S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Reactors - Reactor LabDocument4 paginiReactors - Reactor LabFabian MederosÎncă nu există evaluări
- De Oliveira Silva PRESENTACION (CFD COMPARISON AMONG HDT REACTORS) - 2017Document12 paginiDe Oliveira Silva PRESENTACION (CFD COMPARISON AMONG HDT REACTORS) - 2017Fabian MederosÎncă nu există evaluări
- Morris (Prediction Mogas Blend Distillation Can Be Improved - Abstract) - 1983Document1 paginăMorris (Prediction Mogas Blend Distillation Can Be Improved - Abstract) - 1983Fabian MederosÎncă nu există evaluări
- Table 1.1 Lists The Composition of Three Example Types of BiomassDocument1 paginăTable 1.1 Lists The Composition of Three Example Types of BiomassFabian MederosÎncă nu există evaluări
- 1.5 Definiciones de Validación & Verificación - 2017Document37 pagini1.5 Definiciones de Validación & Verificación - 2017Fabian MederosÎncă nu există evaluări
- Impact of CO2 On Natural Gas DensityImpact of CO2 On Natural Gas DensityDocument11 paginiImpact of CO2 On Natural Gas DensityImpact of CO2 On Natural Gas DensityFabian MederosÎncă nu există evaluări
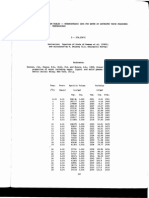
- SteamTables Keenan and KeysDocument8 paginiSteamTables Keenan and KeysFabian MederosÎncă nu există evaluări
- Hurricanes and The Oil and Natural Gas Industry Preparations PDFDocument5 paginiHurricanes and The Oil and Natural Gas Industry Preparations PDFFabian MederosÎncă nu există evaluări
- Cep Excel VbaDocument2 paginiCep Excel VbaFabian MederosÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- TEC2647Z-2+PIR San BernardoDocument9 paginiTEC2647Z-2+PIR San BernardodinkoheÎncă nu există evaluări
- Nominate Authorised Holder Representative TemplateDocument4 paginiNominate Authorised Holder Representative TemplatesaravananÎncă nu există evaluări
- Frame 2014C / 2024C Winding 6: Shunt Arep/PmgDocument4 paginiFrame 2014C / 2024C Winding 6: Shunt Arep/PmgscribdledeeÎncă nu există evaluări
- Comparison of Various Blade Profiles in A Two-Blade Conventional Savonius Wind TurbineDocument13 paginiComparison of Various Blade Profiles in A Two-Blade Conventional Savonius Wind TurbineSajad MostafaviÎncă nu există evaluări
- Plumbing - HVAC August 2010Document48 paginiPlumbing - HVAC August 2010aurelian177100% (1)
- AKTU SyllabusDocument19 paginiAKTU SyllabusGautam NarulaÎncă nu există evaluări
- kx0804 PDFDocument519 paginikx0804 PDFstefan corjuc100% (7)
- Ipfest 2022 - Registration BookletDocument70 paginiIpfest 2022 - Registration BookletMarojahan Benedict Efrata, S.TÎncă nu există evaluări
- GUF RDH4 SpecificationsDocument4 paginiGUF RDH4 SpecificationstachetacheÎncă nu există evaluări
- Melting Point and Molecular SymmetryDocument8 paginiMelting Point and Molecular SymmetryPriscilla Solera RodriguezÎncă nu există evaluări
- Mechanis Quizbee in Math and ScienceDocument4 paginiMechanis Quizbee in Math and ScienceChristine De San Jose80% (5)
- Exoterm Dan EndotermDocument19 paginiExoterm Dan EndotermZakiyahÎncă nu există evaluări
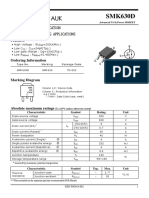
- SMK 630 DDocument8 paginiSMK 630 DMuhammad Chaidir FhadlyÎncă nu există evaluări
- Aktuator Diapraghm Fisher 30i-70iDocument12 paginiAktuator Diapraghm Fisher 30i-70iUntoro Adi NugrohoÎncă nu există evaluări
- Part Cat-Soil Compactor BW 212Document218 paginiPart Cat-Soil Compactor BW 212Dhru Ti100% (7)
- Manual Grindex - Bravo400.Document26 paginiManual Grindex - Bravo400.Roque LlamoccaÎncă nu există evaluări
- Biblioteca Ingenieria Petrolera 2015Document54 paginiBiblioteca Ingenieria Petrolera 2015margaritaÎncă nu există evaluări
- Lincoln Vantage 300 CaracterísticasDocument8 paginiLincoln Vantage 300 CaracterísticasJean MunozÎncă nu există evaluări
- SolarPro2 4Document100 paginiSolarPro2 4lgv2Încă nu există evaluări
- Kem R7005 Uc2 Ud2-541010Document18 paginiKem R7005 Uc2 Ud2-541010Anonymous C6Vaod9Încă nu există evaluări
- Ashrae 90.1-2010Document92 paginiAshrae 90.1-2010asarlakÎncă nu există evaluări
- Distillation Column ModellingDocument1 paginăDistillation Column ModellingChem.EnggÎncă nu există evaluări
- 5 Feeder Protection & Relay CoordinationDocument51 pagini5 Feeder Protection & Relay CoordinationSatya VasuÎncă nu există evaluări
- Steam Leak CalculationDocument3 paginiSteam Leak Calculationvazzoleralex6884Încă nu există evaluări
- Design and Simulation of A Sine Wave Inverter With PID Control For Nonlinear Load ApplicationsDocument12 paginiDesign and Simulation of A Sine Wave Inverter With PID Control For Nonlinear Load ApplicationsReno ReoÎncă nu există evaluări
- TGEL BatteryDocument4 paginiTGEL BatteryharishwarreddyÎncă nu există evaluări
- Self Cleaning Hydro ScreensDocument4 paginiSelf Cleaning Hydro ScreenssavuÎncă nu există evaluări
- CONSERVATION OF PLANTS AND ANIMALS - NotesDocument3 paginiCONSERVATION OF PLANTS AND ANIMALS - NotesNiraj SethiÎncă nu există evaluări
- 3 Section-5 Technical Specification (Annexure-B)Document102 pagini3 Section-5 Technical Specification (Annexure-B)Umamaheshwarrao VarmaÎncă nu există evaluări
- Снимок экрана 2023-03-01 в 09.16.43Document48 paginiСнимок экрана 2023-03-01 в 09.16.43Maksim ZolotarjovÎncă nu există evaluări