S-ar putea să vă placă și
- Determination of Grain SizeDocument5 paginiDetermination of Grain Sizenazari_smeirÎncă nu există evaluări
- Grain Size Measurement TechniquesDocument19 paginiGrain Size Measurement Techniquesสวาท หนุ่มโฉดผู่น่ารักÎncă nu există evaluări
- Determination of Grain SizeDocument5 paginiDetermination of Grain Sizenazari_smeirÎncă nu există evaluări
- Accurately Measuring Ammonia Levels in Poultry Houses FINALDocument2 paginiAccurately Measuring Ammonia Levels in Poultry Houses FINALnazari_smeirÎncă nu există evaluări
- Computer Simulation of Induction HeatingDocument4 paginiComputer Simulation of Induction HeatingvertauldÎncă nu există evaluări
- CAD CAM Theory PracticeDocument667 paginiCAD CAM Theory Practicenazari_smeir57% (7)
- Thermocouples WorkDocument4 paginiThermocouples WorkbasdownloadÎncă nu există evaluări
- Applications of Induction HeatingDocument24 paginiApplications of Induction Heatingnazari_smeirÎncă nu există evaluări
- FEA TheoryDocument49 paginiFEA Theoryof_switzerlandÎncă nu există evaluări
- FEA TheoryDocument49 paginiFEA Theoryof_switzerlandÎncă nu există evaluări
- Abaqus TutorialDocument19 paginiAbaqus Tutorialklomps_jrÎncă nu există evaluări
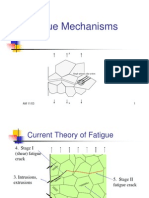
- Fatigue MechanismsDocument37 paginiFatigue Mechanismsnazari_smeirÎncă nu există evaluări
- اموزش کتیاDocument213 paginiاموزش کتیاnazari_smeirÎncă nu există evaluări
- اموزش کتیاDocument213 paginiاموزش کتیاnazari_smeirÎncă nu există evaluări
- Effect of Prior MicrostructureDocument23 paginiEffect of Prior Microstructurenazari_smeirÎncă nu există evaluări
- Finite Element AnalysisDocument113 paginiFinite Element AnalysisTochi Krishna Abhishek57% (7)
- 02 Compression TestDocument8 pagini02 Compression TestWaleed ShakilÎncă nu există evaluări
- Shell Element Simulation of The Push Method of Tube BendingDocument4 paginiShell Element Simulation of The Push Method of Tube Bendingnazari_smeirÎncă nu există evaluări
- CATIA - Piping Design 2 (PIP)Document6 paginiCATIA - Piping Design 2 (PIP)jvespaÎncă nu există evaluări
- Numerical Value Analysis of Eddy Current Probe Coil of Placement Model Based On ANSYSDocument8 paginiNumerical Value Analysis of Eddy Current Probe Coil of Placement Model Based On ANSYSnazari_smeirÎncă nu există evaluări
- Applications of Induction HeatingDocument24 paginiApplications of Induction Heatingnazari_smeirÎncă nu există evaluări
- The Flying MachineDocument3 paginiThe Flying Machinenazari_smeirÎncă nu există evaluări
- CATIA - Piping Design 2 (PIP)Document6 paginiCATIA - Piping Design 2 (PIP)jvespaÎncă nu există evaluări
- FEM Program For Space TrussesDocument22 paginiFEM Program For Space TrussesEsmaeil NaÎncă nu există evaluări
- An Introduction To MEMSDocument56 paginiAn Introduction To MEMSAhmed AliÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- t-47 Residential Real Property Affidavit - 50108 ts95421Document1 paginăt-47 Residential Real Property Affidavit - 50108 ts95421api-209878362Încă nu există evaluări
- Platform Coperion PDFDocument6 paginiPlatform Coperion PDFbatur42Încă nu există evaluări
- Design of Fit Between Die and InsertDocument4 paginiDesign of Fit Between Die and InsertInnovative Research PublicationsÎncă nu există evaluări
- Class 7 TransportDocument12 paginiClass 7 TransportAAVANIÎncă nu există evaluări
- PC spun piles design and manufacturingDocument2 paginiPC spun piles design and manufacturinghoetapea100% (1)
- SUPPLY CHAIN COMPARISON: CELESTY VS FROSTEE ICE CREAMDocument37 paginiSUPPLY CHAIN COMPARISON: CELESTY VS FROSTEE ICE CREAMsneha_jmdÎncă nu există evaluări
- 10 BBPM2203 T6Document32 pagini10 BBPM2203 T6Vinotheni KrishnanÎncă nu există evaluări
- X 341E CEM Technology Compact Endless Cast and Rolling MillDocument2 paginiX 341E CEM Technology Compact Endless Cast and Rolling MillGowtham VishvakarmaÎncă nu există evaluări
- Fluxes For Welding and SurfacingDocument4 paginiFluxes For Welding and SurfacingVăn Trường LêÎncă nu există evaluări
- Unit I Foundry TechnologyDocument164 paginiUnit I Foundry TechnologyBlessy KamalaÎncă nu există evaluări
- Electric Vehicles in The Next Millennium: G.G. HardingDocument6 paginiElectric Vehicles in The Next Millennium: G.G. HardingSrinivasan Anushya SubbarajÎncă nu există evaluări
- FEM Tables for Load Spectrum Classes and Appliance GroupsDocument20 paginiFEM Tables for Load Spectrum Classes and Appliance GroupsDhanraj PatilÎncă nu există evaluări
- Tri-Chandra Multiple Campus: Department of Rural DevelopmentDocument8 paginiTri-Chandra Multiple Campus: Department of Rural DevelopmentOm Prakash PaneruÎncă nu există evaluări
- MBa ProjectDocument2 paginiMBa Projectsahil100% (1)
- Besser concrete block parts catalogDocument18 paginiBesser concrete block parts catalogkuzemdooÎncă nu există evaluări
- KPS method statement for concrete worksDocument14 paginiKPS method statement for concrete worksWufei Chang95% (21)
- Din 17200 C60Document2 paginiDin 17200 C60artanÎncă nu există evaluări
- Airbus A380 Basic ManualDocument6 paginiAirbus A380 Basic ManualD.Încă nu există evaluări
- Channels of DistributionDocument31 paginiChannels of DistributionBloomingdale UttaraÎncă nu există evaluări
- Furse CEMDocument2 paginiFurse CEMAyman SaberÎncă nu există evaluări
- About Elematic Hollowcore PlankDocument32 paginiAbout Elematic Hollowcore PlankManish Khandelwal0% (1)
- Daytime Running LightsDocument3 paginiDaytime Running Lightsmelbon21Încă nu există evaluări
- Service marketing: Flipkart's journeyDocument17 paginiService marketing: Flipkart's journeySaravana PerumalÎncă nu există evaluări
- Ifi-100-107 1Document58 paginiIfi-100-107 1diegosc2200Încă nu există evaluări
- Further Reading - Institute of Chartered ShipbrokersDocument5 paginiFurther Reading - Institute of Chartered Shipbrokerscoimbra_1987Încă nu există evaluări
- NRLCA National Officer Presentation - 2012 State ConventionsDocument101 paginiNRLCA National Officer Presentation - 2012 State ConventionspostaltexanÎncă nu există evaluări
- Container Shipping Course ModuleDocument49 paginiContainer Shipping Course Moduleliao_marcoÎncă nu există evaluări
- 2.2 - ICR DEC 05 - Fractured Kiln WeldingDocument3 pagini2.2 - ICR DEC 05 - Fractured Kiln WeldingKreshnik StratiÎncă nu există evaluări
- Report aircraft failures with FAA formDocument2 paginiReport aircraft failures with FAA formKivanc NerogluÎncă nu există evaluări
- Abt Limited: ABT - The Anamallais Bus Transport LTDDocument3 paginiAbt Limited: ABT - The Anamallais Bus Transport LTDNanee DevaÎncă nu există evaluări