S-ar putea să vă placă și
- Scientific American Supplement, No. 470, January 3, 1885De la EverandScientific American Supplement, No. 470, January 3, 1885Încă nu există evaluări
- Design and Finite Element Assessment of Mounded Bullet PDFDocument14 paginiDesign and Finite Element Assessment of Mounded Bullet PDFc0g100% (1)
- Seismic LoadDocument1 paginăSeismic LoadJae Kyoung LimÎncă nu există evaluări
- ESR0055024ACAL1004 0cDocument24 paginiESR0055024ACAL1004 0ckayaltharanÎncă nu există evaluări
- 10inch Inlet DiffuserDocument1 pagină10inch Inlet DiffuserJulian Vega DiazÎncă nu există evaluări
- Design of Partition PlateDocument5 paginiDesign of Partition Platepippo2378793Încă nu există evaluări
- 03 Metal Packing Support PlatesDocument3 pagini03 Metal Packing Support PlatesypatelsÎncă nu există evaluări
- Cone To Shell ReinforcementDocument4 paginiCone To Shell ReinforcementSajal KulshresthaÎncă nu există evaluări
- Flange Mawp Reduction PV Elite PDFDocument8 paginiFlange Mawp Reduction PV Elite PDFDarshan PanchalÎncă nu există evaluări
- Mixing Mechanical Design FundamentalsDocument53 paginiMixing Mechanical Design FundamentalsKyriakos MichalakiÎncă nu există evaluări
- PC-01 - Process Column Design Calculations Using CademPVD SoftwareDocument127 paginiPC-01 - Process Column Design Calculations Using CademPVD SoftwareCADEM SoftwaresÎncă nu există evaluări
- Cyclic Service - Intergraph CADWorx & AnalysisDocument2 paginiCyclic Service - Intergraph CADWorx & Analysisisrar khanÎncă nu există evaluări
- Shell and Tube Heat Exchanger Design Using CFD ToolsDocument4 paginiShell and Tube Heat Exchanger Design Using CFD ToolsChockalingam AthilingamÎncă nu există evaluări
- Dimensioning A Heat Exchanger Flange: About P3 EngineeringDocument22 paginiDimensioning A Heat Exchanger Flange: About P3 EngineeringVilas AndhaleÎncă nu există evaluări
- Tks 324 Design of Tall Vessels-03Document18 paginiTks 324 Design of Tall Vessels-03kurniahidayatÎncă nu există evaluări
- (DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enDocument8 pagini(DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enNaveen Suresh KumarÎncă nu există evaluări
- Calcs 4Document19 paginiCalcs 4Syariful Maliki NejstaršíÎncă nu există evaluări
- PV Elite Örnek PDFDocument223 paginiPV Elite Örnek PDFakın ersözÎncă nu există evaluări
- Grand Prix Engg.: Tag No. 90-EH-02Document6 paginiGrand Prix Engg.: Tag No. 90-EH-02Abhay UpadhyayÎncă nu există evaluări
- PV Elite ResultDocument239 paginiPV Elite ResultChaitanya Sai TÎncă nu există evaluări
- Vessel Weight CalculationDocument5 paginiVessel Weight CalculationAniket royÎncă nu există evaluări
- PV Newsletter - Skirt Connections PDFDocument5 paginiPV Newsletter - Skirt Connections PDFDivyesh PatelÎncă nu există evaluări
- What Is An ASME Appendix 2 Flange Design PDFDocument1 paginăWhat Is An ASME Appendix 2 Flange Design PDFMangesh BanaleÎncă nu există evaluări
- WI06-0260 Calculations For Obround Nozzle ConnectionsDocument4 paginiWI06-0260 Calculations For Obround Nozzle ConnectionskumarÎncă nu există evaluări
- Dharangadhara Chemical Works (DCW) LTD.Document18 paginiDharangadhara Chemical Works (DCW) LTD.ABINESH S 16CHR00267% (3)
- PV Elite 2014 Licensee Filename: Rectangular Vessel Rectves Analysis: New Rectangular Item: 1 8:09P Aug 25,2015Document7 paginiPV Elite 2014 Licensee Filename: Rectangular Vessel Rectves Analysis: New Rectangular Item: 1 8:09P Aug 25,2015Pressure VesselÎncă nu există evaluări
- Spreaer Beam&Lifting Line Beam p3Document2 paginiSpreaer Beam&Lifting Line Beam p3Sabrang LorÎncă nu există evaluări
- Flat HeadsDocument11 paginiFlat HeadsToniÎncă nu există evaluări
- Tubesheet As Per ASME Sec. VIII-Div.1 UHXDocument1 paginăTubesheet As Per ASME Sec. VIII-Div.1 UHXruponline1Încă nu există evaluări
- 26071-100-V1A-MCAG-00315 - Isometric Drawing With BOM For Common Facilities SS-3 341-SS-114 - 002Document33 pagini26071-100-V1A-MCAG-00315 - Isometric Drawing With BOM For Common Facilities SS-3 341-SS-114 - 002ogyriskyÎncă nu există evaluări
- 181-F Secondary Reformer Jacket Cooling Water Pit - R0 (1) - 12082018 PDFDocument17 pagini181-F Secondary Reformer Jacket Cooling Water Pit - R0 (1) - 12082018 PDFManish542Încă nu există evaluări
- Welding Neck Flanges 1Document3 paginiWelding Neck Flanges 1bikkelbobÎncă nu există evaluări
- Pipe&Shell Design Tool 600KLDocument1 paginăPipe&Shell Design Tool 600KLJoshua RiveraÎncă nu există evaluări
- Unstiffened Cylinders EN 13445-3 - 8.5.2 PDFDocument4 paginiUnstiffened Cylinders EN 13445-3 - 8.5.2 PDFfrlamontÎncă nu există evaluări
- 26071-100-M0-M000-00100-002 Standard Drawing For Mechanical Stationary Equipment (Amendment)Document121 pagini26071-100-M0-M000-00100-002 Standard Drawing For Mechanical Stationary Equipment (Amendment)Ade FaruroziÎncă nu există evaluări
- Exchanger Tube Min ThicknessDocument2 paginiExchanger Tube Min ThicknessMohamed ElshehnyÎncă nu există evaluări
- He SelectionDocument7 paginiHe SelectionKaizerÎncă nu există evaluări
- Ligament Efficiency and Thickness of The Support PlateDocument10 paginiLigament Efficiency and Thickness of The Support PlatePankajDhobleÎncă nu există evaluări
- Arz 104 Wood 125141Document1 paginăArz 104 Wood 125141youcef islaÎncă nu există evaluări
- Vessel With Large Opening: PVE SamplesDocument25 paginiVessel With Large Opening: PVE SamplesSivateja NallamothuÎncă nu există evaluări
- Typical Specification For Steam Surface Condensers Appendix ADocument5 paginiTypical Specification For Steam Surface Condensers Appendix Ahappale2002Încă nu există evaluări
- Output Data: Design CaseDocument3 paginiOutput Data: Design CaseAnonymous RytT6uvX1Încă nu există evaluări
- UHX - Osweiller - WhitePaper PDFDocument20 paginiUHX - Osweiller - WhitePaper PDFMichael BasaÎncă nu există evaluări
- CalBOM - Formed ConicalDocument5 paginiCalBOM - Formed ConicalRey FiedacanÎncă nu există evaluări
- Toriconical Head Ver 1.1Document4 paginiToriconical Head Ver 1.1Iqbal AhmadsÎncă nu există evaluări
- Project JG Summit Stage1 Expansion Title: Screening Procedure As Per ASME Section VIII, Div 2. PE3-E6552Document1 paginăProject JG Summit Stage1 Expansion Title: Screening Procedure As Per ASME Section VIII, Div 2. PE3-E6552Darshan PanchalÎncă nu există evaluări
- Sizing CalcDocument1 paginăSizing CalcHilary AbaratuÎncă nu există evaluări
- Deaera DesignDocument13 paginiDeaera DesignBhanu K PrakashÎncă nu există evaluări
- (IJET-V2I3 - 1P3) Authors: G.Siva Prasad K.Dinesh Achari E.Dileep Kumar Goud M.Nagaraju K.SrikanthDocument7 pagini(IJET-V2I3 - 1P3) Authors: G.Siva Prasad K.Dinesh Achari E.Dileep Kumar Goud M.Nagaraju K.SrikanthInternational Journal of Engineering and TechniquesÎncă nu există evaluări
- Pouring Time CalculationDocument5 paginiPouring Time CalculationKaarthicNatarajan100% (1)
- Centrifugal Casting (8-20)Document20 paginiCentrifugal Casting (8-20)Rabindra DashÎncă nu există evaluări
- Group Erw Seamless Product BrochureDocument6 paginiGroup Erw Seamless Product BrochureSrinivasa Rao VenkumahanthiÎncă nu există evaluări
- Ecway Technologies: Design and Fabrication of Cyclone Seperator Using Vane PumpDocument9 paginiEcway Technologies: Design and Fabrication of Cyclone Seperator Using Vane Pumpieee4mybusinessonly100% (1)
- High Temperature Report2Document13 paginiHigh Temperature Report2api-3821747100% (1)
- Tutorial Last AnswerDocument9 paginiTutorial Last AnswerEswaran ManakorÎncă nu există evaluări
- Design and Analysis of Ceramic Coated Aluminium Alloy PistonDocument31 paginiDesign and Analysis of Ceramic Coated Aluminium Alloy PistonThiyagarajan TGÎncă nu există evaluări
- Production of Tin Powder Using Gas Atomization ProcessDocument6 paginiProduction of Tin Powder Using Gas Atomization ProcessdaffaÎncă nu există evaluări
- Construction Therm RefrigeratorDocument8 paginiConstruction Therm RefrigeratorKiran KumarÎncă nu există evaluări
- Chapter 1+Casing+12Feb18Document47 paginiChapter 1+Casing+12Feb18Mohamad ZakwanÎncă nu există evaluări
- A. Design Considerations For A PistonDocument7 paginiA. Design Considerations For A PistonTechnos_IncÎncă nu există evaluări
- Spider SilkDocument8 paginiSpider Silkma04aneetasunishÎncă nu există evaluări
- 10.37 Spring 2007 Homework 1 Due Wednesday, Feb. 14Document6 pagini10.37 Spring 2007 Homework 1 Due Wednesday, Feb. 14ÅdnAn MehmOodÎncă nu există evaluări
- Conductance of SolutionDocument6 paginiConductance of SolutionHatmylifeÎncă nu există evaluări
- Photocure TXR 10 TDSDocument2 paginiPhotocure TXR 10 TDSjm sanchezÎncă nu există evaluări
- Cto Coal To OlefinsDocument50 paginiCto Coal To OlefinsJUAN ANTONIO HERNANDEZ SOSAÎncă nu există evaluări
- Lab 5Document3 paginiLab 5231474978Încă nu există evaluări
- FiltrationDocument70 paginiFiltrationEny Nurhayati100% (1)
- Natural Sciences: Grade 8 Term 3 TrackerDocument17 paginiNatural Sciences: Grade 8 Term 3 Trackerndodana SibandaÎncă nu există evaluări
- Hallmark World School, Gorakhpur: Test: T2 Session: 2010-11 Class: VI Subject: G.K. M.M.: 25 Date: 20/09/2010Document2 paginiHallmark World School, Gorakhpur: Test: T2 Session: 2010-11 Class: VI Subject: G.K. M.M.: 25 Date: 20/09/2010ec1412Încă nu există evaluări
- Cbse Science ExamDocument4 paginiCbse Science ExamDani MathewÎncă nu există evaluări
- Covalent BondingDocument52 paginiCovalent BondingTanvir MatharuÎncă nu există evaluări
- 1 - Biochemistry Notes by Dr. M A Bari Siddiqui: DrmentorsDocument3 pagini1 - Biochemistry Notes by Dr. M A Bari Siddiqui: DrmentorsShiva KumarÎncă nu există evaluări
- CHE-409 Physical ChemistryDocument4 paginiCHE-409 Physical ChemistrybholuÎncă nu există evaluări
- Jawaban Latihan Soal KD 3.10Document14 paginiJawaban Latihan Soal KD 3.10Andreas MulyonoÎncă nu există evaluări
- EMF ExercisesDocument42 paginiEMF ExercisesBEEMI REDDY VENKATA REDDYÎncă nu există evaluări
- ACCURIS 3 Page UV TransilluminatorDocument3 paginiACCURIS 3 Page UV TransilluminatorSigit SadewoÎncă nu există evaluări
- Viva QuestionsDocument3 paginiViva Questionssainandhakumaar86% (7)
- OsmosisDocument4 paginiOsmosisWalica DeokinananÎncă nu există evaluări
- HeatecDocument10 paginiHeatecMogtaba Osman100% (1)
- Chemical EquilibriumDocument6 paginiChemical EquilibriumBoodhonee AvinashÎncă nu există evaluări
- Brackman 1989Document6 paginiBrackman 1989TatianaLaBancaÎncă nu există evaluări
- PPG - PSX700 (FD)Document15 paginiPPG - PSX700 (FD)scibduser001Încă nu există evaluări
- Week 1: Learning Activity 1 Short Quiz 1Document39 paginiWeek 1: Learning Activity 1 Short Quiz 1yagami100% (1)
- Mistakes in ExperimentDocument3 paginiMistakes in ExperimentSyu AiÎncă nu există evaluări
- A. Velocity B. Length C. Density D. Temperature E. AreaDocument3 paginiA. Velocity B. Length C. Density D. Temperature E. AreaFitria Istikomah DewiÎncă nu există evaluări
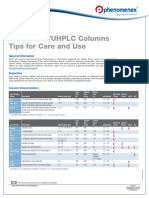
- Luna HPLC/UHPLC Columns Tips For Care and Use: General InformationDocument3 paginiLuna HPLC/UHPLC Columns Tips For Care and Use: General Informationsilfhany fatokhizarÎncă nu există evaluări
- GW - MS Series - Quick Installation Guide-POLYDocument83 paginiGW - MS Series - Quick Installation Guide-POLYWaldemiro AzeredoÎncă nu există evaluări
- Al-Ameen Mission Study Circle: Neet (Ug)Document3 paginiAl-Ameen Mission Study Circle: Neet (Ug)MortojaÎncă nu există evaluări
- Internship Report For 5th SemesterDocument5 paginiInternship Report For 5th SemesterBANANI DASÎncă nu există evaluări
- CRF - Charing MethodDocument13 paginiCRF - Charing MethodAshwary Sheel Wali Research Scholar, Dept of Mech Engg., IIT (BHU)Încă nu există evaluări