Construcción de DepósitosDocument12 pagini09 Soldadura Por Extrusión y Construcción de DepósitosalexastuvilcaÎncă nu există evaluări
- Guia N°4-100000c04v-Labtecno01-Esclerometria y DiamantinasDocument7 paginiGuia N°4-100000c04v-Labtecno01-Esclerometria y DiamantinasAnonymous MF94ZXDoBÎncă nu există evaluări
- Jamsa Brochure NDTDocument6 paginiJamsa Brochure NDTjuanÎncă nu există evaluări
- Proceso de Fabricacion de Un TornilloDocument7 paginiProceso de Fabricacion de Un TornilloAlonso EulalioÎncă nu există evaluări
- BT - 569 NDT 2016 Rev 3Document33 paginiBT - 569 NDT 2016 Rev 3Victor SandovalÎncă nu există evaluări
- Astm Designacion D 2419 02 Valor Equivalente de ArDocument13 paginiAstm Designacion D 2419 02 Valor Equivalente de ArJohnCarlosGil0% (1)
- Astm C1231 PDFDocument14 paginiAstm C1231 PDFjulianovmÎncă nu există evaluări
- Estándar para Pruebas No Destructivas A Recipientes A PresiónDocument8 paginiEstándar para Pruebas No Destructivas A Recipientes A PresiónacallevillÎncă nu există evaluări
- 100000c04v-Guia N°4-Labtecno01-Esclerometria y DiamantinasDocument7 pagini100000c04v-Guia N°4-Labtecno01-Esclerometria y DiamantinasJostin Adair Aguirre CastilloÎncă nu există evaluări
- Tercer Avance Del Plan de Mantenimiento.Document25 paginiTercer Avance Del Plan de Mantenimiento.MariéSeguraÎncă nu există evaluări
- EstadiasDocument51 paginiEstadiasmiguelcastrosilvainÎncă nu există evaluări
- 100000c04v-Guia N°4-Labtecno01-Esclerometria y DiamantinasDocument7 pagini100000c04v-Guia N°4-Labtecno01-Esclerometria y DiamantinasKaren Brillith GTÎncă nu există evaluări
- Pulido de Rodetes PeltonDocument11 paginiPulido de Rodetes Peltonjoa rodriguezÎncă nu există evaluări
- Expo PerforacionDocument31 paginiExpo PerforacionCarlos M. D. CadenasÎncă nu există evaluări
- Norma Coguanor NTG 41061 Astm C 31Document14 paginiNorma Coguanor NTG 41061 Astm C 31Kenneth FigueroaÎncă nu există evaluări
- NCH 1172 Of2010Document19 paginiNCH 1172 Of2010belen yujra vargasÎncă nu există evaluări
- Taller 1. Materiales de ingeniería: Norma ASTM E2014 sobre seguridad en laboratorios metalográficosDocument4 paginiTaller 1. Materiales de ingeniería: Norma ASTM E2014 sobre seguridad en laboratorios metalográficosVictor Merlano100% (1)
- Procedimiento de pintado para superficies aéreas y enterradasDocument26 paginiProcedimiento de pintado para superficies aéreas y enterradasMarco Antonio Sanchez SoteloÎncă nu există evaluări
- Informe FinalDocument22 paginiInforme FinalUrpi ArayÎncă nu există evaluări
- Sellos MecanicosDocument85 paginiSellos MecanicosGabriel Sereño HerreraÎncă nu există evaluări
- RESISTENCIA ABRASIÓN BALDOSAS CERÁMICASDocument12 paginiRESISTENCIA ABRASIÓN BALDOSAS CERÁMICASCristian LondoñoÎncă nu există evaluări
- Calidad en tuberías PVCDocument27 paginiCalidad en tuberías PVCAnonymous Q11mOcGW4100% (1)
- Informe Tecnologia 6Document8 paginiInforme Tecnologia 6Jhampier Huaman RodriguezÎncă nu există evaluări
- NMX B 028 1998Document8 paginiNMX B 028 1998Ernesto Ramirez VazquezÎncă nu există evaluări
- CBB Especial Siderurgico PDFDocument2 paginiCBB Especial Siderurgico PDFFrancisco Fernandez100% (1)
- Especifiaciones Tecnicas Cruce PeatonalDocument12 paginiEspecifiaciones Tecnicas Cruce PeatonalVelcy Mariana Garcia MachadoÎncă nu există evaluări
- Revestimientos y aceros Gama SuministrosDocument3 paginiRevestimientos y aceros Gama SuministrosBrian HernandezÎncă nu există evaluări
- Proceso Constructivo de El Techo AligeradoDocument17 paginiProceso Constructivo de El Techo AligeradomavilaÎncă nu există evaluări
- Aditivos y EpóxicosDocument22 paginiAditivos y EpóxicosJorge Eliécer García Córdoba0% (1)
- Ferro A Vapor Arno Maestro 25Document20 paginiFerro A Vapor Arno Maestro 25FernandoÎncă nu există evaluări
- Costos Por Órdenes de ProducciónDocument8 paginiCostos Por Órdenes de ProducciónRosMery LaCuta YuCraÎncă nu există evaluări
- 3.4 Macropoxy 646Document4 pagini3.4 Macropoxy 646Rafael Castillo PalaciosÎncă nu există evaluări
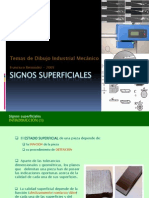
- 4.1.signos SuperficialesDocument26 pagini4.1.signos SuperficialesMohamedLamin0% (2)
- Definición DecerámicaDocument54 paginiDefinición DecerámicaChristianViCaÎncă nu există evaluări
- Unidad 3.1 LeanDocument17 paginiUnidad 3.1 LeanLuis Fernando Llerena UgarteÎncă nu există evaluări
- Ternium - El Grupo TechintDocument2 paginiTernium - El Grupo TechintLuis SileoniÎncă nu există evaluări
- La Soldadura y Fundición en La IndustriaDocument17 paginiLa Soldadura y Fundición en La Industriazower88Încă nu există evaluări
- Precios Promedio Diarios y Mensuales en Estaciones de ServicioDocument7 paginiPrecios Promedio Diarios y Mensuales en Estaciones de ServicioDiego AmaÎncă nu există evaluări
- Proceso de Fabricación Del CementoDocument2 paginiProceso de Fabricación Del CementoClevert Sanchez RÎncă nu există evaluări
- Calidad y Productividad - Unidad 9 - Relacion Entre Calidad, Productividad y CompetitividadDocument6 paginiCalidad y Productividad - Unidad 9 - Relacion Entre Calidad, Productividad y CompetitividadAna VivasÎncă nu există evaluări
- Estructuración de Adobe Concreto Ladrillo DrywallDocument14 paginiEstructuración de Adobe Concreto Ladrillo DrywallWagner A. Carrera AndiaÎncă nu există evaluări
- Caso TopitopDocument22 paginiCaso TopitopLuis Felipe Chumpitaz CruzadoÎncă nu există evaluări
- Ligeros Defectos en Pernos y TuercasDocument21 paginiLigeros Defectos en Pernos y TuercasAlejandroVasquezÎncă nu există evaluări
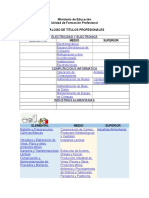
- Catalogo de CetproDocument3 paginiCatalogo de CetproCesar De la TorreÎncă nu există evaluări