S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- New Energy Technologies Issue 17Document100 paginiNew Energy Technologies Issue 17blameitontherain9877100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Zentech Jackup Rig Design R 550D PDFDocument8 paginiZentech Jackup Rig Design R 550D PDFGiang Nguyen NinhÎncă nu există evaluări
- Cat 307D Main Pump OperationDocument3 paginiCat 307D Main Pump Operationkahandawala100% (1)
- Manjung 4 Malaysia Ultra Supercritical Coal PlantDocument2 paginiManjung 4 Malaysia Ultra Supercritical Coal PlantAlanSoo100% (1)
- Mechanis Quizbee in Math and ScienceDocument4 paginiMechanis Quizbee in Math and ScienceChristine De San Jose80% (5)
- 28 Psychrometric ProcessesDocument19 pagini28 Psychrometric ProcessesPRASAD326100% (7)
- Ashrae 90.1-2010Document92 paginiAshrae 90.1-2010asarlakÎncă nu există evaluări
- Kiefner - Low Frequency ERW and Lap Welded Longitudinal Seam EvaluationDocument99 paginiKiefner - Low Frequency ERW and Lap Welded Longitudinal Seam EvaluationJames PhillipsÎncă nu există evaluări
- Defining A Critical Weld Dilution To Avoid Solidification Cracking in AluminumDocument11 paginiDefining A Critical Weld Dilution To Avoid Solidification Cracking in AluminumJames PhillipsÎncă nu există evaluări
- When Using SAW To Weld Creep-Resistence SteelsDocument2 paginiWhen Using SAW To Weld Creep-Resistence SteelsJames PhillipsÎncă nu există evaluări
- Effect of Developed Flux and Process Parameters On Hardness of Weld in SawDocument6 paginiEffect of Developed Flux and Process Parameters On Hardness of Weld in SawJames PhillipsÎncă nu există evaluări
- Effect of Submerged Arc Process Variables On Dilution and Bead Geometry in Single Wire SurfacingDocument14 paginiEffect of Submerged Arc Process Variables On Dilution and Bead Geometry in Single Wire SurfacingJames PhillipsÎncă nu există evaluări
- Research On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesDocument7 paginiResearch On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesJames PhillipsÎncă nu există evaluări
- Human Tissues Structure, Function and LococationDocument4 paginiHuman Tissues Structure, Function and Lococationxuxi dulÎncă nu există evaluări
- Timing Belt RemovalDocument4 paginiTiming Belt RemovalrenimoÎncă nu există evaluări
- Digital BangladeshDocument5 paginiDigital Bangladeshhimelhimel34Încă nu există evaluări
- Polymers, Natural Polymers, NaturalDocument3 paginiPolymers, Natural Polymers, NaturalPrem KumarÎncă nu există evaluări
- Puma Energy - JPM Bond ConferenceDocument30 paginiPuma Energy - JPM Bond ConferenceKA-11 Єфіменко ІванÎncă nu există evaluări
- Sunlight Battery 12V 12ahDocument1 paginăSunlight Battery 12V 12ahCarolyn MunozÎncă nu există evaluări
- 10 Themes For 2024Document38 pagini10 Themes For 2024eskender93Încă nu există evaluări
- Colfax Mechanical Seal LeakageDocument4 paginiColfax Mechanical Seal Leakagesoumya19800000000Încă nu există evaluări
- Eat That Frog!: A Book Summary OnDocument17 paginiEat That Frog!: A Book Summary OnramranganÎncă nu există evaluări
- Mass SpectrosDocument47 paginiMass SpectrosEdward PittsÎncă nu există evaluări
- HSBTS Diagram PDFDocument1 paginăHSBTS Diagram PDFMayurÎncă nu există evaluări
- RAC Lecture 10 PDFDocument18 paginiRAC Lecture 10 PDFSalman KhanÎncă nu există evaluări
- Antibiotic Zone Reader KI 95Document1 paginăAntibiotic Zone Reader KI 95Piyush A JoshiÎncă nu există evaluări
- Sinusifdv GB V301 R13-A5Document149 paginiSinusifdv GB V301 R13-A5Mr.K chÎncă nu există evaluări
- PDS655S 404 405Document59 paginiPDS655S 404 405Naing Min HtunÎncă nu există evaluări
- 1 Home Base Work March 19-MRCH 31Document3 pagini1 Home Base Work March 19-MRCH 31Celso AmotoÎncă nu există evaluări
- New Microsoft Word DocumentDocument5 paginiNew Microsoft Word DocumentmonotoshÎncă nu există evaluări
- IT Chem F5 Mid-Year Examination (E)Document10 paginiIT Chem F5 Mid-Year Examination (E)Norzawati NoordinÎncă nu există evaluări
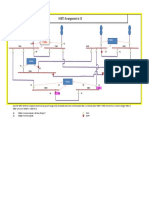
- Matbal 001H Flowsheet CycloHexaneDocument29 paginiMatbal 001H Flowsheet CycloHexaneRizky AnugrahÎncă nu există evaluări
- AHU Instalation Manual YorkDocument36 paginiAHU Instalation Manual YorkBangto Yibsip50% (2)
- Approximation Methods: Physics 130B, UCSD Fall 2009Document90 paginiApproximation Methods: Physics 130B, UCSD Fall 2009Luz PeñaÎncă nu există evaluări
- A Brief Overview of Porous SiliconDocument15 paginiA Brief Overview of Porous SiliconFelix Lu100% (1)
- A New Development in Completion Methods - The Limited Entry TechniqueDocument8 paginiA New Development in Completion Methods - The Limited Entry TechniqueJosé TimanáÎncă nu există evaluări